

Χύτευση ψευδαργύρου είναι μια πολύ αποτελεσματική διαδικασία κατασκευής, η οποία χρησιμοποιείται ευρέως σε εξαρτήματα αυτοκινήτων, ηλεκτρονικά περιβλήματα, εξαρτήματα, υλικό, ιατρικό εξοπλισμό και καταναλωτικά αγαθά. Εκτιμάται για την ικανότητά της να δημιουργεί πολύπλοκες γεωμετρίες με υψηλής ποιότητας ακρίβεια διαστάσεων, καθαρά επιφανειακά φινιρίσματα και υψηλούς ρυθμούς παραγωγής.
Παρά τα πλεονεκτήματα αυτά, η χύτευση ψευδαργύρου δεν είναι μια τεχνολογία με ανοσία σε θέματα ποιότητας. Τα ελαττώματα μπορεί να οφείλονται σε παρατυπίες των χρησιμοποιούμενων υλικών, στην ικανότητα των εργαλείων, στην έλλειψη ελέγχου της διαδικασίας ή στον σχεδιασμό.
Η καλή πρόληψη ελαττωμάτων, η αντιμετώπιση προβλημάτων και ο ποιοτικός έλεγχος είναι ζωτικής σημασίας για την εξασφάλιση ομοιόμορφης ποιότητας στην παραγωγή, τη μείωση των ποσοστών απορριμμάτων και την ενίσχυση της συνολικής αποτελεσματικότητας της διαδικασίας παραγωγής.
Το παρόν έγγραφο θα παράσχει μια διεξοδική συζήτηση για τα πιο συνηθισμένα ελαττώματα σε χύτευση ψευδαργύρου, τις αιτίες τους, τις αποτελεσματικές διορθωτικές ενέργειες και το προφίλ βέλτιστων πρακτικών για τη διασφάλιση της ποιότητας σε κάθε κύκλο παραγωγής.
Προβλήματα ποιότητας στη χύτευση ψευδαργύρου
Η διαδικασία της χύτευσης ψευδαργύρου περιλαμβάνει την έγχυση λιωμένου κράματος ψευδαργύρου υπό υψηλή πίεση σε μια χαλύβδινη μήτρα υψηλής μηχανικής επεξεργασίας. Ο ρυθμός στερεοποίησης του μετάλλου είναι γρήγορος, με αποτέλεσμα σύντομους χρόνους κύκλου και υψηλή επαναληψιμότητα.
Ωστόσο, η υψηλή πίεση και η υψηλή ταχύτητα στην οποία λειτουργεί η διαδικασία είναι οι ίδιοι παράγοντες που συμβάλλουν τόσο στην αποτελεσματικότητά της όσο και στην ευαισθησία της σε ελαττώματα, όταν οι παράμετροι δεν παρακολουθούνται.
Τα θέματα ελέγχου ποιότητας στη χύτευση ψευδαργύρου συνδέονται συχνά με τη μηχανική απόδοση, την ποιότητα των διαστάσεων, την εμφάνιση της επιφάνειας, την αντοχή στη διάβρωση ή την προσαρμογή στη συναρμολόγηση.
Τα περισσότερα ελαττώματα είναι αλληλένδετα μεταξύ τους, καθώς μία και μόνη αιτία μπορεί να οδηγήσει σε πολλαπλά ζητήματα ποιότητας. Είναι σημαντικό να κατανοήσουμε τις σχέσεις μεταξύ της συμπεριφοράς του υλικού, του σχεδιασμού της μήτρας και των παραμέτρων επεξεργασίας, ώστε να είναι δυνατή η αποτελεσματική αντιμετώπιση προβλημάτων.
