

Pressofusione di zinco è un processo di produzione molto efficiente, ampiamente utilizzato per i componenti delle automobili, gli alloggiamenti elettronici, i raccordi, la ferramenta, le apparecchiature mediche e i beni di consumo. È apprezzato per la sua capacità di creare geometrie complesse con un'elevata precisione dimensionale, finiture superficiali pulite e alti tassi di produzione.
Nonostante questi vantaggi, la pressofusione di zinco non è una tecnologia immune da problemi di qualità. I difetti possono essere dovuti a irregolarità nei materiali utilizzati, alla capacità degli utensili, alla mancanza di controllo del processo o alla progettazione.
Una buona prevenzione dei difetti, l'eliminazione dei problemi e il controllo della qualità sono fondamentali per garantire una qualità uniforme nella produzione, ridurre gli scarti e migliorare l'efficienza complessiva del processo produttivo.
Il presente documento fornisce una discussione approfondita dei difetti più comuni in pressofusione di zinco, Le cause, le azioni correttive efficaci e le best practice del profilo per garantire la qualità in ogni ciclo di produzione.
Problemi di qualità nella pressofusione di zinco
Il processo di pressofusione di zinco prevede l'iniezione di lega di zinco fusa ad alta pressione in uno stampo in acciaio altamente lavorato. La velocità di solidificazione del metallo è elevata, con conseguenti tempi di ciclo brevi ed elevata ripetibilità.
Tuttavia, l'alta pressione e l'alta velocità a cui opera il processo sono gli stessi fattori che contribuiscono sia alla sua efficacia che alla sua suscettibilità ai difetti quando i parametri non sono monitorati.
I problemi di controllo della qualità nella pressofusione di zinco sono spesso associati alle prestazioni meccaniche, alla qualità dimensionale, all'aspetto superficiale, alla resistenza alla corrosione o all'assemblaggio.
La maggior parte dei difetti è interconnessa, in quanto un'unica causa scatenante può portare a molteplici problemi di qualità. È importante comprendere le relazioni tra il comportamento del materiale, la progettazione dello stampo e i parametri di lavorazione per consentire una risoluzione efficiente dei problemi.
Difetti della pressofusione di zinco
