
عملية الصب بالقالب هي عملية صب المعادن التي تستخدم الضغط العالي لإنتاج مكونات معدنية معقدة وعالية الحجم ودقيقة مع تشطيب سطح فائق ودقة أبعاد. ويتم تحقيق ذلك عن طريق الحقن عالي السرعة والضغط العالي للمعدن المنصهر في قالب صلب قالب فولاذي, والمعروف باسم القالب. بعد أن يتصلب المعدن، يتم فتح القالب، ويتم إخراج المكوّن المكتمل أو تشذيبه أو معالجته معالجة ثانوية خفيفة.

نظرًا لسرعته وقابليته للتكرار وقدرته على إنتاج قوالب رقيقة الجدران ومفصلة, صب القوالب على نطاق واسع في قطاعات السيارات والإلكترونيات والفضاء والأجهزة والمنتجات الاستهلاكية.
تنقسم عمليات الصب بالضغط العالي إلى نوعين رئيسيين: صب القوالب بالغرفة الساخنة والغرفة الباردة. على الرغم من أن كلتا العمليتين تستخدمان الضغط لإجبار المعدن المنصهر على الدخول في القالب، إلا أن طرق صهر المعدن ومعالجته وحقنه، تختلف بشكل ملحوظ. وتؤثر الاختلافات على نوع المعادن المستخدمة، وزمن الدورة، وتكلفة الإنتاج، وعمر الأدوات، وحجم الجزء.
يدمج الصب بالقالب بالغرفة الساخنة فرن الصهر مع ماكينة الصب، مما يتيح معالجة أسرع وملاءمة أفضل للسبائك ذات نقطة الانصهار المنخفضة. ومع ذلك، في الصب بالقالب بالغرفة الباردة، يتم استخدام فرن منفصل، ويتم صب المعدن المنصهر في الماكينة في كل مرة. ويفضل هذا الترتيب عندما تكون السبيكة ذات نقطة انصهار أعلى، مثل الألومنيوم والنحاس.
تساعد معرفة الاختلافات بين هاتين العمليتين على مصبوبات القوالب الصين اختيار الطريقة الأكثر فاعلية وفعالية من حيث التكلفة وقابلية للتطبيق من الناحية التقنية لتطبيق الشركة.
الصب بالقالب بالغرفة الساخنة: العملية والمعرفة التقنية
صب القوالب بالغرفة الساخنة هي عملية صب معدن عالي الضغط تستخدم في المقام الأول للسبائك منخفضة نقطة الانصهار. ولها تطبيقات واسعة النطاق في صناعات أجهزة السيارات والإلكترونيات والاتصالات السلكية واللاسلكية والسلع الاستهلاكية، وكذلك في القطاعات التي تتطلب سرعات إنتاج عالية وتفاوتات دقيقة في الأبعاد وتشطيبات سطحية جيدة.
الميزة الرئيسية لهذه العملية هي أن فرن الصهر مدمج في آلة الصب. في هذا النوع من التصميم، يتم الاحتفاظ بالمعدن المنصهر في حالة جاهزة للحقن باستمرار، مما يقلل من وقت المناولة ويؤدي إلى إنتاج أكثر كفاءة بكثير من طرق الصب الأخرى.