Ελαττώματα χύτευσης ψευδαργύρου
Τα πιο συνηθισμένα ελαττώματα στη χύτευση ψευδαργύρου μπορούν να ταξινομηθούν ανάλογα με την εμφάνιση και την επίδρασή τους στην απόδοση του εξαρτήματος. Μια επισκόπηση των κοινών ελαττωμάτων και των συνολικών τους επιπτώσεων δίνεται στον ακόλουθο πίνακα.
| Τύπος ελαττώματος | Εμφάνιση | Επιπτώσεις |
| Πορώδες | Κενά ή τρύπες εσωτερικά | Θα μειώσει την αντοχή Μπορεί να προκαλέσει διαρροή |
| Κρύο κλείνει | Ορατές γραμμές και ραφές | Αυτό θα οδηγήσει σε αδύναμο δεσμό μεταξύ της ροής. |
| Συρρίκνωση | Κοιλότητες και σημάδια νεροχύτη | Οι διαστάσεις των εξαρτημάτων αλλάζουν. Αυτό θα οδηγήσει σε ανακρίβειες μέτρησης. |
| Ελλιπής πλήρωση | Λείπουν ή λεπτές τομές | Αυτό θα προκαλέσει λειτουργική αποτυχία. |
| Συγκόλληση | Προσκόλληση μετάλλου στη μήτρα | Αυτό θα προκαλέσει ζημιά στο εργαλείο |
| Ρωγμές | Εσωτερικά ή επιφανειακά κατάγματα | Αυτή η εμφάνιση υποδηλώνει δομική βλάβη ή αστοχία. |
| Blistering | Εμφάνιση φυσαλίδων στην επιφάνεια | Κακή επιφανειακή επεξεργασία |
| Flash | Περίσσεια μετάλλου στις γραμμές διαχωρισμού | Η αισθητική εμφάνιση θα καταστραφεί |
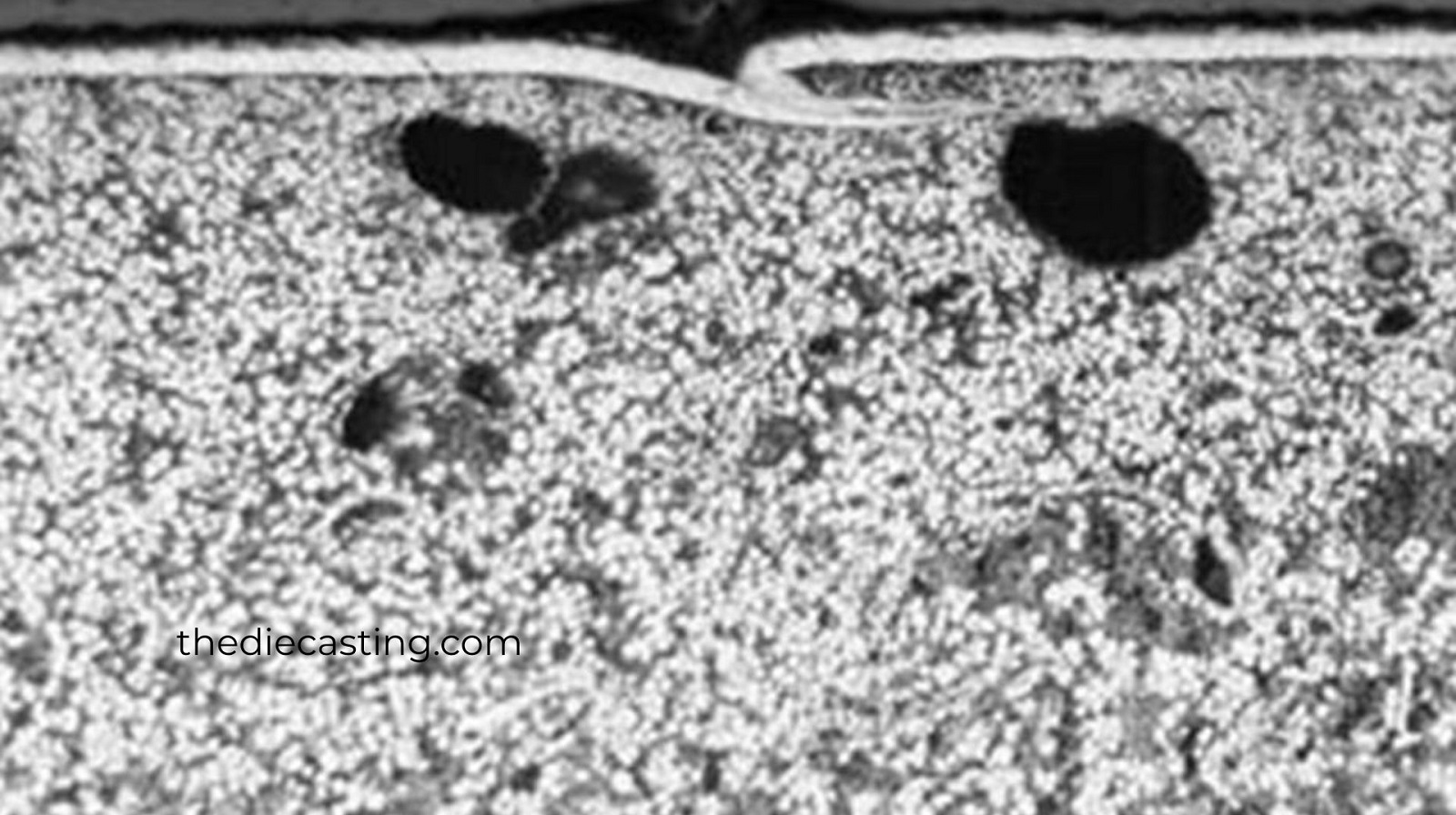
Πορώδες σε χύτευση ψευδαργύρου