I più comuni difetti nella pressofusione di zinco possono essere classificati in base all'aspetto e al loro effetto sulle prestazioni del pezzo. Una panoramica dei difetti più comuni e del loro effetto complessivo è riportata nella tabella seguente.
| Tipo di difetto | Aspetto | Impatto |
| Porosità | Vuoti o fori interni | Riduce la resistenza Può causare perdite |
| Chiusura a freddo | Linee e cuciture visibili | In questo modo il legame tra i flussi sarà debole. |
| Restringimento | Cavità e segni di sprofondamento | Le dimensioni dei pezzi cambiano. Ciò comporta imprecisioni di misura. |
| Riempimento incompleto | Sezioni mancanti o sottili | Questo causerà il guasto funzionale. |
| Saldatura | Metallo aderente allo stampo | Questo provoca danni all'utensile |
| Crepe | Fratture interne o superficiali | Questo aspetto indica un danno strutturale o un cedimento. |
| Vesciche | Aspetto a bolle sulla superficie | Scarsa finitura superficiale |
| Flash | Eccesso di metallo sulle linee di separazione | L'aspetto estetico sarà danneggiato |
Porosità nelle pressofusioni Zinco
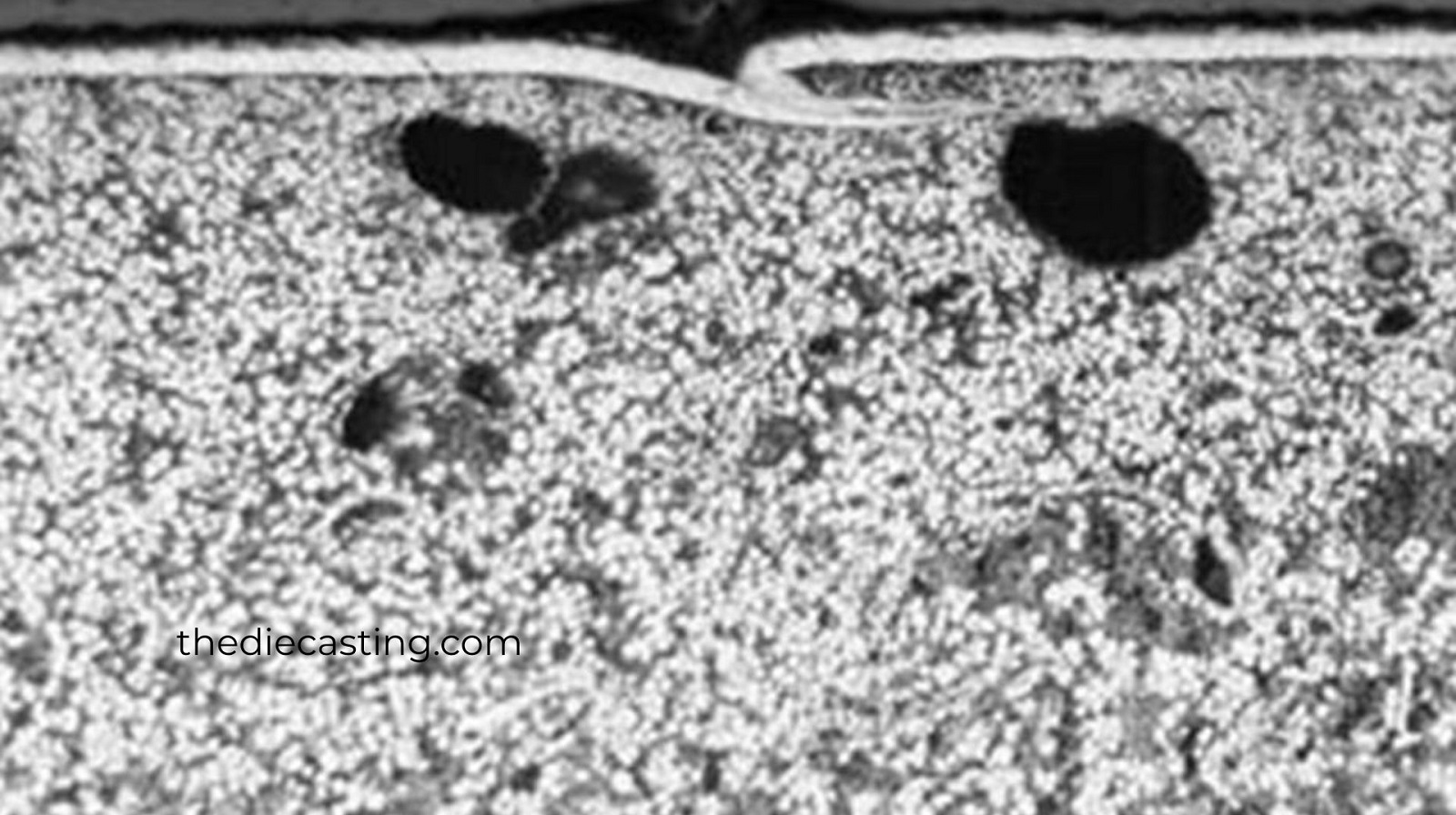
La porosità si riferisce alla presenza di spazi vuoti o bolle di gas nella fusione. Queste cavità possono essere localizzate sulla superficie o all'interno del corpo; sono molto difficili da rilevare senza sofisticate tecniche di ispezione. La porosità compromette l'integrità meccanica del getto e può causare perdite nei componenti contenenti pressione.
| Tipo di porosità | Descrizione | Origine |
| Porosità del gas | Vuoti lisci e arrotondati | Il gas o l'aria rimangono intrappolati |
| Ritiro Porosità | Cavità irregolari | Alimentazione inadeguata |
| Microporosità | Vuoto molto fine | Solidificazione rapida |
Eziologia e profilassi
La porosità può derivare dall'aria intrappolata durante l'iniezione, da un'elevata turbolenza nel flusso del metallo fuso o da uno scarso sfiato della cavità dello stampo. La formazione di gas può anche essere dovuta a un elevato contenuto di umidità sulle superfici dello stampo o a una temperatura inadeguata della fusione.
La riduzione della porosità si ottiene controllando attentamente la velocità e la pressione di iniezione, sfiatando gli stampi e utilizzando in modo efficiente i sistemi di vuoto, ove necessario. Anche il mantenimento di una temperatura di fusione ottimale e la pulizia e l'asciugatura delle superfici degli stampi riducono l'intrappolamento di gas.
