

صب الزنك بالقالب هي عملية تصنيع فعالة للغاية، والتي تُستخدم على نطاق واسع في قطع غيار السيارات، والمبيتات الإلكترونية، والتجهيزات والتركيبات والأجهزة والمعدات الطبية والسلع الاستهلاكية. وهي تحظى بالتقدير لقدرتها على إنشاء أشكال هندسية معقدة بدقة أبعاد عالية الجودة، وتشطيبات سطحية نظيفة، ومعدلات إنتاج عالية.
وعلى الرغم من هذه الفوائد، فإن صب الزنك بالقالب ليس تقنية محصنة ضد مشاكل الجودة. فقد تحدث العيوب بسبب عدم انتظام المواد المستخدمة، أو قدرة الأدوات، أو نقص التحكم في العملية، أو التصميم.
إن الوقاية الجيدة من العيوب وحل المشاكل ومراقبة الجودة أمر بالغ الأهمية لضمان جودة موحدة في الإنتاج، وتقليل معدلات الخردة، وتعزيز الكفاءة الكلية لعملية التصنيع.
ستوفر هذه الورقة مناقشة متعمقة للعيوب الأكثر شيوعًا في صب الزنك بالقالب, وأسبابها، والإجراءات التصحيحية الفعّالة، وأفضل الممارسات الشخصية لضمان الجودة في كل دورة إنتاج.
مشاكل الجودة في صب الزنك بالقالب
تنطوي عملية صب الزنك بالقالب على حقن سبيكة الزنك المنصهر تحت ضغط عالٍ في قالب فولاذي عالي التشكيل. يكون معدل تصلب المعدن سريعًا، مما يؤدي إلى أوقات دورات قصيرة وإمكانية تكرار عالية.
ومع ذلك، فإن الضغط العالي والسرعة العالية التي تعمل بها العملية هي نفس العوامل التي تساهم في كل من فعاليتها وقابليتها للتعرض للعيوب عندما لا تتم مراقبة المعلمات.
غالبًا ما ترتبط مشكلات مراقبة الجودة في صب قوالب الزنك بالأداء الميكانيكي أو جودة الأبعاد أو المظهر السطحي أو مقاومة التآكل أو ملاءمة التجميع.
معظم العيوب مترابطة، حيث يمكن أن يؤدي سبب جذري واحد إلى مشاكل متعددة في الجودة. من المهم فهم العلاقات بين سلوك المواد وتصميم القالب ومعلمات المعالجة لتمكين استكشاف الأخطاء وإصلاحها بكفاءة.
عيوب الصب بالقالب الزنك
الأكثر شيوعاً عيوب في صب الزنك بالقالب يمكن تصنيفها حسب المظهر وتأثيرها على أداء الأجزاء. ويرد في الجدول التالي نظرة عامة على العيوب الشائعة وتأثيرها العام.