Το πορώδες αναφέρεται στην παρουσία κενών χώρων ή φυσαλίδων αερίου στο χυτό υλικό. Αυτές οι κοιλότητες μπορεί να βρίσκονται στην επιφάνεια ή στο εσωτερικό του σώματος- είναι πολύ δύσκολο να εντοπιστούν χωρίς εξελιγμένες τεχνικές επιθεώρησης. Το πορώδες διακόπτει τη μηχανική ακεραιότητα του χυτού και μπορεί να οδηγήσει σε διαρροή σε εξαρτήματα που περιέχουν πίεση.
| Τύπος πορώδους | Περιγραφή | Προέλευση |
| Πορώδες αερίου | Ομαλά στρογγυλεμένα κενά | Παγιδεύεται αέριο ή αέρας |
| Συρρίκνωση Πορώδες | Ακανόνιστες κοιλότητες | Ανεπαρκής σίτιση |
| Μικρό πορώδες | Πολύ λεπτό κενό | Ταχεία στερεοποίηση |
Αιτιολογία και προφύλαξη
Το πορώδες μπορεί να προκύψει από παγιδευμένο αέρα κατά την έγχυση, υψηλή τύρβη στη ροή του λιωμένου μετάλλου ή κακή εξαέρωση της κοιλότητας της μήτρας. Ο σχηματισμός αερίων μπορεί επίσης να οφείλεται σε υψηλή περιεκτικότητα υγρασίας στις επιφάνειες της μήτρας ή σε ακατάλληλη θερμοκρασία τήγματος.
Η μείωση του πορώδους επιτυγχάνεται με τον στενό έλεγχο της ταχύτητας και της πίεσης έγχυσης, τον εξαερισμό της μήτρας και την αποτελεσματική χρήση συστημάτων κενού, όπου είναι απαραίτητο. Η διατήρηση της βέλτιστης θερμοκρασίας τήγματος και η διατήρηση των επιφανειών της μήτρας καθαρών και στεγνών θα μειώσουν επίσης τον εγκλωβισμό αερίων.
Στις περισσότερες περιπτώσεις, η ανακατασκευή του συστήματος πύλης για τη διευκόλυνση της ομαλής ροής του μετάλλου μπορεί να συμβάλει σε μεγάλο βαθμό στην ελαχιστοποίηση του πορώδους.