Nella maggior parte dei casi, la ricostruzione del sistema di gating per facilitare il flusso regolare del metallo può contribuire a ridurre al minimo la porosità.
Chiusura a freddo e difetti della linea di flusso
Descrizione e impatto
Chiusura a freddo: si verifica quando due flussi di zinco fuso si incontrano e non si fondono correttamente, lasciando una cucitura o una linea visibile sulla superficie della colata. Questi difetti riducono l'integrità strutturale e possono causare un collasso precoce sotto pressione meccanica.
Cause e soluzioni
Una bassa temperatura del materiale fuso, una velocità di iniezione inadeguata o lunghi percorsi di flusso possono portare a una solidificazione prematura e a chiusure a freddo. Anche il cattivo posizionamento delle porte e delle sezioni a parete sottile peggiora la situazione.
Per evitare le chiusure a freddo, è necessario migliorare le caratteristiche di flusso del metallo. Per farlo, si possono aumentare le temperature della colata e dello stampo entro limiti ragionevoli, ottimizzare la velocità di iniezione e riprogettare le porte per consentire un riempimento equilibrato. La continuità del flusso è migliorata anche modificando la geometria del pezzo per eliminare le sezioni sottili e gli angoli acuti.
Difetti di ritiro della pressofusione di zinco

Conoscenza del comportamento di ritiro
Quando lo zinco fuso si solidifica, si contrae, causando un ritiro. Se non si aggiunge altro metallo fuso per compensare questa contrazione, si possono formare cavità interne o segni di affondamento in superficie. Il difetti dello zinco sotto forma di ritiro si manifestano di solito nelle aree di colata più spesse e che si può accertare si siano solidificate per ultime.
Motivi e misure correttive
Una pressione di mantenimento insufficiente, una progettazione inadeguata del sistema di alimentazione o variazioni improvvise dello spessore della parete sono spesso le cause dei difetti da ritiro. Anche una velocità di raffreddamento non uniforme può causare un ritiro localizzato.
Per evitarlo, è importante progettare le guide e le porte in modo da mantenere un'alimentazione costante del metallo durante il processo di solidificazione. Applicando una pressione di mantenimento più elevata e aumentando il tempo sotto pressione, il metallo fuso può compensare il ritiro. Anche il mantenimento di uno spessore uniforme delle pareti e il miglioramento dell'equilibrio termico nello stampo riducono il rischio di difetti dovuti al ritiro.
Formazione di un flash e suo controllo
Descrizione di Flash
Il flash si presenta sotto forma di sottili strati di metallo in eccesso lungo la linea di giunzione dello stampo, il perno di espulsione o sotto forma di sfoghi. Anche se la bava non compromette necessariamente la funzionalità del pezzo, spesso richiede processi di rifilatura secondari e può influire sull'aspetto.
Cause e prevenzione
La formazione di flash è spesso legata all'elevata pressione di iniezione, all'usura dei componenti dello stampo o persino al disallineamento dello stesso. Anche le superfici degli stampi possono non sigillare correttamente a causa della presenza di materiale estraneo.
Per evitare l'infiammabilità, è necessario mantenere la corretta pressione di iniezione, un'adeguata forza di chiusura e la manutenzione ordinaria degli stampi. Il controllo dell'usura e dei danni degli stampi e la manutenzione delle superfici di separazione sono misure necessarie per il controllo dell'infiammabilità.
Imperfezioni superficiali Vesciche
Natura delle vesciche
Le bolle appaiono come bolle elevate sulla superficie di colata e tendono ad aumentare in seguito a placcatura, verniciatura o esposizione al calore. Questi difetti influiscono negativamente sull'aspetto della superficie e sull'adesione del rivestimento.
Fattori che contribuiscono e soluzioni
Il blistering è normalmente dovuto allo scoppio di gas durante la post-lavorazione o all'umidità sulle superfici dello stampo e all'eccesso di lubrificante. Anche la porosità nel sottosuolo vicino alla superficie aumenta il rischio di blistering.
Le bolle possono essere evitate migliorando l'efficienza dello sfiato, utilizzando lubrificanti per stampi a bassa umidità e controllando la temperatura dello stampo. Anche la riduzione del riscaldamento nella seconda fase di lavorazione contribuisce a minimizzare il rischio di difetti superficiali.
