

亜鉛ダイカスト is a very efficient process of manufacturing, which is widely used in automobile parts, electronic housing, fittings, hardware, medical equipment, and consumer goods. It is appreciated for its ability to create complex geometries with high-quality dimensional accuracy, clean surface finishes, and high production rates.
Despite these benefits, zinc die casting is not a technology immune to quality issues. The defects may occur due to irregularities in the materials used, tool capacity, lack of process control, or design.
Good defect prevention, problem shooting, and quality control are critical to ensuring uniform quality in production, reducing scrap rates, and enhancing the overall efficiency of the manufacturing process.
This paper will provide an in-depth discussion of the most common defects in 亜鉛ダイカスト, their causes, effective corrective actions, and profile best practices to ensure quality in each production cycle.
Quality Problems in Zinc Die Casting
The process of zinc die casting involves injecting molten zinc alloy under high pressure into a highly machined steel die. The metal’s solidification rate is fast, resulting in short cycle times and high repeatability.
Nevertheless, the high pressure and high speed at which the process operates are the same factors that contribute to both its effectiveness and its susceptibility to defects when the parameters are not monitored.
Quality control issues in zinc die casting are often associated with mechanical performance, dimensional quality, surface appearance, corrosion resistance, or assembly fit.
Most defects are interconnected, as a single root cause can lead to multiple quality issues. It is important to understand the relationships among material behavior, die design, and processing parameters to enable efficient troubleshooting.
Zinc Die Casting Defects
Most common defects in zinc die casting can be classified by appearance and their effect on part performance. An overview of common defects and their overall effect is given in the following table.
| Defect type | 外観 | インパクト |
| 多孔性 | Voids or pinhole internally | It will reduce the strength It may cause leakage |
| Cold shuts | Visible lines and seams | This will result in weak bonding between the flow. |
| 収縮 | Cavities and sink marks | The dimensions of the parts change. This will lead to measurement inaccuracies. |
| Incomplete filling | Missing or thin sections | This will cause the functional failure. |