| نوع العيب | المظهر | التأثير |
| المسامية | الفراغات أو الثقب الداخلي | سيقلل من القوة قد يسبب تسربًا |
| الإغلاق البارد | الخطوط والدرزات المرئية | سيؤدي ذلك إلى ضعف الترابط بين التدفق. |
| الانكماش | التجاويف وعلامات الحوض | تتغير أبعاد الأجزاء. سيؤدي ذلك إلى عدم دقة القياس. |
| ملء غير مكتمل | المقاطع المفقودة أو الرقيقة | سيؤدي ذلك إلى فشل وظيفي. |
| اللحام | التصاق المعدن بالقالب | سيؤدي ذلك إلى تلف الأداة |
| الشقوق | كسور داخلية أو سطحية | يشير هذا المظهر إلى تلف أو فشل هيكلي. |
| التقرح | مظهر يشبه الفقاعة على السطح | تشطيب سطح رديء |
| فلاش | فائض المعدن عند خطوط الفصل | سيتضرر المظهر الجمالي |
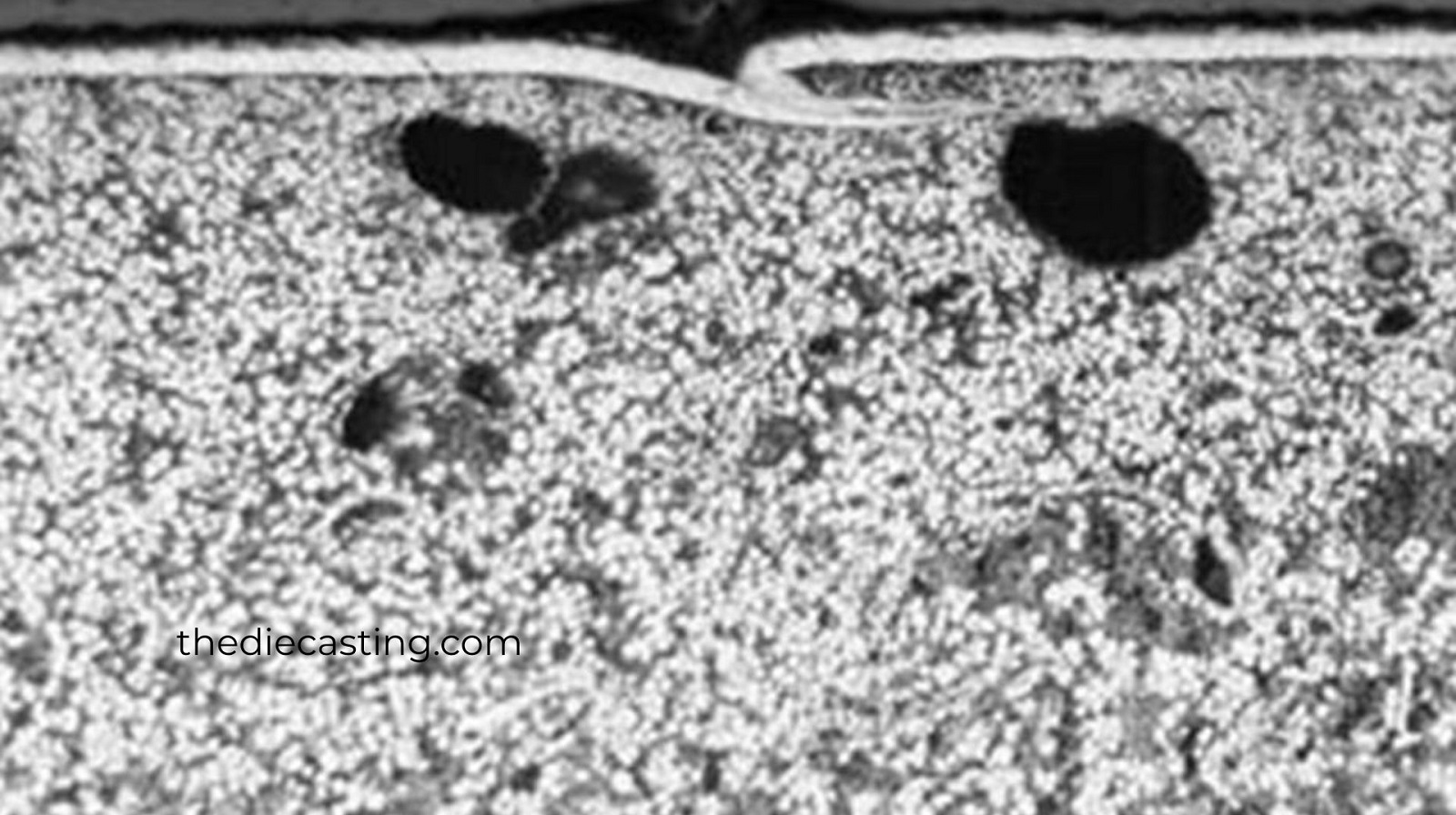
المسامية في مصبوبات الزنك المصبوبة بالقالب
تشير المسامية إلى وجود فراغات أو فقاعات غازية فارغة في الصب. يمكن أن توجد هذه التجاويف على السطح أو داخل الجسم؛ ومن الصعب جداً اكتشافها بدون تقنيات فحص متطورة. تكسر المسامية السلامة الميكانيكية للصب وقد تؤدي إلى تسرب في المكونات المحتوية على الضغط.