ملخص العملية
| العملية | الشرح |
| الذوبان | يتم الاحتفاظ بالمعدن في فرن مدمج كمصهور عند درجة حرارة 400 -450 درجة مئوية تقريبًا في حالة سبائك الزنك و600 درجة مئوية في حالة بعض سبائك المغنيسيوم. |
| ملء عنق المنحنية | في هذا الإعداد، يتم استخدام مكبس هيدروليكي للسحب حتى يملأ المعدن المنصهر حجرة معقوفة معقوفة. |
| الحقن | يتحرّك المكبس إلى الأمام ويحقن المعدن في تجويف القالب بمعدلات تصل إلى 3060 م/ث. |
| التوطيد | تستغرق عملية تبريد المعدن وتصلبه من 2 إلى 10 ثوانٍ، اعتمادًا على سُمك الجزء. |
| الطرد | هذا هو المكان الذي يفتح فيه القالب، ويتم إزالة الصب بواسطة دبابيس طرد القالب. |
| التكرار | يتراوح إجمالي زمن الدورة من 3 إلى 15 ثانية، مما يتيح أحجام إنتاج عالية. |
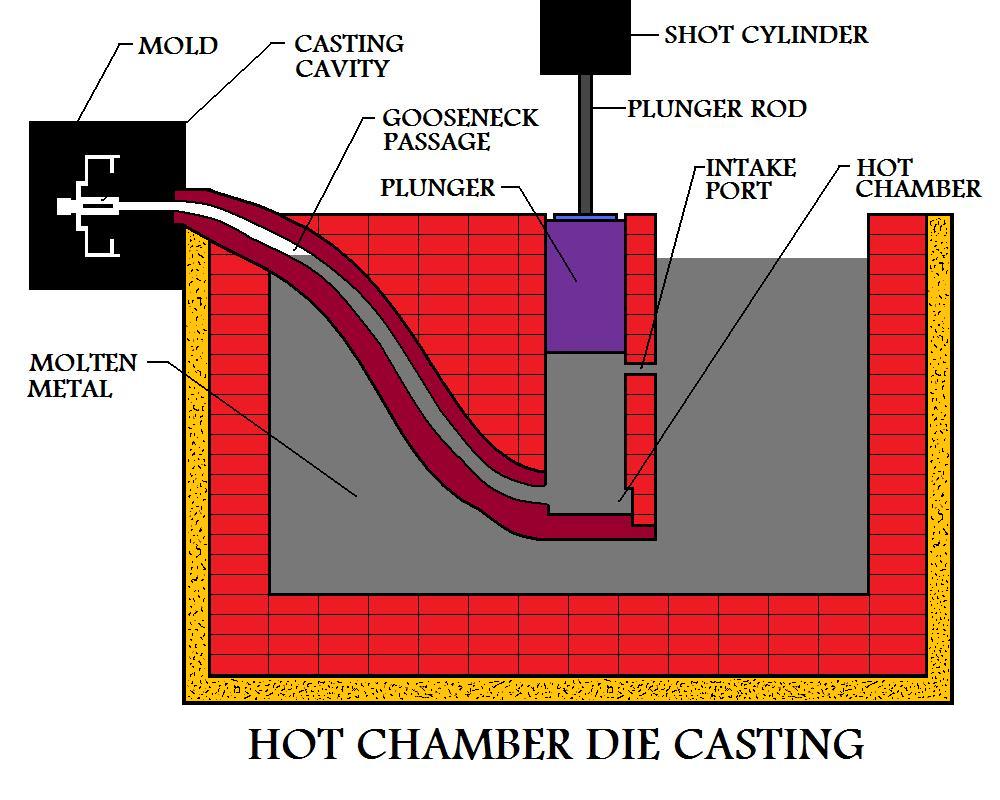
عملية الصب بالقالب بالغرفة الساخنة
في صب القوالب بالغرفة الساخنة, يتم الاحتفاظ بالمعدن المنصهر في فرن مدمج مركب على الماكينة. يغمر المعدن المنصهر مكوِّنًا يسمى المكبس. عندما يتم سحب المكبس، يقوم منفذ سحب بإمداد المعدن المنصهر إلى حجرة الحقن بالمعدن المنصهر. يتم بعد ذلك تشغيل المكبس هيدروليكيًا، مما يدفع المعدن من خلال عنق المنحنية إلى تجويف القالب بسرعة عالية. قد تصل معدلات الحقن إلى 30-60 متر في الثانية، مما يملأ التجويف قبل أن يتصلب المعدن.
بعد الصب، يتم ضغط المعدن المنصهر وتبريده. يستغرق التصلب عادةً من 2 إلى 10 ثوانٍ، اعتمادًا على سُمك الجدار والسبيكة. بعد أن يكون الجزء صلبًا بالفعل، يتم فتح القالب، وتقوم دبابيس القاذف بإجبار الصب على الخروج. يتم إغلاق الماكينة بعد ذلك وتبدأ الدورة التالية.