Κλείσιμο εν ψυχρώ και ελαττώματα γραμμής ροής
Περιγραφή και αντίκτυπος
Κρύο κλείσιμο: Αυτό συμβαίνει όταν δύο ρεύματα λιωμένου ψευδαργύρου συναντώνται και δεν συγχωνεύονται σωστά, αφήνοντας μια ορατή ραφή ή γραμμή στην επιφάνεια της χύτευσης. Τέτοιες ατέλειες μειώνουν τη δομική ακεραιότητα και μπορεί να προκαλέσουν πρόωρη κατάρρευση υπό μηχανική πίεση.
Βασικές αιτίες και λύσεις
Η χαμηλή θερμοκρασία τήγματος, η ανεπαρκής ταχύτητα έγχυσης ή οι μεγάλες διαδρομές ροής μπορούν να οδηγήσουν σε πρόωρη στερεοποίηση και ψυχρή διακοπή. Η κακή τοποθέτηση των θυρίδων και των λεπτών τοιχωμάτων επιδεινώνει επίσης το θέμα.
Για να αποφευχθεί το ψυχρό κλείσιμο, είναι απαραίτητο να βελτιωθούν τα χαρακτηριστικά ροής του μετάλλου. Αυτό μπορεί να επιτευχθεί με την αύξηση των θερμοκρασιών τήγματος και μήτρας σε λογικά εύρη, τη βελτιστοποίηση της ταχύτητας έγχυσης και τον επανασχεδιασμό των θυρίδων ώστε να επιτρέπεται η ισορροπημένη πλήρωση. Η συνέχεια της ροής βελτιώνεται επίσης με την αλλαγή της γεωμετρίας του τεμαχίου ώστε να εξαλειφθούν οι λεπτές τομές και οι οξείες γωνίες.
Ελαττώματα συρρίκνωσης της χύτευσης ψευδαργύρου

Γνώση για τη συμπεριφορά συρρίκνωσης
Όταν ο λιωμένος ψευδάργυρος στερεοποιείται, συστέλλεται, προκαλώντας συρρίκνωση. Εάν δεν προστεθεί περισσότερο λιωμένο μέταλλο για να αντισταθμιστεί αυτή η συστολή, μπορεί να δημιουργηθούν εσωτερικές κοιλότητες ή σημάδια βύθισης στην επιφάνεια. Το ελαττώματα ψευδαργύρου με τη μορφή συρρίκνωσης εμφανίζονται συνήθως στις περιοχές της χύτευσης που έχουν μεγάλο πάχος και μπορεί να διαπιστωθεί ότι έχουν στερεοποιηθεί τελευταίες.
Λόγοι και διορθωτικά μέτρα
Η ανεπαρκής πίεση συγκράτησης, ο ανεπαρκής σχεδιασμός του συστήματος τροφοδοσίας ή οι ξαφνικές αλλαγές στο πάχος του τοιχώματος είναι συχνά οι αιτίες των ελαττωμάτων συρρίκνωσης. Οι ανομοιόμορφοι ρυθμοί ψύξης μπορούν επίσης να προκαλέσουν τοπική συρρίκνωση.
Για να αποφευχθεί αυτό, είναι σημαντικό να σχεδιαστούν οι δρομείς και οι πύλες έτσι ώστε να διατηρείται σταθερή τροφοδοσία μετάλλου καθ' όλη τη διάρκεια της διαδικασίας στερεοποίησης. Εφαρμόζοντας υψηλότερη πίεση συγκράτησης και αυξάνοντας τον χρόνο υπό πίεση, το λιωμένο μέταλλο μπορεί να αντισταθμίσει τη συρρίκνωση. Η διατήρηση ομοιόμορφου πάχους τοιχώματος και η ενίσχυση της θερμικής ισορροπίας στη μήτρα ελαχιστοποιεί επίσης τον κίνδυνο ελαττωμάτων που σχετίζονται με τη συρρίκνωση.
Σχηματισμός λάμψης και ο έλεγχός της
Περιγραφή του Flash
Η ανάφλεξη εμφανίζεται με τη μορφή λεπτών στρώσεων πλεονάζοντος μετάλλου κατά μήκος της γραμμής διαχωρισμού της μήτρας, της ακίδας εκτίναξης ή με τη μορφή αεραγωγών. Παρόλο που το flash δεν θέτει απαραίτητα σε κίνδυνο τη λειτουργικότητα του εξαρτήματος, συχνά απαιτεί δευτερεύουσες διαδικασίες περιποίησης και μπορεί να επηρεάσει την εμφάνιση.