| نوع المسامية | الوصف | المنشأ |
| مسامية الغاز | فراغات مستديرة ملساء | ينحبس الغاز أو الهواء |
| مسامية الانكماش | تجاويف غير منتظمة | التغذية غير الكافية |
| المسامية الدقيقة | فراغ جيد جداً | التصلب السريع |
المسببات والوقاية
قد تنتج المسامية عن الهواء المحبوس أثناء الحقن، أو الاضطراب العالي في تدفق المعدن المنصهر، أو سوء تنفيس تجويف القالب. قد يكون تكوين الغازات أيضًا بسبب ارتفاع نسبة الرطوبة على أسطح القالب أو بسبب درجة حرارة الذوبان غير المناسبة.
يتم تقليل المسامية من خلال التحكم الدقيق في سرعة الحقن والضغط، وتنفيس القوالب، واستخدام أنظمة التفريغ بكفاءة عند الضرورة. كما أن الحفاظ على درجة الحرارة المثلى للذوبان والحفاظ على أسطح القوالب نظيفة وجافة سيقلل أيضًا من انحباس الغازات.
في معظم الحالات، يمكن أن تؤدي إعادة بناء نظام البوابات لتسهيل التدفق السلس للمعادن إلى قطع شوط طويل نحو تقليل المسامية.
الإغلاق البارد وعيوب خط التدفق
الوصف والأثر
الانغلاق البارد: يحدث هذا عندما يلتقي تياران من الزنك المنصهر ولا يندمجان بشكل صحيح، تاركين خطًا أو خطًا مرئيًا على سطح الصب. تقلل هذه العيوب من السلامة الهيكلية ويمكن أن تسبب انهيارًا مبكرًا تحت الضغط الميكانيكي.
الأسباب الجذرية والحلول
يمكن أن تؤدي درجة الحرارة المنخفضة للذوبان أو سرعة الحقن غير الكافية أو مسارات التدفق الطويلة إلى التصلب المبكر والإغلاق البارد. كما يؤدي سوء وضع البوابات والمقاطع الجدارية الرقيقة إلى تفاقم الأمر.
لمنع الانغلاق البارد، من الضروري تحسين خصائص تدفق المعدن. ويمكن تحقيق ذلك من خلال رفع درجات حرارة الذوبان والقالب ضمن نطاقات معقولة، وتحسين سرعة الحقن، وإعادة تصميم البوابات للسماح بالتعبئة المتوازنة. كما يتم تحسين استمرارية التدفق أيضًا عن طريق تغيير هندسة القِطع للقضاء على المقاطع الرقيقة والزوايا الحادة.
عيوب انكماش الزنك المصبوب بالقالب من الزنك

المعرفة حول سلوك الانكماش
عندما يتصلب الزنك المنصهر، فإنه يتقلص، مما يسبب انكماشًا. ما لم تتم إضافة المزيد من المعدن المنصهر لتعويض هذا الانكماش، يمكن أن تتكون تجاويف داخلية أو علامات غرق سطحية. يمكن أن تتكون عيوب الزنك في شكل انكماش ينشأ عادةً في مناطق الصب السميكة والتي يمكن التأكد من أنها تصلبت أخيرًا.
الأسباب والتدابير العلاجية
وغالبًا ما يكون ضغط التثبيت غير الكافي أو عدم كفاية تصميم نظام التغذية أو التغيرات المفاجئة في سُمك الجدار من أسباب عيوب الانكماش. يمكن أن تتسبب معدلات التبريد غير المتساوية أيضًا في حدوث انكماش موضعي.
