
La pressofusione è un processo di fusione dei metalli che utilizza l'alta pressione per produrre componenti metallici complessi, in grandi volumi e precisi, con una finitura superficiale e un'accuratezza dimensionale superiori. Ciò si ottiene mediante l'iniezione ad alta velocità e ad alta pressione di metallo fuso in un contenitore temprato. stampo in acciaio, noto come stampo. Dopo la solidificazione del metallo, lo stampo viene aperto e il componente completato viene espulso, rifilato o sottoposto a una leggera lavorazione secondaria.

Grazie alla velocità, alla riproducibilità e alla capacità di produrre calchi dettagliati a pareti sottili, pressofusione è ampiamente utilizzato nei settori automobilistico, elettronico, aerospaziale, degli elettrodomestici e dei prodotti di consumo.
I processi di pressofusione ad alta pressione si dividono in due tipi principali: pressofusione a camera calda e a camera fredda. Sebbene entrambi i processi utilizzino la pressione per forzare il metallo fuso in uno stampo, i modi in cui il metallo viene fuso, manipolato e iniettato differiscono notevolmente. Le differenze influenzano il tipo di metalli utilizzati, il tempo di ciclo, il costo di produzione, la durata degli utensili e le dimensioni dei pezzi.
La pressofusione a camera calda integra il forno di fusione con la macchina di colata, consentendo una lavorazione più rapida e una migliore idoneità per le leghe a basso punto di fusione. Nella pressofusione a camera fredda, invece, si utilizza un forno separato e il metallo fuso viene versato ogni volta nella macchina. Questa soluzione è preferibile quando la lega ha un punto di fusione più elevato, ad esempio per l'alluminio e il rame.
La conoscenza delle differenze tra questi due processi aiuta Pressofusioni Cina selezionare il metodo più efficace, economico e tecnicamente valido per l'applicazione dell'azienda.
Pressofusione a camera calda: Conoscenze tecniche e di processo
Pressofusione a camera calda è un processo di fusione di metalli ad alta pressione utilizzato principalmente per leghe a basso punto di fusione. Trova ampie applicazioni nei settori dell'hardware automobilistico, dell'elettronica, delle telecomunicazioni e dei beni di consumo, oltre che in settori che richiedono elevate velocità di produzione, tolleranze dimensionali ristrette e una buona finitura superficiale.
La caratteristica principale di questo processo è che il forno di fusione è integrato nella macchina di colata. In questo tipo di progettazione, il metallo fuso viene mantenuto in uno stato sempre pronto per l'iniezione, riducendo i tempi di manipolazione e ottenendo una produzione molto più efficiente rispetto ad altri metodi di colata.
Sintesi del processo
| Processo | Spiegazione |
| Fusione | Il metallo viene mantenuto in un forno incorporato come fuso a circa 400-450 °C nel caso delle leghe di zinco e a 600 °C nel caso di alcune leghe di magnesio. |
| Riempimento del collo d'oca | In questa configurazione, uno stantuffo idraulico viene utilizzato per prelevare fino a riempire il metallo fuso nella camera a collo d'oca. |