المعلمات الفنية وظروف التشغيل
يتم تنفيذ العملية ضمن نطاقات درجة حرارة وضغط عالٍ يتم التحكم فيها جيدًا لضمان جودة الأدوات وسلامتها. سبائك الزنك عند درجات حرارة تتراوح بين 400 و450 درجة مئوية. وفي المقابل، يمكن صب سبائك المغنيسيوم عند درجات حرارة أقرب إلى 600 درجة مئوية. يتراوح ضغط الحقن عادةً بين 7-35 ميجا باسكال (حوالي 1,000-5,000 رطل لكل بوصة مربعة). ويتم الحفاظ على درجة حرارة القالب بين 150 و250 درجة مئوية لضمان تدفق المعدن بشكل متسق والتحكم في التبريد.
نظرًا لاتساع نطاق أحجام الماكينات، تتراوح قوة التثبيت عادةً من 20 إلى 500 طن. عادةً ما تكون أوزان الطلقات أقل من 1 كيلوغرام، ولكن يمكن للماكينات التعامل مع ما يصل إلى 5 كيلوغرامات. تُعد هذه إحدى أسرع طرق تشكيل المعادن، حيث تصل معدلات الإنتاج في كثير من الأحيان إلى 300-700 قطعة في الساعة بسبب ارتفاع معدل دوراتها.
حدود المواد والسبائك القابلة للتطبيق
صب القوالب بالغرفة الساخنة ينطبق فقط على السبائك التي لا تهاجم الحديد في درجات الحرارة العالية. وأكثرها شيوعًا هي سبائك الزنك، بما في ذلك زمك 3 وزمك 5, التي تقترب درجة انصهارها من 385 درجة مئوية. كما أنها تستخدم عادةً مع سبائك المغنيسيوم مثل AZ91D، التي تنصهر عند حوالي 595 درجة مئوية. ومن الممكن أيضًا معالجة سبائك الرصاص والقصدير، ولكن تطبيقاتها الصناعية محدودة أكثر. لا يمكن تطبيق هذه العملية على الألومنيوم، الذي تبلغ درجة انصهاره حوالي 660 درجة مئوية، مما قد يدمر عناصر الحقن المغمورة.
فوائد الأداء وقيود الممارسات
- السرعة هي إحدى أعظم مزايا الصب بالقالب بالغرفة الساخنة.
- الفرن متكامل، ولا يتم فصل خطوات نقل المعادن، مما يقلل من وقت الدورة واستهلاك الطاقة بنسبة 20-30 في المائة تقريبًا مقارنة بأنظمة الغرف الباردة.
- يمكن أن تكون تفاوتات الأبعاد منخفضة تصل إلى ± 0.05 مم، ويمكن تحقيق تشطيبات سطحية بقيم Ra تتراوح بين 1.6 و3.2 ميكرومتر.
- كما أن عمر الأداة جيد أيضًا، حيث لوحظت أحمال تصل إلى 500,000 دورة أو أكثر في ظل ظروف صيانة جيدة.
- ومع ذلك، وبسبب التلامس المستمر بين رأس المنحنية والمكبس والمعدن المنصهر، يحدث تآكل وتلف.
- يمكن تغيير هذه الأجزاء في غضون 50,000 إلى 100,000 دورة. كما أن هذه العملية هي الأنسب للمكونات الصغيرة والمتوسطة الحجم بدلاً من المكونات الهيكلية الكبيرة.
| المعلمة | النطاق النموذجي |
| درجة حرارة المعدن | 400-450 درجة مئوية (الزنك)، حتى 600 درجة مئوية (المغنيسيوم) |
| ضغط الحقن | 7-35 ميجا باسكال (1,000-5,000 رطل لكل بوصة مربعة) |
| وقت الدورة | 3-15 ثانية |
| حمولة الماكينة | 20-500 طن |
| معدل الإنتاج | 300-700 جزء/ساعة |
| درجة حرارة القالب | 150-250°C |
| وزن الجزء النموذجي | 0.02 - 5 كجم |
صب القوالب على البارد: العملية والملاحظات الفنية
صب القوالب بالغرفة الباردة هي عملية صب معادن عالية الضغط مناسبة للسبائك ذات نقاط انصهار متوسطة إلى عالية. وتُستخدم عادةً في صناعات مثل السيارات والفضاء والآلات الصناعية والإلكترونيات التي تتطلب مكونات قوية وخفيفة الوزن ذات أبعاد دقيقة.