ولمنع ذلك، من المهم تصميم العدّادات والبوابات للحفاظ على تغذية معدنية ثابتة طوال عملية التصلب. من خلال تطبيق ضغط تثبيت أعلى وزيادة الوقت تحت الضغط، يمكن للمعدن المنصهر تعويض الانكماش. كما أن الحفاظ على سمك موحد للجدار وتعزيز التوازن الحراري في القالب يقلل أيضًا من مخاطر العيوب المرتبطة بالانكماش.
تشكيل الوميض والتحكم فيه
وصف الوميض
يكون الوميض على شكل طبقات رقيقة من المعدن الزائد على طول خط فراق القالب، أو دبوس القاذف، أو على شكل فتحات. على الرغم من أن الوميض لا يضر بالضرورة بوظيفة الجزء، إلا أنه غالبًا ما يتطلب عمليات تشذيب ثانوية ويمكن أن يؤثر على المظهر.
الأسباب والوقاية
غالبًا ما يتم ربط تكوين الوميض بالضغط العالي للحقن، أو تآكل مكونات القالب، أو حتى اختلال محاذاة القالب. يمكن أيضًا ألا تنغلق أسطح القالب بشكل صحيح بسبب وجود مواد غريبة عليها.
لتجنب الوميض، من الضروري الحفاظ على المقدار الصحيح لضغط الحقن، وقوة التثبيت الكافية، والصيانة الروتينية للقوالب. يعد تآكل القوالب وفحص تلفها والحفاظ على نظافة أسطح الفراق من التدابير الضرورية في التحكم في الوميض.
عيوب السطح التقرحات السطحية
طبيعة التقرحات
تظهر التقرحات على شكل فقاعات مرتفعة على سطح الصب وتميل إلى الزيادة لاحقًا في الطلاء أو الطلاء أو التعرض للحرارة. وتؤثر هذه العيوب سلبًا على مظهر السطح والتصاق الطلاء.
العوامل المساهمة والحلول
يحدث التقرح عادةً بسبب انفجار الغاز أثناء المعالجة اللاحقة أو بسبب الرطوبة على أسطح القالب ومواد التشحيم الزائدة. كما تزيد المسامية في السطح الفرعي القريب من السطح من خطر التقرحات.
يمكن تجنب البثور عن طريق تحسين كفاءة التنفيس، واستخدام مواد تشحيم القالب منخفضة الرطوبة، والتحكم في درجة حرارة القالب. يساعد تقليل إعادة التسخين في المرحلة الثانية من التشغيل أيضًا على تقليل مخاطر العيوب السطحية.
الحشوات غير المكتملة واللقطات القصيرة
الوصف والعواقب
يحدث الملء غير المكتمل عندما لا يتم ملء تجويف القالب بالزنك المصهور، مما يتركه غير مملوء أو مملوءًا جزئيًا. هذه العيوب تجعل المكونات عديمة الفائدة، وتنخفض مستويات الخردة بشكل كبير.
الأسباب والعلاجات
يمكن أن يكون سبب الملء غير المكتمل في كثير من الأحيان بسبب عدم كفاية ضغط الحقن، أو عدم كفاية درجة حرارة الذوبان، أو انسداد فتحات التهوية، أو أنظمة البوابات المصممة بشكل غير صحيح. تحدث صعوبة الملء أيضًا بسبب المقاطع ذات الجدران الرقيقة والأشكال الهندسية المعقدة.
تشمل علاجات هذا العيب زيادة معدل الحقن والضغط، وتحسين درجة حرارة الذوبان، وضمان التهوية المناسبة. ولتعزيز تدفق المعادن إلى المناطق التي يصعب ملؤها، قد تكون هناك حاجة إلى إعادة تصميم البوابات وتغيير هندسة القِطع.
مشاكل اللحام والالتصاق القالب
فهم اللحام
اللحام هو عملية يتم فيها تغطية القالب بالزنك المصهور، مما يؤدي إلى تلف السطح ومشاكل في الأبعاد، بالإضافة إلى تقليل وقت التنظيف والإصلاح.
المشكلات وخطط الوقاية
الأسباب الأساسية للحام هي ارتفاع درجات حرارة القالب، وطلاء القالب الخاطئ، وتركيبات السبائك غير المناسبة. كما أن عدم وجود تزييت مناسب يزيد من احتمال التصاق المعادن.