| Soldering | Metal adhering to the die | This will cause tool damage |
| Cracks | Internal or surface fractures | This appearance indicates structural damage or failure. |
| Blistering | Bubble-like appearance on the surface | Poor surface finish |
| Flash | Excess of metal at parting lines | The aesthetic appearance will be damaged |
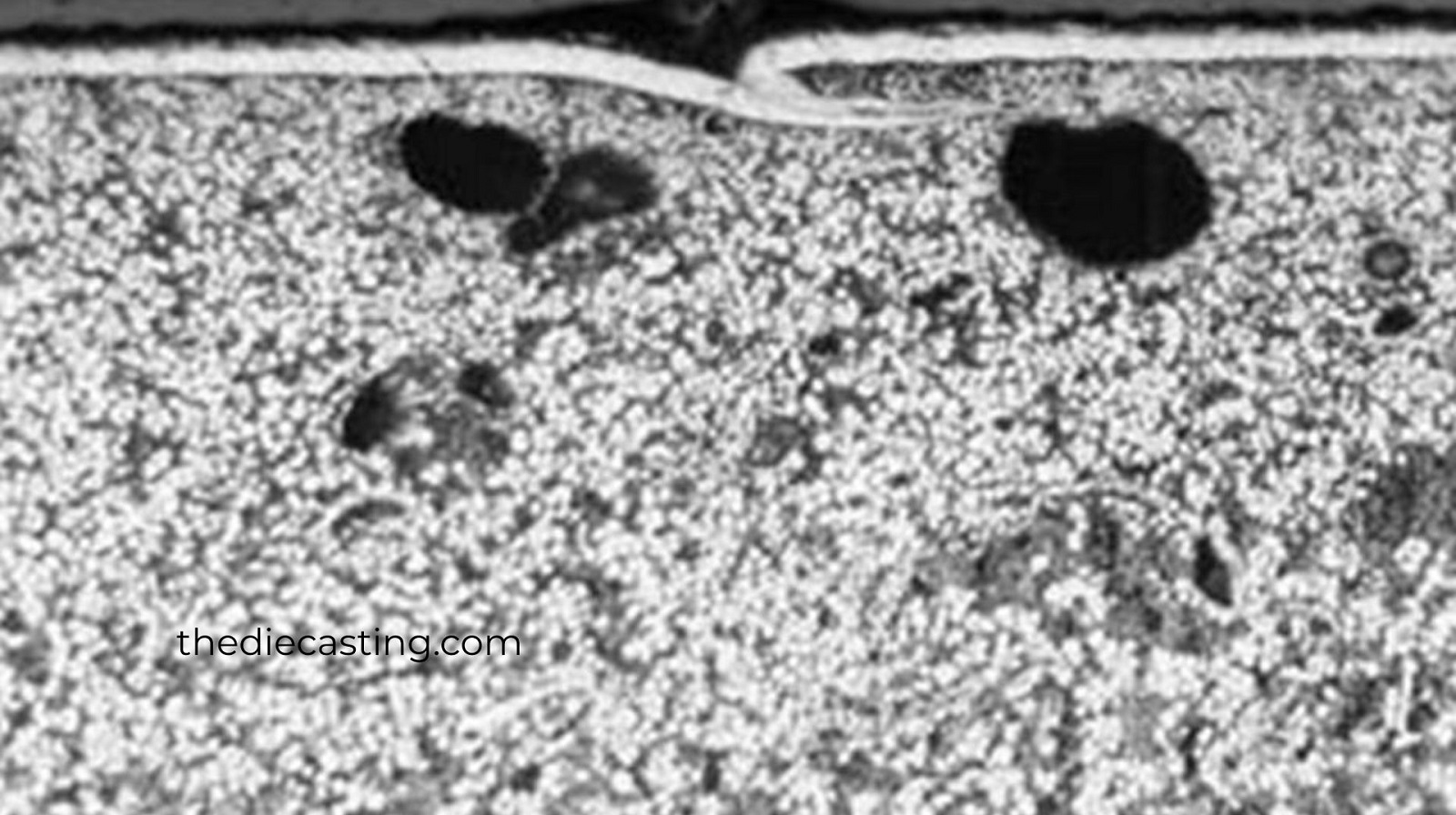
Porosity in Die Castings Zinc
Porosity refers to the presence of empty spaces or gas bubbles in the casting. These cavities can be located on the surface or within the body; they are very difficult to detect without sophisticated inspection techniques. Porosity breaks the mechanical integrity of the casting and may result in leakage in pressure-containing components.
| Porosity type | 説明 | Origin |
| ガス気孔率 | Smooth rounded voids | Gas or air gets trapped |
| Shrinkage Porosity | Irregular cavities | Inadequate feeding |
| Micro Porosity | Very fine void | Rapid solidification |
Etiology and Prophylaxis
The porosity may result from trapped air during injection, high turbulence in the molten metal flow, or poor die-cavity venting. Gas formation may also be due to high moisture content on die surfaces or due to inappropriate melt temperature.
The porosity reduction is achieved by closely controlling injection speed and pressure, venting the dies, and efficiently utilizing vacuum systems where necessary. Maintaining an optimal melt temperature and keeping die surfaces clean and dry will also reduce gas entrapment.
In most cases, reconstructing the gating system to facilitate smooth metal flow can go a long way toward minimizing porosity.
Cold Shuts and Flow Line Defects
Description and Impact
Cold shut: This happens when two molten zinc streams meet and do not fuse correctly, leaving a visible seam or line on the casting surface. Such flaws reduce structural integrity and can cause early collapse under mechanical pressure.
Root Causes and Solutions
Low melt temperature, inadequate injection speed, or long flow paths can lead to premature solidification and cold shuts. Poor positioning of gates and thin wall sections also worsens the matter.
To prevent cold shuts, it is necessary to improve the metal’s flow characteristics. These may be accomplished by raising the melt and die temperatures within reasonable ranges, optimizing injection velocity, and redesigning the gates to allow balanced filling. Flow continuity is also enhanced by changing part geometry to eradicate thin sections and acute angles.
