

قطع غيار سيارات مصبوبة بالقالب عالي الضغط من الألومنيوم: متينة وفعالة
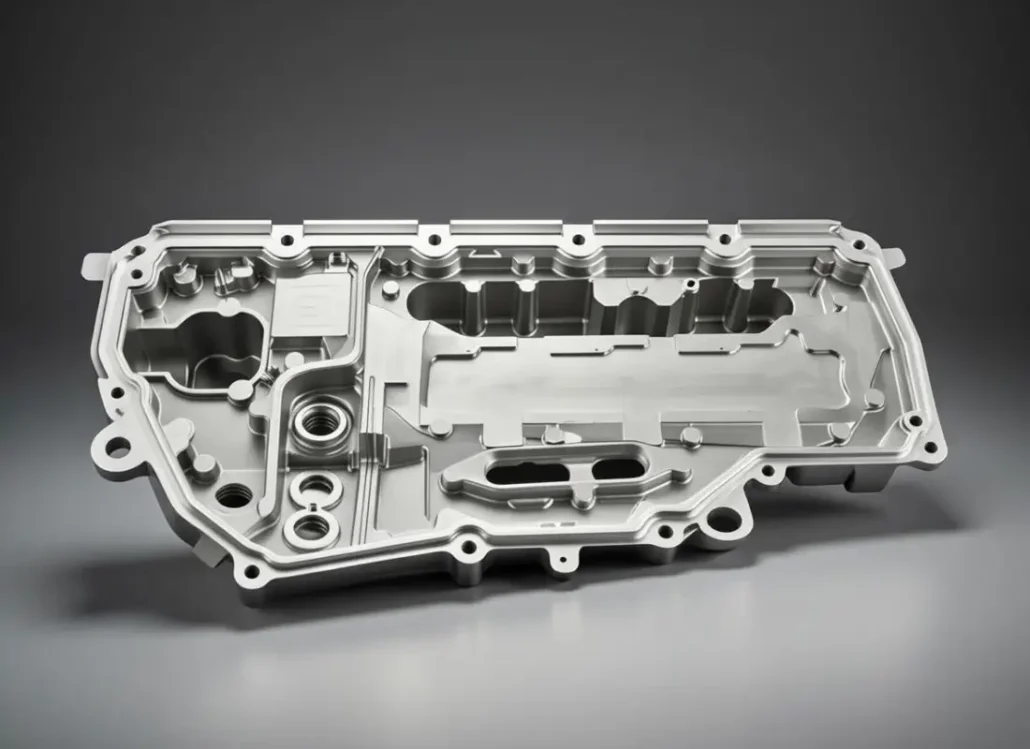
صب القوالب الألومنيوم, صب القوالب بالضغط العاليتتغير صناعة السيارات بسبب استخدام قطع غيار السيارات المصبوبة بالقالب المصنوعة من الألومنيوم عالي الضغط. فهي توفر للمصنعين [...].
تتغير صناعة السيارات بسبب استخدام قطع غيار السيارات المصبوبة بالقالب المصنوعة من الألومنيوم عالي الضغط. فهي توفر للمصنعين [...].

يُعد الصب بالقالب عالي الضغط (HPDC) أحد أكثر عمليات صب المعادن استخدامًا في التصنيع الحالي. يختار المصنعون HPDC
تتضمن خدمات صب المعادن تشكيل المعادن السائلة المتدفقة بحرية من خلال استخدام القوالب أو القوالب أو الأنماط. المصبوبات هي

صب المعادن أمر بالغ الأهمية في التصنيع الحديث. فهي تشكل العالم كله من الناحية التقنية. كما تعلم، يمكنك
What is Aluminum die Casting Aluminum die casting can be understood as a highly controlled metal “injection” process rather than