تستخدم هذه العملية فرنًا منفصلًا لصهر المعدن، بدلاً من الصب بالقالب في غرفة ساخنة. يتم نقل كل طلقة إلى ماكينة الصب مع المعدن المنصهر، مما يجعل النظام مناسبًا للمواد التي من شأنها أن تضر بعملية الحقن المغمورة بشكل دائم. يميز هذا التمييز الهندسي وضع التشغيل وسرعة الإنتاج ونطاق المواد في عملية الغرفة الباردة.
نظرة عامة على العملية
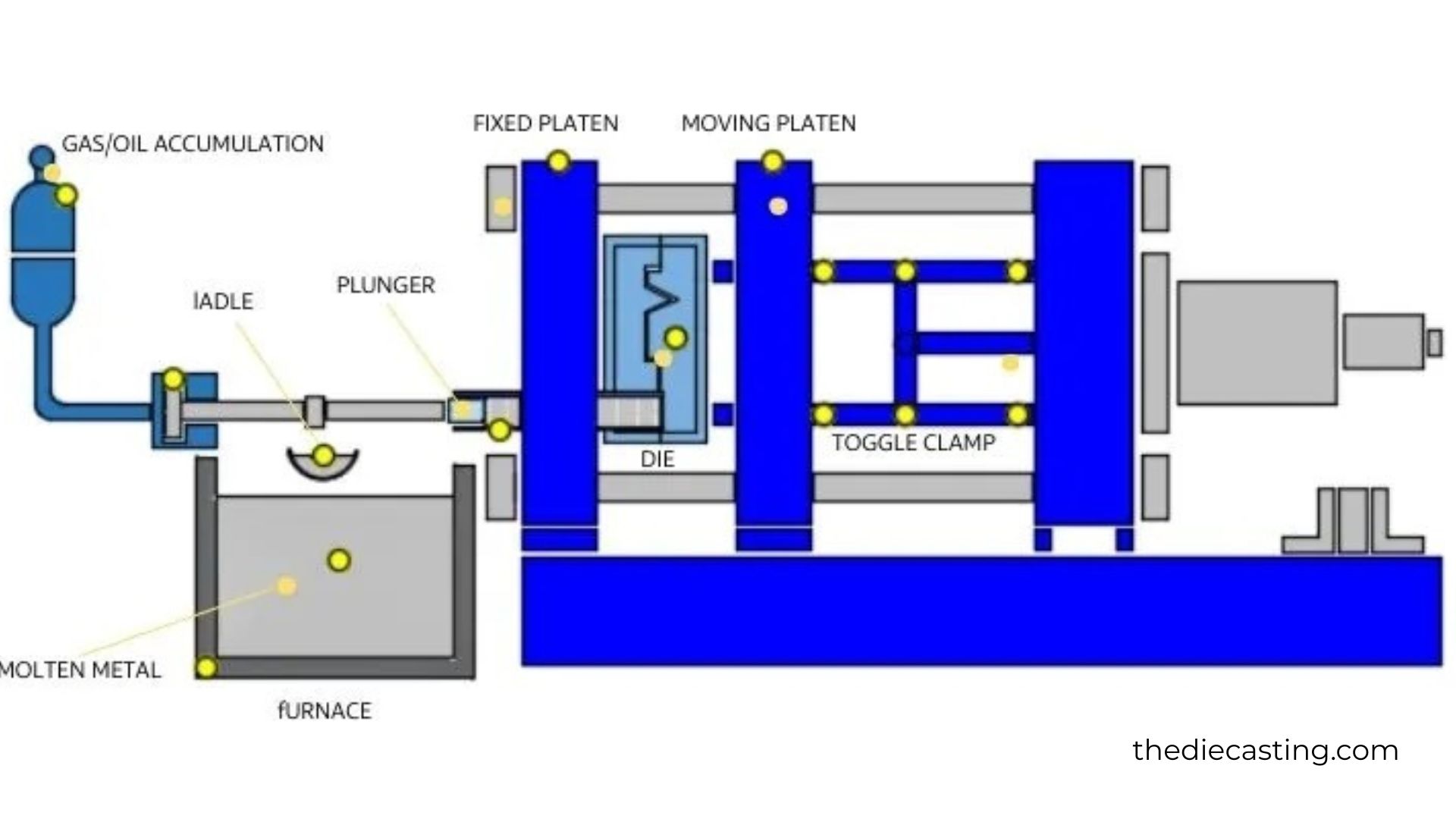
أثناء صب القوالب بالغرفة الباردة, يتم صهر المعدن في فرن خارجي عند درجة الحرارة المناسبة الخاصة بالسبائك. درجة حرارة انصهار سبائك الألومنيوم عادة ما تكون في نطاق 660-700 درجة مئوية، وقد يتم صهر السبائك النحاسية عند درجات حرارة تتجاوز 1000 درجة مئوية. وبعد الصهر، يتم صب كمية محددة من المعدن في غلاف طلقة آلة الصب باستخدام مغرفة يدوية أو نظام آلي آلي. يُصنع غلاف الطلقة من أسطوانة فولاذية صلبة معرضة للأحمال الحرارية والميكانيكية المتكررة.