Zinc Die Casting Defects of Shrinkage

Knowledge about Shrinkage Behavior
When molten zinc solidifies, it contracts, causing shrinkage. Unless more molten metal is added to offset this contraction, internal cavities or surface sink marks can form. The zinc defects in the form of shrinkage usually arise in the areas of casting that are thick and can be ascertained to have solidified last.
Reasons and Remedial Measures
Insufficient holding pressure, inadequate feeding system design, or sudden changes in wall thickness are often the causes of shrinkage defects. Uneven cooling rates can also cause localized shrinkage.
To prevent it, it is important to design the runners and gates to maintain a constant metal feed throughout the solidification process. By applying higher holding pressure and increasing the time under pressure, molten metal can compensate for shrinkage. Maintaining uniform wall thickness and enhancing thermal balance in the die also minimizes the risk of shrinkage-related defects.
Flash Formation and Its Control
Description of Flash
Flash is in the form of thin layers of excess metal along the die parting line, ejector pin, or in the form of vents. Even though the flash does not necessarily compromise the part’s functionality, it often requires secondary trimming processes and can affect the appearance.
Causes and Prevention
Flash formation has often been linked to high injection pressure, die component wear, or even die misalignment. Die surfaces can also not seal properly due to foreign material on them.
To avoid flash, it is necessary to maintain the correct amount of injection pressure, adequate clamping force, and routine die maintenance. Wearing and damage checking of dies, and maintaining parting surfaces clean, are necessary measures in flash control.
Surface Imperfections Blistering
Nature of Blistering
Blistering appears as elevated bubbles on the casting surface and tends to increase later in plating, painting, or heat exposure. These flaws adversely affect the surface appearance and the coating’s adhesion.
Contributing Factors and Solutions
Blistering is normally due to gas bursting during post-processing or to moisture on die surfaces and excessive lubricant. Porosity in the near-surface subsurface also increases the risk of blistering.
Blisters can be avoided by improving venting efficiency, using low-moisture die lubricants, and controlling die temperature. Reducing reheating in the second stage of operation also helps minimize the risk of surface defects.
Unfinished Fillings and Short Shots
Description and Consequences
Incomplete filling occurs when the die cavity is not filled with molten zinc, leaving it underfilled or partially filled. These flaws render components useless, and scrap levels decrease dramatically.
Causes and Remedies
Incomplete filling can often be caused by inadequate injection pressure, insufficient melt temperature, blocked vents, or incorrectly designed gating systems. Filling difficulty is also caused by thin-wall sections and complicated geometries.
The remedies for this blemish include increasing the injection rate and pressure, optimizing the melt temperature, and ensuring proper ventilation. To enhance the flow of metals to hard-to-fill regions, gate redesigns and changes of part geometry might be required.
Soldering and Die Sticking Problems
Understanding Soldering
Soldering is a process in which the die is covered with molten zinc, resulting in surface damage and dimensional problems, as well as shorter cleaning and repair times.
Issues and Prevention Plans
The basic causes of soldering are high die temperatures, wrong die coating, and unsuitable alloy compositions. Lack of proper lubrication also increases the likelihood of metal adhesion.
Solder prevention should be tightly controlled by die temperature, die coating, and the zinc alloy used. Regular lubrication is also very important for protecting die surfaces.
Cracks and Hot Tearing
Characteristics and Risks
During or after solidification, cracks and hot tears form due to thermal stress or limited shrinkage. These faults significantly compromise structural integrity and are not necessarily located on the surface.
Root Causes and Mitigation
Sharp edges, asymmetrical cooling, with high residual stresses, and poor Ejection timing are some of the factors that contribute to cracking. These conditions are normally worsened by bad part design.
To reduce cracking, round sharp corners with fillets and radii, equalize cooling, and maximize ejection time. One of the best long-term solutions is to improve the design of the parts to fit natural metal shrinkage.