Αιτίες και πρόληψη
Ο σχηματισμός λάμψης έχει συχνά συνδεθεί με την υψηλή πίεση έγχυσης, τη φθορά των εξαρτημάτων της μήτρας ή ακόμη και την κακή ευθυγράμμιση της μήτρας. Οι επιφάνειες της μήτρας μπορεί επίσης να μην σφραγίζουν σωστά λόγω ξένων υλικών πάνω τους.
Για να αποφευχθεί το φλας, είναι απαραίτητο να διατηρείται η σωστή ποσότητα πίεσης έγχυσης, η επαρκής δύναμη σύσφιξης και η συνήθης συντήρηση της μήτρας. Ο έλεγχος φθοράς και βλάβης των μήτρων και η διατήρηση των επιφανειών διαχωρισμού καθαρών είναι απαραίτητα μέτρα για τον έλεγχο του flash.
Επιφανειακές ατέλειες Φουσκάλες
Φύση της φουσκάλωσης
Η δημιουργία φυσαλίδων εμφανίζεται ως αυξημένες φυσαλίδες στην επιφάνεια χύτευσης και τείνει να αυξάνεται αργότερα κατά την επιμετάλλωση, τη βαφή ή την έκθεση σε θερμότητα. Αυτές οι ατέλειες επηρεάζουν αρνητικά την εμφάνιση της επιφάνειας και την πρόσφυση της επικάλυψης.
Συντελεστικοί παράγοντες και λύσεις
Η δημιουργία φυσαλίδων οφείλεται συνήθως σε έκρηξη αερίων κατά τη μεταγενέστερη επεξεργασία ή σε υγρασία στις επιφάνειες της μήτρας και σε υπερβολικό λιπαντικό. Το πορώδες στο υπόβαθρο κοντά στην επιφάνεια αυξάνει επίσης τον κίνδυνο δημιουργίας φυσαλίδων.
Οι φουσκάλες μπορούν να αποφευχθούν με τη βελτίωση της αποτελεσματικότητας του εξαερισμού, τη χρήση λιπαντικών χαμηλής υγρασίας και τον έλεγχο της θερμοκρασίας της μήτρας. Η μείωση της αναθέρμανσης στο δεύτερο στάδιο λειτουργίας συμβάλλει επίσης στην ελαχιστοποίηση του κινδύνου επιφανειακών ατελειών.
Ημιτελή γεμίσματα και σύντομα πλάνα
Περιγραφή και συνέπειες
Η ατελής πλήρωση συμβαίνει όταν η κοιλότητα της μήτρας δεν γεμίζει με λιωμένο ψευδάργυρο, αφήνοντάς την υπογεμισμένη ή μερικώς γεμισμένη. Αυτές οι ατέλειες καθιστούν τα εξαρτήματα άχρηστα και τα επίπεδα απορριμμάτων μειώνονται δραματικά.
Αιτίες και διορθωτικά μέτρα
Η ελλιπής πλήρωση μπορεί συχνά να οφείλεται σε ανεπαρκή πίεση έγχυσης, ανεπαρκή θερμοκρασία τήγματος, φραγμένους αεραγωγούς ή λανθασμένα σχεδιασμένα συστήματα πύλης. Η δυσκολία πλήρωσης προκαλείται επίσης από λεπτότοιχες διατομές και περίπλοκες γεωμετρίες.
Οι θεραπείες για αυτό το ελάττωμα περιλαμβάνουν την αύξηση του ρυθμού έγχυσης και της πίεσης, τη βελτιστοποίηση της θερμοκρασίας τήγματος και τη διασφάλιση του κατάλληλου εξαερισμού. Για να ενισχυθεί η ροή των μετάλλων σε περιοχές που είναι δύσκολο να γεμίσουν, μπορεί να απαιτηθούν επανασχεδιασμοί της πύλης και αλλαγές στη γεωμετρία του τεμαχίου.