يجب التحكم في منع اللحام بإحكام من خلال درجة حرارة القالب وطلاء القالب وسبائك الزنك المستخدمة. كما أن التزييت المنتظم مهم جدًا لحماية أسطح القالب.
التشققات والتمزقات الساخنة
الخصائص والمخاطر
أثناء التصلب أو بعده، تتشكل الشقوق والتمزقات الساخنة بسبب الإجهاد الحراري أو الانكماش المحدود. تؤثر هذه العيوب بشكل كبير على السلامة الهيكلية ولا تقع بالضرورة على السطح.
الأسباب الجذرية والتخفيف من حدتها
تعتبر الحواف الحادة، والتبريد غير المتماثل، مع وجود ضغوط متبقية عالية، وتوقيت الطرد السيئ بعض العوامل التي تساهم في التشقق. تتفاقم هذه الظروف عادةً بسبب سوء تصميم الجزء.
لتقليل التشقق، وتقريب الزوايا الحادة باستخدام الشرائح وأنصاف الأقطار، ومساواة التبريد، وزيادة وقت الطرد إلى أقصى حد. أحد أفضل الحلول طويلة الأجل هو تحسين تصميم الأجزاء لتناسب الانكماش المعدني الطبيعي.
ممارسات ضمان جودة الصب بالزنك بالقالب الزنك
ضمان الجودة صب الزنك بالقالب لا تنتهي بالنهاية، بل يجب دمجها في جميع مراحل عملية الإنتاج.
مراقبة المخزون
تعتمد الوقاية من العيوب على الحفاظ على جودة السبيكة. تؤثر تركيبة سبيكة الزنك تأثيرًا مباشرًا على السيولة والقوة ومقاومة التآكل وتفاعل القالب.
| جانب التحكم | طريقة الفحص |
| التركيب الكيميائي | تحليل المطياف |
| مستويات الشوائب | اعتماد الموردين |
| اتساق السبائك | تتبع الدُفعات |
التحكم في بارامترات العملية ومراقبتها
يجب التحكم في معلمات العملية الحاسمة باستمرار للحفاظ على مستوى ثابت من الإنتاج. ويوضح الجدول التالي المعلمات الشائعة وتأثيراتها على الجودة.
| المعلمة | النطاق | الجودة |
| درجة حرارة الذوبان | 380-430°C | سلوك التدفق والمسامية |
| ضغط الحقن بالقالب | محددة حسب الأجزاء | التعبئة والوميض |
| درجة حرارة القالب | 150-250°C | جودة السطح |
| ركوب الدراجات | مُحسّن | الانكماش والتشقق |
تمكّن طرق التحكم في العمليات الإحصائية الشركات المصنعة من اكتشاف الاتجاهات وتصحيح الانحراف، وبالتالي تجنب العيوب.
طرق الفحص أثناء العملية والفحص النهائي
تساعد فحوصات الجودة أثناء الإنتاج وبعده على ضمان تسليم منتجات عالية الجودة للمستخدمين النهائيين.
| طريقة الفحص | الغرض |
| اختبار الأشعة السينية | المسامية الداخلية |
| الفحص البصري | ستتم ملاحظة العيوب السطحية. |
| اختبار التسرب | تحمّل الضغط |
| تقييم الأبعاد | التحقق من التحمل |
| اختبار السطح | جاهزية الطلاء |
صيانة الأدوات وتأثيرها على الجودة
تؤثر حالة الأدوات بشكل مباشر على جودة الصب واستقرار العملية. كما تخلق القوالب غير المصانة فرص حدوث وميض ولحام وتباين في الأبعاد.
يتم إجراء عمليات التنظيف والتآكل وتلميع الأسطح وتلميعها واستبدال الأجزاء البالية بانتظام للحفاظ على جودة الأجزاء نفسها وإطالة عمر الأدوات.