| Iniezione | Lo stantuffo si muove in avanti e inietta il metallo nella cavità dello stampo a velocità fino a 3060 m/s. |
| Solidificazione | Il raffreddamento e la solidificazione del metallo richiedono 2-10 secondi, a seconda dello spessore del pezzo. |
| Espulsione | A questo punto lo stampo si apre e la colata viene rimossa dai perni di espulsione dello stampo. |
| Ripetere | Il tempo di ciclo totale va da 3 a 15 secondi, consentendo elevati volumi di produzione. |
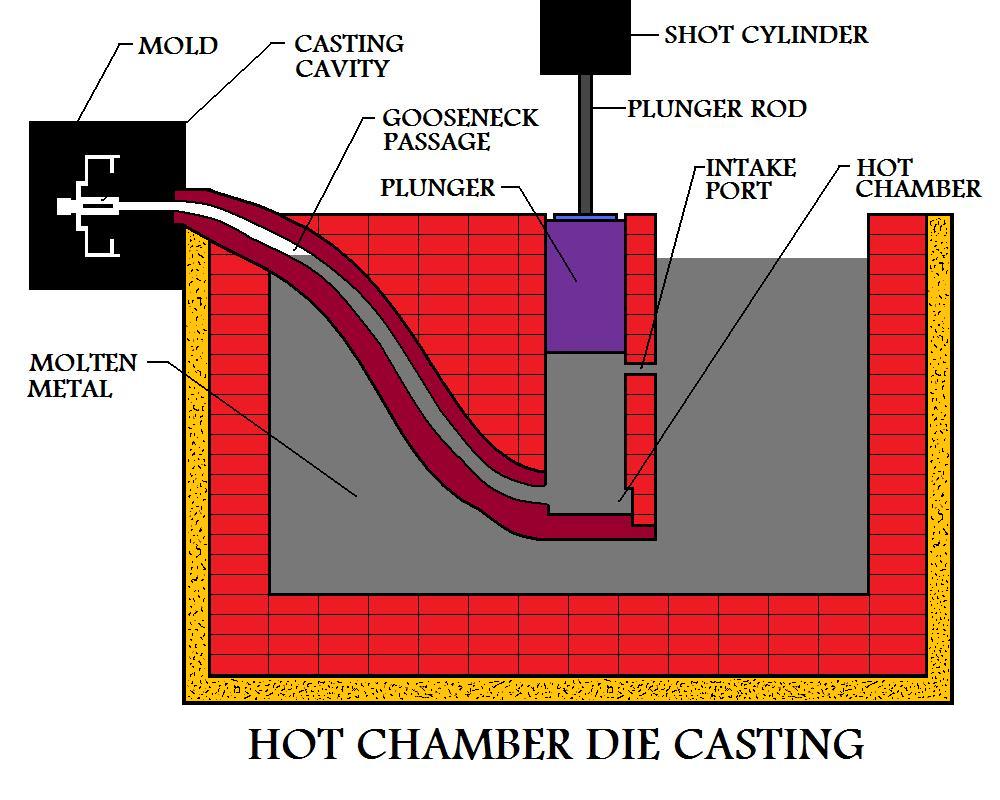
Il processo di pressofusione a camera calda
In pressofusione a camera calda, Il metallo fuso viene trattenuto in un forno incorporato montato sulla macchina. Il metallo fuso immerge un componente chiamato collo d'oca. Quando lo stantuffo viene retratto, una porta di aspirazione fornisce metallo fuso alla camera di iniezione. Lo stantuffo viene quindi azionato idraulicamente, spingendo il metallo attraverso il collo d'oca e nella cavità dello stampo ad alta velocità. La velocità di iniezione può raggiungere i 30-60 metri al secondo, riempiendo la cavità prima che il metallo si solidifichi.
Dopo la colata, il metallo fuso viene pressurizzato e raffreddato. La solidificazione richiede in genere 2-10 secondi, a seconda dello spessore della parete e della lega. Quando il pezzo è già solido, lo stampo viene aperto e i perni di espulsione forzano il getto fuori. La macchina si chiude e inizia il ciclo successivo.
Parametri tecnici e condizioni operative
Il processo viene eseguito all'interno di intervalli di temperatura e alta pressione ben controllati per garantire la qualità e la sicurezza degli utensili. Leghe di zinco possono essere fuse a temperature comprese tra 400 e 450 °C. Le leghe di magnesio, invece, possono essere fuse a temperature più prossime ai 600 °C. La pressione di iniezione è in genere di 7-35 MPa (circa 1.000-5.000 psi). La temperatura dello stampo viene mantenuta tra 150 e 250 °C per garantire un flusso costante del metallo e un raffreddamento controllato.
Data l'ampia gamma di dimensioni delle macchine, la forza di serraggio varia in genere da 20 a 500 tonnellate. Il peso dei pallini è solitamente inferiore a 1 chilogrammo, ma le macchine possono gestire fino a 5 chilogrammi. Si tratta di uno dei metodi di formatura dei metalli più veloci, con tassi di produzione che spesso raggiungono i 300-700 pezzi all'ora grazie all'elevata velocità di ciclo.
Limiti dei materiali e leghe applicabili
Pressofusione a camera calda si applica solo alle leghe che non attaccano il ferro ad alte temperature. Le più comuni sono le leghe di zinco, tra cui Zamak 3 e Zamak 5, che hanno punti di fusione prossimi a 385 °C. È inoltre comunemente utilizzato con leghe di magnesio come l'AZ91D, che fonde a circa 595 °C. È possibile lavorare anche leghe di piombo-stagno, ma le loro applicazioni industriali sono più limitate. Questo processo non può essere applicato all'alluminio, che ha un punto di fusione di circa 660 gradi Celsius, che può distruggere gli elementi di iniezione sommersi.