The Zinc Die Casting Quality Assurance Practices
The quality assurance of 亜鉛ダイカスト does not end with the end, but should be incorporated throughout the production process.
Inventory Control
Defect prevention is based on maintaining alloy quality. The composition of the zinc alloy directly influences fluidity, strength, corrosion resistance, and die interaction.
| Control aspect | Inspection method |
| Chemical composition | Spectrometer analysis |
| Impurity levels | Supplier certification |
| Alloy consistency | Batch traceability |
Process Parameter Control and Monitoring
The crucial process parameters should be controlled consistently to maintain a steady level of production. The following table indicates the common parameters and their effects on quality.
| パラメータ | Range | 品質 |
| Melting temperature | 380–430°C | Flow behavior and porosity |
| Die injection pressure | Specific according to parts | Filling and flash |
| Die temperature | 150–250°C | Surface quality |
| Cycling | Optimized | Shrinkage and cracking |
Statistical process control methods enable manufacturers to detect trends and correct drift, thereby avoiding defects.
In-Process and Final Inspection Methods
Quality checks during and after production help ensure high-quality products are delivered to end users.
| Inspection method | 目的 |
| X-ray testing | Internal porosity |
| Visual inspection | Surface defects will get noticed. |
| Leak testing | Pressure tolerance |
| Dimensional assessment | Tolerance verification |
| Surface testing | Coating readiness |
Maintenance of Tooling and Its Effect on Quality
The tooling condition directly influences casting quality and process stability. Unmaintained dies also create the chances of flash, soldering, and dimensional variation.
Cleaning, wear, polishing surfaces, and replacing worn parts are regularly performed to maintain the same quality of parts and prolong the life of tools.
Going Round and Round Defect Analysis
The systematic analysis of defect data is the key to long-term quality improvement. Recognizing common problems and their root causes will eliminate failures.
| Tool | Application |
| Pareto analysis | Defect detection |
| FMEA | Risk assessment |
| Fishbone diagrams | Root cause analysis |
| SPC charts | Process stability |

結論
Zinc die casting is still considered one of the most effective and useful manufacturing processes to create high-precision and complex parts on a large scale. Nevertheless, to achieve consistent quality, a comprehensive understanding of common defects, their underlying causes, and interactions among material properties, die design, and process parameters is required, as discussed in this article.
Defects are usually interrelated, in that improvement after one problem is corrected can have a positive effect on other quality results. Troubleshooting starts with good process control of stable melt and die temperatures, an optimum injection pressure, and gating and venting designs. Active quality assurance is also important and includes alloy control, real-time process monitoring, regular tool maintenance, and systematic defect analysis.
Scrap rates, tool life, mechanical performance, and customer satisfaction can be significantly reduced by introducing quality assurance throughout the production lifecycle rather than at the end, and manufacturers should consistently perform quality tests on their products.
Finally, the key to the long-term success of zinc die casting operations is a disciplined, data-driven approach to defect prevention and continuous improvement.
よくある質問
1. What then is the most defective of zinc die casting?
One of the most frequent defects is porosity, which may result from trapped gas, insufficient venting, or improper temperature control, and can severely reduce the strength of parts.
2. What can be done to reduce porosity in zinc die castings?
The reduction of porosity can be achieved through optimizing injection speed and pressure, enhancing die venting or vacuum systems, regulating melt temperature, and redesigning gates to allow smoother metal flow.
3. What is the reason for flash in zinc die casting?
Flash is generally due to over-injection pressure, worn, misaligned, or under-clamped dies, and to molten metal being released at parting lines.
4. What is the importance of tooling maintenance in quality assurance?
Maintaining their tooling will eliminate defects such as flash, soldering issues, and dimensional variation, extend die life, and provide consistent production conditions.
5. Is it quality assurance that is carried out after the casting?
No. Quality assurance is not a one-time process but a continuous process that incorporates alloy checks, process checks, in-process checks, and post-process checks to maintain error-free production.