Riempimenti incompiuti e riprese brevi
Descrizione e conseguenze
Il riempimento incompleto si verifica quando la cavità dello stampo non viene riempita di zinco fuso, lasciandola sotto-riempita o parzialmente riempita. Questi difetti rendono i componenti inutilizzabili e i livelli di scarto diminuiscono drasticamente.
Cause e rimedi
Il riempimento incompleto può spesso essere causato da una pressione di iniezione inadeguata, da una temperatura di fusione insufficiente, da sfiati bloccati o da sistemi di chiusura non correttamente progettati. Le difficoltà di riempimento sono causate anche da sezioni a parete sottile e geometrie complicate.
I rimedi per questo inconveniente includono l'aumento della velocità e della pressione di iniezione, l'ottimizzazione della temperatura di fusione e la garanzia di un'adeguata ventilazione. Per migliorare il flusso dei metalli nelle regioni difficili da riempire, potrebbero essere necessarie riprogettazioni degli stampi e modifiche della geometria dei pezzi.
Problemi di saldatura e incollaggio degli stampi
Capire la saldatura
La saldatura è un processo in cui lo stampo viene ricoperto di zinco fuso, con conseguenti danni superficiali e problemi dimensionali, nonché tempi di pulizia e riparazione più brevi.
Problemi e piani di prevenzione
Le cause principali della saldatura sono le alte temperature dello stampo, l'errato rivestimento dello stampo e le composizioni di leghe non adatte. Anche la mancanza di un'adeguata lubrificazione aumenta la probabilità di adesione del metallo.
La prevenzione della saldatura deve essere strettamente controllata dalla temperatura dello stampo, dal rivestimento dello stesso e dalla lega di zinco utilizzata. Anche la lubrificazione regolare è molto importante per proteggere le superfici degli stampi.
Crepe e lacerazioni a caldo
Caratteristiche e rischi
Durante o dopo la solidificazione, si formano cricche e lacerazioni a caldo a causa dello stress termico o del ritiro limitato. Questi difetti compromettono in modo significativo l'integrità strutturale e non sono necessariamente localizzati in superficie.
Cause principali e mitigazione
I bordi taglienti, il raffreddamento asimmetrico, le elevate tensioni residue e la scarsa tempistica di espulsione sono alcuni dei fattori che contribuiscono alla formazione di cricche. Queste condizioni sono normalmente aggravate da una cattiva progettazione dei pezzi.
Per ridurre le cricche, arrotondare gli angoli vivi con filetti e raggi, equalizzare il raffreddamento e massimizzare il tempo di espulsione. Una delle migliori soluzioni a lungo termine consiste nel migliorare la progettazione dei pezzi per adattarli al ritiro naturale del metallo.
Le pratiche di garanzia della qualità della pressofusione di zinco
La garanzia di qualità di pressofusione di zinco non si esaurisce con la fine, ma deve essere incorporato in tutto il processo produttivo.
Controllo dell'inventario
La prevenzione dei difetti si basa sul mantenimento della qualità della lega. La composizione della lega di zinco influenza direttamente la fluidità, la forza, la resistenza alla corrosione e l'interazione con lo stampo.
| Aspetto del controllo | Metodo di ispezione |
| Composizione chimica | Analisi dello spettrometro |
| Livelli di impurità | Certificazione dei fornitori |
| Consistenza della lega | Tracciabilità dei lotti |
Controllo e monitoraggio dei parametri di processo
I parametri di processo cruciali devono essere controllati in modo costante per mantenere un livello di produzione costante. La tabella seguente indica i parametri comuni e i loro effetti sulla qualità.
| Parametro | Gamma | Qualità |
| Temperatura di fusione | 380-430°C | Comportamento di flusso e porosità |
| Pressione di iniezione dello stampo | Specifico in base alle parti | Riempimento e flash |
| Temperatura dello stampo | 150-250°C | Qualità della superficie |
| Ciclismo | Ottimizzato | Ritiro e fessurazione |
I metodi di controllo statistico dei processi consentono ai produttori di individuare le tendenze e di correggere le derive, evitando così i difetti.