Vantaggi delle prestazioni e limitazioni delle pratiche
- La velocità è uno dei maggiori vantaggi della pressofusione a camera calda.
- Il forno è integrato e le fasi di trasferimento del metallo non sono separate, riducendo così il tempo di ciclo e il consumo energetico di circa il 20-30% rispetto ai sistemi a camera fredda.
- Le tolleranze dimensionali possono essere di ±0,05 mm e si possono ottenere finiture superficiali con valori Ra di 1,6-3,2 µm.
- Anche la durata degli utensili è buona, con carichi di 500.000 o più cicli osservati in condizioni di buona manutenzione.
- Tuttavia, a causa del continuo contatto tra il collo d'oca, lo stantuffo e il metallo fuso, si verifica un'usura.
- Questi pezzi possono essere sostituiti entro 50.000-100.000 cicli. Il processo è inoltre più adatto a componenti di piccole e medie dimensioni piuttosto che a componenti strutturali di grandi dimensioni.
| Parametro | Gamma tipica |
| Temperatura del metallo | 400-450°C (Zinco), fino a 600°C (Magnesio) |
| Pressione di iniezione | 7-35 MPa (1.000-5.000 psi) |
| Tempo di ciclo | 3-15 secondi |
| Tonnellata di macchine | 20-500 tonnellate |
| Tasso di produzione | 300-700 parti/ora |
| Temperatura dello stampo | 150-250°C |
| Peso tipico del pezzo | 0,02-5 kg |
Pressofusione a camera fredda: Osservazioni tecniche e di processo
Pressofusione a camera fredda è un processo di fusione dei metalli ad alta pressione adatto a leghe con punti di fusione medio-alti. È comunemente utilizzato in settori come quello automobilistico, aerospaziale, dei macchinari industriali e dell'elettronica, che richiedono componenti resistenti e leggeri con dimensioni precise.
Questo processo utilizza un forno separato per fondere il metallo, piuttosto che una pressofusione a camera calda. Ogni colpo viene spostato nella macchina di colata con il metallo fuso, rendendo il sistema adatto a materiali che danneggerebbero un processo di iniezione permanentemente sommerso. Questa distinzione geometrica caratterizza la modalità operativa, la velocità di produzione e la gamma di materiali del processo a camera fredda.
Panoramica del processo