Προβλήματα συγκόλλησης και κολλήματος Die Sticking
Κατανόηση της συγκόλλησης
Η συγκόλληση είναι μια διαδικασία κατά την οποία η μήτρα καλύπτεται με λιωμένο ψευδάργυρο, με αποτέλεσμα επιφανειακές φθορές και προβλήματα διαστάσεων, καθώς και μικρότερους χρόνους καθαρισμού και επισκευής.
Θέματα και σχέδια πρόληψης
Οι βασικές αιτίες της συγκόλλησης είναι οι υψηλές θερμοκρασίες μήτρας, η λανθασμένη επίστρωση μήτρας και οι ακατάλληλες συνθέσεις κραμάτων. Η έλλειψη κατάλληλης λίπανσης αυξάνει επίσης την πιθανότητα συγκόλλησης των μετάλλων.
Η πρόληψη της συγκόλλησης πρέπει να ελέγχεται αυστηρά από τη θερμοκρασία της μήτρας, την επίστρωση της μήτρας και το χρησιμοποιούμενο κράμα ψευδαργύρου. Η τακτική λίπανση είναι επίσης πολύ σημαντική για την προστασία των επιφανειών της μήτρας.
Ρωγμές και θερμό σχίσιμο
Χαρακτηριστικά και κίνδυνοι
Κατά τη διάρκεια ή μετά τη στερεοποίηση, σχηματίζονται ρωγμές και θερμά σχισίματα λόγω θερμικής καταπόνησης ή περιορισμένης συρρίκνωσης. Αυτά τα σφάλματα θέτουν σε σημαντικό κίνδυνο τη δομική ακεραιότητα και δεν εντοπίζονται απαραίτητα στην επιφάνεια.
Βασικές αιτίες και μετριασμός
Οι αιχμηρές ακμές, η ασύμμετρη ψύξη, οι υψηλές παραμένουσες τάσεις και ο κακός συγχρονισμός της εκτόξευσης είναι μερικοί από τους παράγοντες που συμβάλλουν στη δημιουργία ρωγμών. Οι συνθήκες αυτές συνήθως επιδεινώνονται από τον κακό σχεδιασμό του εξαρτήματος.
Για να μειώσετε τις ρωγμές, στρογγυλοποιήστε τις αιχμηρές γωνίες με φιλέτα και ακτίνες, εξισορροπήστε την ψύξη και μεγιστοποιήστε το χρόνο εκτίναξης. Μία από τις καλύτερες μακροπρόθεσμες λύσεις είναι η βελτίωση του σχεδιασμού των εξαρτημάτων ώστε να προσαρμόζονται στη φυσική συρρίκνωση του μετάλλου.
Οι πρακτικές διασφάλισης ποιότητας της χύτευσης ψευδαργύρου
Η διασφάλιση της ποιότητας των χύτευση ψευδαργύρου δεν τελειώνει με το τέλος, αλλά πρέπει να ενσωματώνεται σε όλη τη διαδικασία παραγωγής.
Έλεγχος αποθεμάτων
Η πρόληψη των ελαττωμάτων βασίζεται στη διατήρηση της ποιότητας του κράματος. Η σύνθεση του κράματος ψευδαργύρου επηρεάζει άμεσα τη ρευστότητα, την αντοχή, την αντίσταση στη διάβρωση και την αλληλεπίδραση της μήτρας.
| Όψη ελέγχου | Μέθοδος επιθεώρησης |
| Χημική σύνθεση | Ανάλυση με φασματόμετρο |
| Επίπεδα ακαθαρσιών | Πιστοποίηση προμηθευτή |
| Συνέπεια κράματος | Ιχνηλασιμότητα παρτίδας |
Έλεγχος και παρακολούθηση παραμέτρων διεργασίας
Οι κρίσιμες παράμετροι της διεργασίας πρέπει να ελέγχονται με συνέπεια για να διατηρείται ένα σταθερό επίπεδο παραγωγής. Ο ακόλουθος πίνακας δείχνει τις συνήθεις παραμέτρους και τις επιπτώσεις τους στην ποιότητα.