حقن المعادن والتصلب
بمجرد إضافة المعدن المنصهر إلى غلاف الحقنة، يتقدم مكبس هيدروليكي يدفع المعدن إلى تجويف القالب بضغط عالٍ. ويكون ضغط الحقن عالٍ للغاية، عادةً ما يكون 30-150 ميجا باسكال (حوالي 4350-21.750 رطل لكل بوصة مربعة)، مقارنةً بالصب بالغرفة الساخنة. يتم صب المعدن في العفن بسرعة عالية لضمان ملء التجويف حتى نقطة التصلب.
بمجرد ملء التجويف، يتم تطبيق الضغط حتى يتصلب المعدن. تعتمد أوقات التصلب أيضًا على حجم الجزء وسُمك الجدار، على الرغم من أنها تتراوح عادةً من 5 إلى 20 ثانية. وبمجرد أن يصبح المعدن صلبًا، يتم فتح القالب باستخدام دبابيس القاذف، مما يدفع القالب إلى الخارج. ونظرًا لأنه يجب إعادة تحميل المعدن في كل دورة، فإن أزمنة الدورة الإجمالية تكون أطول من تلك الخاصة بالصب بالغرفة الساخنة، وعادةً ما تتراوح بين 20-60 ثانية.
ظروف التشغيل
الغرفة الباردة صب القوالب يستخدم في ظروف حرارية وميكانيكية أكثر قسوة. عادةً ما يتم الحفاظ على درجات حرارة القالب بين 200 و300 درجة مئوية لتحقيق التوازن بين تدفق المعدن وعمر الأداة. يدور الماء أو الزيت عبر قنوات تبريد القالب لتبريد القالب بكفاءة وتنظيم معدل التصلب. يتم الحد من العيوب مثل الانكماش والمسامية والالتواء من خلال الإدارة الحرارية الفعالة.
لا يتم غمر المكبس وغطاء الحقن بالكامل في المعدن المنصهر، على عكس مكونات نظام الحقن. وهذا يقلل من الهجوم الكيميائي ويعرضها لصدمة حرارية في كل دورة. عادةً ما يتم تصنيع هذه المكونات من فولاذ الأدوات عالي الجودة وتتطلب استبدالًا أو صيانة منتظمة بعد سلسلة من عمليات الإنتاج.
مواصفات الماكينة
عادةً ما تكون ماكينات الصب بالقالب أكبر وأقوى من ماكينات الصب بالقالب بالغرفة الساخنة. تتراوح قوى التثبيت عادةً من 200 إلى أكثر من 4000 طن، مما يتيح إنتاج أجزاء أكبر وأثقل. قد يتراوح وزن الطلقات من عدة مئات من الجرامات إلى أكثر من 20 كيلوجرامًا، اعتمادًا على قدرة الماكينة. يتراوح متوسط معدلات الإنتاج من 100 إلى 300 قطعة في الساعة، مع اختلاف تعقيدات القِطع وأحجامها.
السبائك المناسبة
تساعد هذه العملية المعادن ذات درجات الانصهار الأعلى التي لا يمكن استخدامها في ماكينات الغرفة الساخنة. A380 و ADC12 هما الأكثر شيوعًا سبائك الألومنيوم نظرًا لارتفاع نسبة قوتها إلى وزنها ومقاومتها للتآكل.
تُستخدم معدات الغرفة الباردة أيضًا بشكل شائع لصب سبائك المغنيسيوم، خاصةً للتطبيقات الهيكلية. يمكن أيضًا عمل سبائك النحاس والنحاس الأصفر والبرونز، ولكنها تتطلب أدوات أقوى بسبب ارتفاع درجات حرارة الصب.