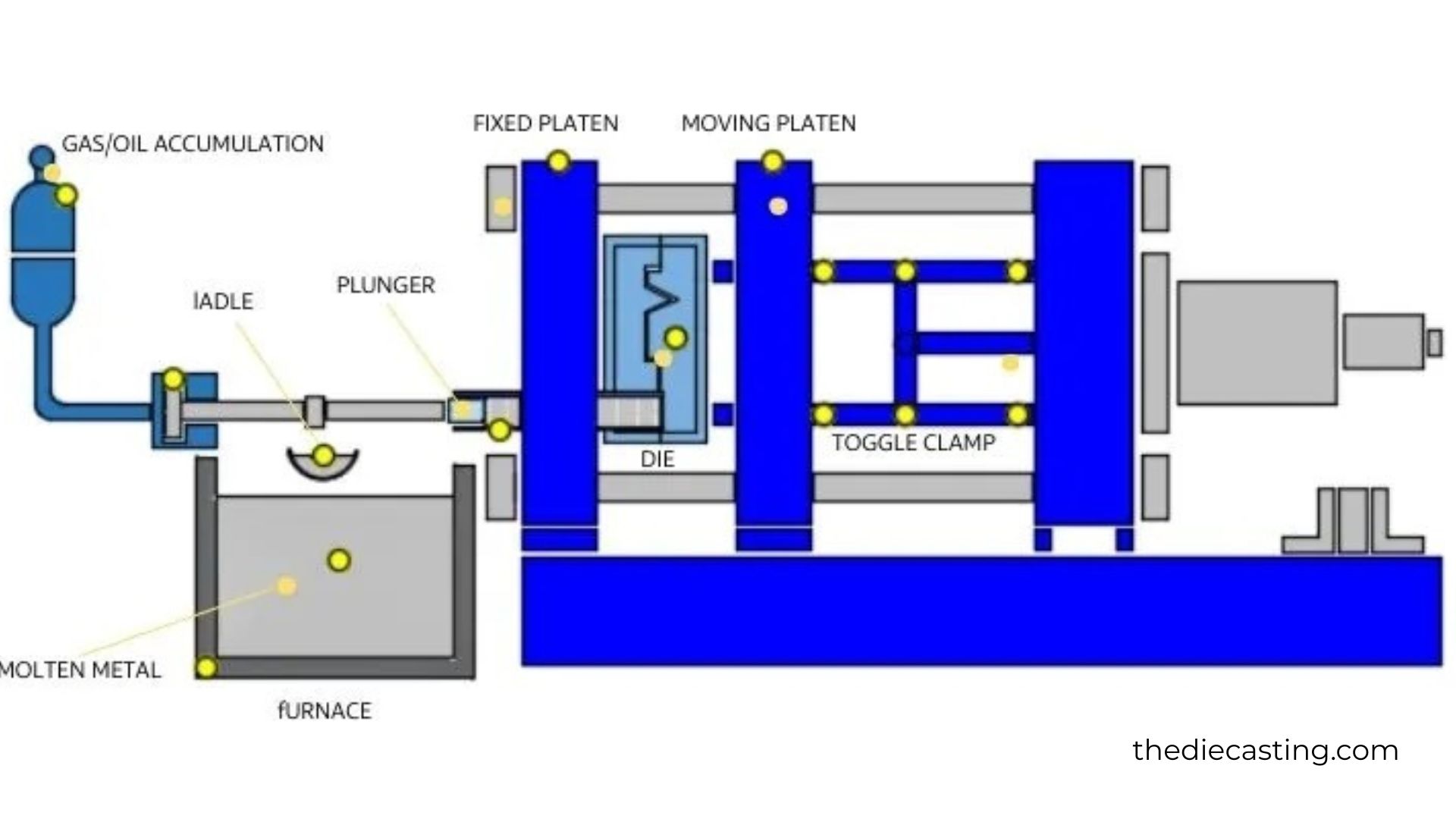
Durante pressofusione a camera fredda, Il metallo viene fuso in un forno esterno alla temperatura specifica della lega. La temperatura di fusione di leghe di alluminio è generalmente compresa tra 660 e 700 °C, mentre le leghe a base di rame possono essere fuse a temperature superiori a 1.000 °C. Dopo la fusione, una determinata quantità di metallo viene versata nel manicotto di colata della macchina di colata utilizzando una siviera manuale o un sistema robotizzato automatizzato. Il manicotto di colata è costituito da un cilindro di acciaio temprato che è soggetto a ripetuti carichi termici e meccanici.
Iniezione e solidificazione del metallo
Una volta aggiunto il metallo fuso al manicotto di iniezione, uno stantuffo idraulico avanza, forzando il metallo nella cavità dello stampo ad alta pressione. La pressione di iniezione è molto elevata, in genere 30-150 MPa (circa 4.350-21.750 psi), rispetto alla colata a camera calda. Il metallo viene versato nella stampo ad alta velocità per garantire il riempimento della cavità fino al punto di solidificazione.
Una volta riempita la cavità, si applica la pressione fino alla solidificazione del metallo. I tempi di solidificazione dipendono anche dalle dimensioni del pezzo e dallo spessore della parete, ma in genere variano da 5 a 20 secondi. Una volta che il metallo è solido, lo stampo viene aperto con i perni di espulsione, forzando la colata fuori. Poiché il metallo deve essere ricaricato a ogni ciclo, i tempi complessivi del ciclo sono più lunghi di quelli della colata a camera calda, in genere 20-60 secondi.
Condizioni operative
Camera fredda pressofusione viene utilizzato in condizioni termiche e meccaniche più severe. Le temperature degli stampi sono tipicamente mantenute tra 200 e 300 °C per bilanciare il flusso del metallo e la durata dell'utensile. L'acqua o l'olio circolano attraverso i canali di raffreddamento dello stampo per raffreddare efficacemente lo stampo e regolare il tasso di solidificazione. I difetti come il ritiro, la porosità e la deformazione sono ridotti al minimo grazie a una gestione termica efficace.