| Παράμετρος | Εύρος | Ποιότητα |
| Θερμοκρασία τήξης | 380-430°C | Συμπεριφορά ροής και πορώδες |
| Πίεση έγχυσης μήτρας | Ειδικά ανάλογα με τα μέρη | Γέμισμα και φλας |
| Θερμοκρασία μήτρας | 150-250°C | Ποιότητα επιφάνειας |
| Ποδηλασία | Βελτιστοποιημένο | Συρρίκνωση και ρωγμές |
Οι μέθοδοι στατιστικού ελέγχου διεργασιών επιτρέπουν στους κατασκευαστές να εντοπίζουν τάσεις και να διορθώνουν αποκλίσεις, αποφεύγοντας έτσι τα ελαττώματα.
Μέθοδοι επιθεώρησης κατά τη διαδικασία και τελικής επιθεώρησης
Οι έλεγχοι ποιότητας κατά τη διάρκεια και μετά την παραγωγή συμβάλλουν στη διασφάλιση της παράδοσης προϊόντων υψηλής ποιότητας στους τελικούς χρήστες.
| Μέθοδος επιθεώρησης | Σκοπός |
| Δοκιμές με ακτίνες Χ | Εσωτερικό πορώδες |
| Οπτική επιθεώρηση | Οι επιφανειακές ατέλειες θα γίνουν αντιληπτές. |
| Δοκιμή διαρροής | Ανοχή πίεσης |
| Αξιολόγηση διαστάσεων | Επαλήθευση ανοχής |
| Δοκιμή επιφάνειας | Ετοιμότητα επικάλυψης |
Συντήρηση των εργαλείων και η επίδρασή της στην ποιότητα
Η κατάσταση των εργαλείων επηρεάζει άμεσα την ποιότητα της χύτευσης και τη σταθερότητα της διαδικασίας. Οι μη συντηρημένες μήτρες δημιουργούν επίσης τις πιθανότητες λάμψης, συγκόλλησης και διαστασιακών παραλλαγών.
Ο καθαρισμός, η φθορά, η στίλβωση των επιφανειών και η αντικατάσταση των φθαρμένων εξαρτημάτων πραγματοποιούνται τακτικά για να διατηρείται η ίδια ποιότητα των εξαρτημάτων και να παρατείνεται η διάρκεια ζωής των εργαλείων.
Ανάλυση ελαττωμάτων
Η συστηματική ανάλυση των δεδομένων ελαττωμάτων είναι το κλειδί για τη μακροπρόθεσμη βελτίωση της ποιότητας. Η αναγνώριση των κοινών προβλημάτων και των βαθύτερων αιτιών τους θα εξαλείψει τις αστοχίες.
| Εργαλείο | Εφαρμογή |
| Ανάλυση Pareto | Ανίχνευση ελαττωμάτων |
| FMEA | Εκτίμηση κινδύνου |
| Διαγράμματα Fishbone | Ανάλυση της αιτίας |
| Διαγράμματα SPC | Σταθερότητα της διαδικασίας |

Συμπέρασμα
Η χύτευση ψευδαργύρου εξακολουθεί να θεωρείται μία από τις πιο αποτελεσματικές και χρήσιμες διαδικασίες κατασκευής για τη δημιουργία εξαρτημάτων υψηλής ακρίβειας και σύνθετων εξαρτημάτων σε μεγάλη κλίμακα. Ωστόσο, για την επίτευξη σταθερής ποιότητας απαιτείται μια ολοκληρωμένη κατανόηση των κοινών ελαττωμάτων, των υποκείμενων αιτιών τους και των αλληλεπιδράσεων μεταξύ των ιδιοτήτων των υλικών, του σχεδιασμού της μήτρας και των παραμέτρων της διαδικασίας, όπως αναλύεται στο παρόν άρθρο.