الدوران حول تحليل العيوب
التحليل المنهجي لبيانات العيوب هو مفتاح تحسين الجودة على المدى الطويل. وسيؤدي التعرف على المشاكل الشائعة وأسبابها الجذرية إلى القضاء على الإخفاقات.
| الأداة | التطبيق |
| تحليل باريتو | اكتشاف العيوب |
| FMEA | تقييم المخاطر |
| مخططات عظمة السمكة | تحليل الأسباب الجذرية |
| مخططات SPC البيانية | استقرار العملية |

الخاتمة
لا تزال عملية الصب بالقالب بالزنك تعتبر واحدة من أكثر عمليات التصنيع فعالية وفائدة لصنع أجزاء عالية الدقة ومعقدة على نطاق واسع. ومع ذلك، ولتحقيق جودة متسقة، يلزم فهم شامل للعيوب الشائعة وأسبابها الكامنة والتفاعلات بين خصائص المواد وتصميم القالب ومعلمات العملية، كما هو موضح في هذه المقالة.
عادةً ما تكون العيوب مترابطة، من حيث أن التحسن بعد تصحيح إحدى المشاكل يمكن أن يكون له تأثير إيجابي على نتائج الجودة الأخرى. يبدأ استكشاف الأخطاء وإصلاحها بالتحكم الجيد في العملية من خلال التحكم الجيد في استقرار درجات حرارة الذوبان والقالب وضغط الحقن الأمثل وتصميمات البوابات والتنفيس. كما أن ضمان الجودة النشط مهم أيضًا ويشمل التحكم في السبائك، ومراقبة العملية في الوقت الحقيقي، والصيانة الدورية للأدوات، والتحليل المنهجي للعيوب.
يمكن تقليل معدلات الخردة وعمر الأداة والأداء الميكانيكي ورضا العملاء بشكل كبير من خلال إدخال ضمان الجودة طوال دورة حياة الإنتاج بدلاً من نهايتها، ويجب على المصنعين إجراء اختبارات الجودة على منتجاتهم باستمرار.
وأخيرًا، فإن مفتاح نجاح عمليات صب قوالب الزنك على المدى الطويل هو اتباع نهج منضبط قائم على البيانات للوقاية من العيوب والتحسين المستمر.
الأسئلة الشائعة
1. ما هو إذن أكثر عيوب الصب بالزنك بالقالب؟
أحد العيوب الأكثر شيوعًا هو المسامية، والتي قد تنتج عن الغازات المحتبسة أو عدم كفاية التنفيس أو التحكم غير السليم في درجة الحرارة، ويمكن أن تقلل بشدة من قوة الأجزاء.
2. ما الذي يمكن القيام به لتقليل المسامية في مصبوبات الزنك؟
يمكن تحقيق الحد من المسامية من خلال تحسين سرعة الحقن والضغط، وتعزيز أنظمة تنفيس القالب أو أنظمة التفريغ، وتنظيم درجة حرارة الذوبان، وإعادة تصميم البوابات للسماح بتدفق المعدن بشكل أكثر سلاسة.
3. ما هو سبب الوميض في صب الزنك بالقالب؟
يرجع الوميض بشكل عام إلى ضغط الحقن الزائد، أو القوالب البالية أو غير المحاذاة أو غير المثبتة بشكل صحيح أو القوالب غير المثبتة بشكل صحيح، وإلى إطلاق المعدن المنصهر عند خطوط الفراق.
4. ما هي أهمية صيانة الأدوات في ضمان الجودة؟
سيؤدي الحفاظ على أدواتها إلى التخلص من العيوب مثل الوميض ومشاكل اللحام وتباين الأبعاد، وإطالة عمر القالب، وتوفير ظروف إنتاج متسقة.
5. هل يتم ضمان الجودة بعد عملية الصب؟
لا. ضمان الجودة ليس عملية لمرة واحدة بل عملية مستمرة تتضمن فحوصات السبائك، وفحوصات المعالجة، وفحوصات أثناء المعالجة، وفحوصات ما بعد المعالجة للحفاظ على إنتاج خالٍ من الأخطاء.