Lo stantuffo e la bussola non sono mai completamente immersi nel metallo fuso, a differenza dei componenti del sistema di iniezione. Questo riduce l'attacco chimico e li sottopone a shock termico per ogni ciclo. Questi componenti sono solitamente fabbricati con acciai per utensili di alta qualità e richiedono una sostituzione o una manutenzione regolare dopo una serie di cicli di produzione.
Specifiche della macchina
Le macchine di pressofusione sono in genere più grandi e più potenti delle macchine di pressofusione a camera calda. Le forze di chiusura variano in genere da 200 a oltre 4.000 tonnellate, consentendo la produzione di pezzi più grandi e pesanti. Il peso dei pezzi può variare da alcune centinaia di grammi a oltre 20 chilogrammi, a seconda della capacità della macchina. I tassi di produzione sono in media compresi tra 100 e 300 pezzi all'ora, con una variazione della complessità e delle dimensioni dei pezzi.
Leghe adatte
Il processo aiuta i metalli con punti di fusione più elevati che non possono essere utilizzati nelle macchine a camera calda. A380 e ADC12 sono i più diffusi. leghe di alluminio grazie all'elevato rapporto forza-peso e alla resistenza alla corrosione.
Le attrezzature a camera fredda sono comunemente utilizzate anche per la fusione di leghe di magnesio, in particolare per applicazioni strutturali. Anche le leghe di rame, ottone e bronzo possono essere lavorate, ma richiedono utensili più robusti a causa delle temperature di fusione più elevate.
Vantaggi in termini di prestazioni
La pressofusione a camera fredda offre una maggiore flessibilità dei materiali e la capacità di fondere componenti strutturali resistenti. Può creare pezzi con forme complesse, pareti sottili e dettagli fini senza compromettere le proprietà meccaniche. Le tolleranze dimensionali comuni sono dell'ordine di ±0,1 ±0,2 mm. Il processo migliora anche la colata sotto vuoto e la colata in pressione, riducendo la porosità e migliorando l'integrità strutturale.
Limitazioni del processo
- Gli svantaggi principali della colata a camera fredda sono i tempi di ciclo più lunghi e il consumo energetico più elevato.
- La necessità di spostare il metallo fuso per ogni colpo rallenta la produzione e aumenta il rischio di perdita di calore.
- Si registra anche un aumento dei costi di attrezzaggio a causa delle maggiori sollecitazioni termiche e meccaniche che gli stampi devono sopportare.
- Inoltre, un controllo improprio del dosaggio o dell'iniezione può aggravare l'intrappolamento dell'aria e la porosità.
| Parametro | Gamma tipica |
| Temperatura del metallo | 660-700°C (alluminio), fino a 1.100°C (leghe di rame) |
| Pressione di iniezione | 30-150 MPa (4.350-21.750 psi) |
| Tempo di ciclo | 20-60 secondi |
| Tasso di produzione | 100-300 parti/ora |
| Temperatura dello stampo | 200-300°C |
| Peso tipico del pezzo | 0,2-20+ kg |
| Tonnellata di macchine | 200-4.000+ tonnellate |
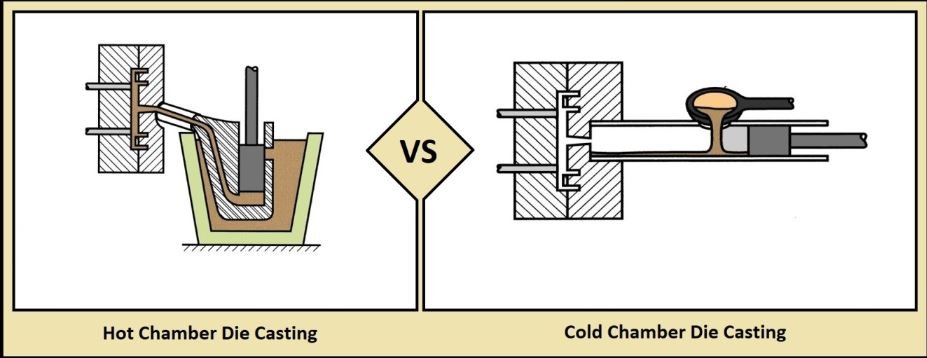
Pressofusione a camera calda vs. pressofusione a camera fredda
Comprendere il differenza tra pressofusione a camera calda e a camera fredda è essenziale. La pressofusione ad alta pressione è ampiamente utilizzata per produrre parti metalliche precise e ad alta velocità. Il processo è classificato come a camera calda o a camera fredda. Sebbene i due processi iniettino entrambi il metallo fuso in uno stampo d'acciaio sotto pressione, si differenziano per il design dell'attrezzatura, i metalli ammissibili, la velocità, il costo e l'utilizzo.