Τα ελαττώματα είναι συνήθως αλληλένδετα, με την έννοια ότι η βελτίωση μετά τη διόρθωση ενός προβλήματος μπορεί να έχει θετική επίδραση σε άλλα αποτελέσματα ποιότητας. Η αντιμετώπιση των προβλημάτων ξεκινά με τον καλό έλεγχο της διαδικασίας για σταθερές θερμοκρασίες τήγματος και μήτρας, βέλτιστη πίεση έγχυσης και σχεδιασμό της πύλης και του εξαερισμού. Η ενεργός διασφάλιση της ποιότητας είναι επίσης σημαντική και περιλαμβάνει τον έλεγχο των κραμάτων, την παρακολούθηση της διαδικασίας σε πραγματικό χρόνο, την τακτική συντήρηση των εργαλείων και τη συστηματική ανάλυση ελαττωμάτων.
Τα ποσοστά θραυσμάτων, η διάρκεια ζωής των εργαλείων, οι μηχανικές επιδόσεις και η ικανοποίηση των πελατών μπορούν να μειωθούν σημαντικά με την εισαγωγή της διασφάλισης ποιότητας καθ' όλη τη διάρκεια του κύκλου ζωής της παραγωγής και όχι στο τέλος, και οι κατασκευαστές θα πρέπει να εκτελούν με συνέπεια δοκιμές ποιότητας στα προϊόντα τους.
Τέλος, το κλειδί για τη μακροπρόθεσμη επιτυχία των επιχειρήσεων χύτευσης ψευδαργύρου είναι μια πειθαρχημένη, βασισμένη στα δεδομένα προσέγγιση για την πρόληψη των ελαττωμάτων και τη συνεχή βελτίωση.
Συχνές ερωτήσεις
1. Ποιο είναι λοιπόν το πιο ελαττωματικό της χύτευσης ψευδαργύρου;
Ένα από τα πιο συχνά ελαττώματα είναι το πορώδες, το οποίο μπορεί να προκύψει από παγιδευμένο αέριο, ανεπαρκή εξαερισμό ή ακατάλληλο έλεγχο της θερμοκρασίας και μπορεί να μειώσει σημαντικά την αντοχή των εξαρτημάτων.
2. Τι μπορεί να γίνει για να μειωθεί το πορώδες σε χυτεύματα ψευδαργύρου;
Η μείωση του πορώδους μπορεί να επιτευχθεί μέσω της βελτιστοποίησης της ταχύτητας και της πίεσης έγχυσης, της βελτίωσης του εξαερισμού της μήτρας ή των συστημάτων κενού, της ρύθμισης της θερμοκρασίας του τήγματος και του επανασχεδιασμού των πυλών ώστε να επιτρέπεται η ομαλότερη ροή του μετάλλου.
3. Ποιος είναι ο λόγος για το φλας στη χύτευση ψευδαργύρου;
Η ανάφλεξη οφείλεται γενικά σε υπερβολική πίεση έγχυσης, σε φθαρμένες, κακώς ευθυγραμμισμένες ή ελλιπώς σφιγμένες μήτρες και σε λιωμένο μέταλλο που απελευθερώνεται στις γραμμές διαχωρισμού.
4. Ποια είναι η σημασία της συντήρησης των εργαλείων στη διασφάλιση της ποιότητας;
Η συντήρηση των εργαλείων τους θα εξαλείψει τα ελαττώματα όπως η λάμψη, τα προβλήματα συγκόλλησης και οι διαστατικές διαφορές, θα παρατείνει τη διάρκεια ζωής της μήτρας και θα παρέχει σταθερές συνθήκες παραγωγής.
5. Πραγματοποιείται διασφάλιση ποιότητας μετά τη χύτευση;
Όχι. Η διασφάλιση ποιότητας δεν είναι μια εφάπαξ διαδικασία, αλλά μια συνεχής διαδικασία που ενσωματώνει ελέγχους κραμάτων, ελέγχους διαδικασίας, ελέγχους κατά τη διαδικασία και ελέγχους μετά τη διαδικασία για τη διατήρηση της παραγωγής χωρίς σφάλματα.