مزايا الأداء
يوفر الصب بالقالب بالغرفة الباردة مرونة أكبر في المواد والقدرة على صب مكونات هيكلية قوية. ويمكنه إنشاء أجزاء ذات أشكال معقدة وجدران رقيقة وتفاصيل دقيقة دون المساس بالخصائص الميكانيكية. تتراوح تفاوتات الأبعاد الشائعة من ± 0.1 إلى ± 0.2 مم. تعمل العملية أيضًا على تحسين الصب بالتفريغ والضغط، مما يقلل من المسامية ويعزز السلامة الهيكلية.
قيود العملية
- تتمثل العيوب الرئيسية في الصب بالغرفة الباردة في أوقات الدورات الأطول واستهلاك الطاقة الأعلى.
- يؤدي اشتراط تحريك المعدن المنصهر في كل طلقة إلى إبطاء الإنتاج وزيادة خطر فقدان الحرارة.
- هناك أيضًا زيادة في تكاليف الأدوات بسبب ارتفاع الضغوط الحرارية والميكانيكية التي يجب أن تتحملها القوالب.
- وأيضًا، قد يؤدي التحكم غير السليم في المغرفة أو الحقن إلى تفاقم انحباس الهواء والمسامية.
| المعلمة | النطاق النموذجي |
| درجة حرارة المعدن | 660-700 درجة مئوية (الألومنيوم)، حتى 1,100 درجة مئوية (سبائك النحاس) |
| ضغط الحقن | 30-150 ميجا باسكال (4,350-21,750 رطل لكل بوصة مربعة) |
| وقت الدورة | 20-60 ثانية |
| معدل الإنتاج | 100-300 جزء/ساعة |
| درجة حرارة القالب | 200-300°C |
| وزن الجزء النموذجي | 0.2-20+ كجم |
| حمولة الماكينة | 200 - 4000 200 - 4000+ طن |
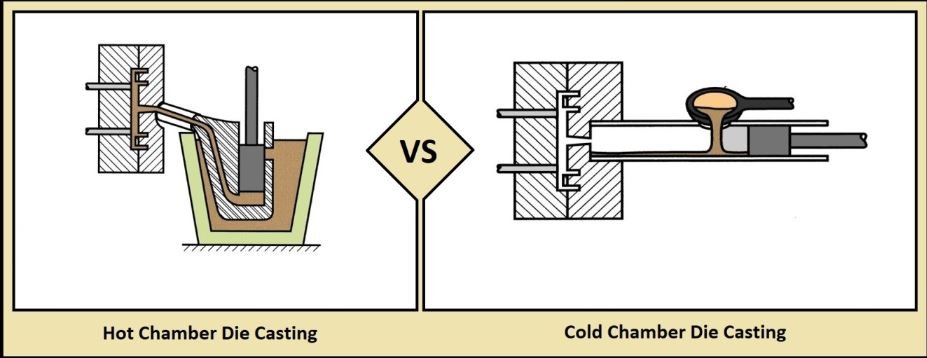
الصب بالقالب بالغرفة الساخنة مقابل الصب بالقالب بالغرفة الباردة
فهم الفرق بين الصب بالقالب بالغرفة الساخنة والباردة أمر ضروري. يستخدم الصب بالقالب عالي الضغط على نطاق واسع لإنتاج أجزاء معدنية عالية السرعة ودقيقة. وتصنف هذه العملية على أنها غرفة ساخنة أو غرفة باردة. وعلى الرغم من أن كلتا العمليتين تقومان بحقن المعدن المنصهر في قالب فولاذي تحت الضغط، إلا أنهما تختلفان في تصميم المعدات والمعادن المسموح بها والسرعة والتكلفة والاستخدام.