| Caratteristica | Pressofusione a camera calda | Pressofusione a camera fredda |
| Posizione del forno | Il forno è integrato nella macchina di colata | Il metallo viene fuso in un forno esterno separato |
| Manipolazione del metallo | Il metallo fuso viene aspirato automaticamente nel sistema di iniezione | Il metallo fuso viene versato nel manicotto di pallinatura ad ogni ciclo. |
| Sistema di iniezione | Meccanismo a collo d'oca immerso nel metallo fuso | Lo stantuffo inietta il metallo da un manicotto separato. |
| Metalli adatti | Leghe a basso punto di fusione (zinco, magnesio, piombo-stagno) | Leghe a più alto punto di fusione (alluminio, rame, ottone, bronzo) |
| Intervallo di temperatura di fusione | 400-450°C (Zinco), fino a 600°C (Magnesio) | 660-700°C (alluminio), fino a 1.100°C (leghe di rame) |
| Pressione di iniezione | 7-35 MPa | 30-150 MPa |
| Tempo di ciclo | Molto breve: 3-15 secondi | Più lungo: 20-60 secondi |
| Velocità di produzione | 300-700 pezzi all'ora | 100-300 pezzi all'ora |
| Dimensioni della macchina | Macchine più piccole | Macchine più grandi e pesanti |
| Forza di serraggio | 20-500 tonnellate | 200-4.000+ tonnellate |
| Peso tipico del pezzo | 0,02-5 kg | 0,2-20+ kg |
| Capacità di dimensionamento dei pezzi | Ideale per parti piccole e medie | Adatto per pezzi di medie e grandi dimensioni |
| Usura degli utensili | Maggiore usura del collo d'oca e dello stantuffo a causa del contatto costante con il metallo fuso | Minore usura chimica, ma maggiore stress da shock termico |
| Vita dell'utensile | Buono, ma i componenti dell'iniezione si usurano più rapidamente | Gli stampi sono sottoposti a maggiori sollecitazioni; i costi di manutenzione sono più elevati |
| Finitura superficiale | Eccellente finitura superficiale | Ottima finitura superficiale |
| Precisione dimensionale | Molto elevato (possibile ±0,05 mm) | Alto (da ±0,1 a ±0,2 mm tipico) |
| Efficienza energetica | Più efficiente (sistema di riscaldamento integrato) | Maggiore consumo di energia a causa della fusione e del trasferimento separati |
| Rischio di porosità | Più basso grazie all'alimentazione continua del metallo | Rischio più elevato di smistamento e di intrappolamento dell'aria |
| Costo dell'attrezzatura | Costo della macchina inferiore | Costi più elevati per macchine e utensili |
| Il migliore per | Componenti di precisione di piccole dimensioni e in grandi volumi | Componenti strutturali robusti e di grandi dimensioni |
| Industrie | Elettronica, beni di consumo, hardware | Automotive, aerospaziale, macchinari industriali |
Conclusione
È importante notare che sia la pressofusione a camera calda che quella a camera fredda svolgono un ruolo chiave nella moderna pressofusione ad alta pressione, in quanto supportano requisiti di produzione diversi.
La pressofusione a camera calda è la più adatta alla produzione di grandi volumi di pezzi piccoli, con alta precisione, leghe a basso punto di fusione, tempi di ciclo elevati, buona finitura superficiale e basso consumo energetico.
La pressofusione a camera fredda, invece, è essenziale per i metalli con punti di fusione più elevati, come le leghe di alluminio e rame, che consentono di produrre pezzi più grandi, più resistenti e più impegnativi dal punto di vista strutturale, ma con tempi di ciclo più lunghi e costi di attrezzaggio più elevati.
La scelta del processo dipende, tra gli altri fattori, dal tipo di lega, dalle dimensioni del pezzo, dai requisiti meccanici, dal volume di produzione e dai costi. Queste differenze sono chiaramente comprensibili e consentono produttori per ottimizzare la qualità, l'efficienza e le prestazioni di produzione.