Metodi di ispezione in-process e finale
I controlli di qualità durante e dopo la produzione contribuiscono a garantire la consegna di prodotti di alta qualità agli utenti finali.
| Metodo di ispezione | Scopo |
| Test a raggi X | Porosità interna |
| Ispezione visiva | I difetti superficiali si notano. |
| Test di tenuta | Tolleranza di pressione |
| Valutazione dimensionale | Verifica della tolleranza |
| Test di superficie | Prontezza del rivestimento |
La manutenzione degli utensili e il suo effetto sulla qualità
Le condizioni degli stampi influenzano direttamente la qualità della colata e la stabilità del processo. Gli stampi non sottoposti a manutenzione creano inoltre il rischio di formazione di bolle, saldature e variazioni dimensionali.
La pulizia, l'usura, la lucidatura delle superfici e la sostituzione delle parti usurate vengono eseguite regolarmente per mantenere la stessa qualità dei pezzi e prolungare la vita degli utensili.
Analisi dei difetti in continuo movimento
L'analisi sistematica dei dati sui difetti è la chiave per un miglioramento della qualità a lungo termine. Riconoscere i problemi comuni e le loro cause profonde eliminerà i difetti.
| Strumento | Applicazione |
| Analisi di Pareto | Rilevamento dei difetti |
| FMEA | Valutazione del rischio |
| Diagrammi a spina di pesce | Analisi delle cause principali |
| Grafici SPC | Stabilità del processo |

Conclusione
La pressofusione di zinco è ancora considerata uno dei processi produttivi più efficaci e utili per creare pezzi complessi e di alta precisione su larga scala. Tuttavia, per ottenere una qualità costante, è necessaria una comprensione completa dei difetti più comuni, delle loro cause e delle interazioni tra le proprietà dei materiali, la progettazione dello stampo e i parametri di processo, come illustrato in questo articolo.
I difetti sono solitamente correlati tra loro, nel senso che il miglioramento dopo la correzione di un problema può avere un effetto positivo su altri risultati qualitativi. La risoluzione dei problemi inizia con un buon controllo del processo che prevede temperature stabili di fusione e stampo, una pressione di iniezione ottimale e progetti di gating e venting. Anche l'assicurazione attiva della qualità è importante e comprende il controllo delle leghe, il monitoraggio del processo in tempo reale, la manutenzione regolare degli utensili e l'analisi sistematica dei difetti.
I tassi di scarto, la durata degli utensili, le prestazioni meccaniche e la soddisfazione dei clienti possono essere ridotti in modo significativo introducendo la garanzia di qualità durante l'intero ciclo di vita della produzione, anziché alla fine, e i produttori dovrebbero eseguire costantemente test di qualità sui loro prodotti.
Infine, la chiave del successo a lungo termine delle operazioni di pressofusione dello zinco è un approccio disciplinato e guidato dai dati alla prevenzione dei difetti e al miglioramento continuo.
Domande frequenti
1. Qual è dunque il difetto maggiore della pressofusione di zinco?
Uno dei difetti più frequenti è la porosità, che può derivare da gas intrappolati, da uno sfiato insufficiente o da un controllo improprio della temperatura e può ridurre notevolmente la resistenza dei pezzi.
2. Cosa si può fare per ridurre la porosità nelle pressofusioni di zinco?
La riduzione della porosità può essere ottenuta ottimizzando la velocità e la pressione di iniezione, migliorando i sistemi di sfiato o di vuoto dello stampo, regolando la temperatura della colata e riprogettando le porte per consentire un flusso più fluido del metallo.
3. Qual è il motivo dell'infiammabilità nella pressofusione di zinco?
L'infiammabilità è generalmente dovuta a una pressione di iniezione eccessiva, a stampi usurati, disallineati o non serrati e al rilascio di metallo fuso sulle linee di divisione.
4. Qual è l'importanza della manutenzione degli utensili nel controllo qualità?
La manutenzione degli utensili elimina i difetti, come la formazione di bolle, i problemi di saldatura e le variazioni dimensionali, prolunga la durata degli stampi e garantisce condizioni di produzione costanti.
5. Il controllo qualità viene effettuato dopo la colata?
No. L'assicurazione della qualità non è un processo unico, ma un processo continuo che incorpora controlli di lega, controlli di processo, controlli in-process e controlli post-process per mantenere una produzione priva di errori.