| الميزة | صب القوالب على الساخن | صب القوالب على البارد |
| موقع الفرن | الفرن مدمج في ماكينة الصب | يتم صهر المعدن في فرن خارجي منفصل |
| مناولة المعادن | يتم سحب المعدن المنصهر تلقائيًا في نظام الحقن | يُغرف المعدن المنصهر أو يُسكب المعدن المنصهر في غلاف الطلقة في كل دورة |
| نظام الحقن | آلية معقوفة مغمورة في معدن منصهر | يقوم المكبس بحقن المعدن من غلاف حقنة منفصل |
| المعادن المناسبة | سبائك منخفضة درجة الانصهار (الزنك، والمغنيسيوم، والرصاص والقصدير) | السبائك ذات درجة الانصهار الأعلى (الألومنيوم والنحاس والنحاس الأصفر والبرونز) |
| نطاق درجة حرارة الذوبان | 400-450 درجة مئوية (الزنك)، حتى 600 درجة مئوية (المغنيسيوم) | 660-700 درجة مئوية (الألومنيوم)، حتى 1,100 درجة مئوية (سبائك النحاس) |
| ضغط الحقن | 7-35 ميجا باسكال | 30-150 ميجا باسكال |
| وقت الدورة | قصير جداً: 3-15 ثانية | أطول: 20-60 ثانية |
| سرعة الإنتاج | 300-700 جزء في الساعة | 100-300 جزء في الساعة |
| حجم الماكينة | الماكينات الأصغر حجماً | ماكينات أكبر حجماً وأثقل وزناً |
| قوة التثبيت | 20-500 طن | 200 - 4000 200 - 4000+ طن |
| وزن الجزء النموذجي | 0.02 - 5 كجم | 0.2-20+ كجم |
| إمكانية حجم القطعة | الأفضل للأجزاء الصغيرة إلى المتوسطة | مناسبة للأجزاء المتوسطة إلى الكبيرة جداً |
| ارتداء الأدوات | تآكل أعلى على رأس المنحنية والمكبس بسبب التلامس المستمر مع المعدن المنصهر | تآكل كيميائي أقل، ولكن إجهاد صدمة حرارية أكثر |
| أداة الحياة | جيد، ولكن مكونات الحقن تتآكل بشكل أسرع | تواجه القوالب إجهادًا أعلى؛ وتكاليف الصيانة أعلى |
| تشطيب السطح | تشطيب ممتاز للسطح | تشطيب سطح جيد جداً |
| دقة الأبعاد | عالية جدًا (± 0.05 مم ممكن) | مرتفع (± 0.1 إلى ± 0.2 مم نموذجي) |
| كفاءة الطاقة | أكثر كفاءة (نظام تدفئة متكامل) | استخدام طاقة أعلى بسبب الصهر والنقل المنفصلين |
| مخاطر المسامية | أقل بسبب التغذية المعدنية المستمرة | مخاطر أعلى من المغرفة وانحباس الهواء |
| تكلفة المعدات | انخفاض تكلفة الماكينة | ارتفاع تكلفة الماكينات والأدوات |
| الأفضل لـ | مكونات عالية الحجم وصغيرة الدقة | مكونات هيكلية قوية وأكبر حجماً |
| الصناعات | الإلكترونيات والسلع الاستهلاكية والأجهزة | السيارات والفضاء والطيران والآلات الصناعية |
الخاتمة
من المهم ملاحظة أن كلاً من الصب بالقالب بالغرفة الساخنة والغرفة الباردة يلعبان دورًا رئيسيًا في الصب بالقالب بالضغط العالي الحديث، حيث أنهما يدعمان متطلبات التصنيع المختلفة.
يعتبر الصب بالقالب بالغرفة الساخنة هو الأنسب لإنتاج كميات كبيرة من الأجزاء الصغيرة، مع دقة عالية، وسبائك منخفضة نقطة الانصهار، وأوقات دورات عالية، وتشطيب سطح جيد، واستهلاك منخفض للطاقة.
وعلى العكس من ذلك، فإن الصب بالقالب في الغرفة الباردة ضروري للمعادن ذات درجات انصهار أعلى، مثل سبائك الألومنيوم والنحاس، مما يتيح إنتاج قطع أكبر وأقوى وأكثر تطلبًا من الناحية الهيكلية، ولكن في أوقات دورات أطول وتكاليف أدوات أعلى.
يعتمد اختيار العملية على نوع السبيكة، وحجم الجزء، والمتطلبات الميكانيكية، وحجم الإنتاج، والتكلفة، من بين عوامل أخرى. هذه الاختلافات مفهومة بوضوح، مما يتيح الشركات المصنعة لتحسين الجودة والكفاءة والأداء التصنيعي.









