
Investeringsstøping er en svært presis produksjonsmetode som brukes til å lage komplekse metalldeler med høy dimensjonsnøyaktighet og overflatefinish. Prosessen innebærer at man skjærer ut en voksfigur av den ønskede komponenten, påfører et keramisk skall på figuren, deretter bruker epoksy på voksen og til slutt heller oppvarmet metall inn i figuren, som har blitt etterlatt hul. Teknikken kalles også ofte "lost-wax casting", fordi voksmønsteret smeltes bort under prosessen.

Teknikken er verdsatt i ulike bransjer, der den kan produsere komplekse former, tynnveggede og detaljerte geometrier som ikke enkelt kan produseres ved hjelp av de fleste andre støpemetoder. De ferdige delene har vanligvis en tilnærmet nettoform, noe som betyr at de krever lite maskinarbeid eller ytterligere bearbeiding etter støpingen. Dette gjør at produsentene kan spare materialavfall og produksjonstid, samtidig som de opprettholder høy presisjon.
Historien om investeringsstøping går flere tusen år tilbake i tid. Prosessen ble brukt til å produsere smykker, ornamenter og skulpturer av gamle sivilisasjoner. Etter hvert utviklet metoden seg til å bli en uunnværlig del av industriproduksjonen. I dag brukes investeringsstøping blant annet i romfart, bilindustri, medisinsk utstyr, industrimaskiner og energisystemer.
Oversikt over investeringsstøping
Investment casting er en investeringsprosess som innebærer å lage og gjennomføre en investeringsplan som er utarbeidet av et selskaps eiere eller ledere.
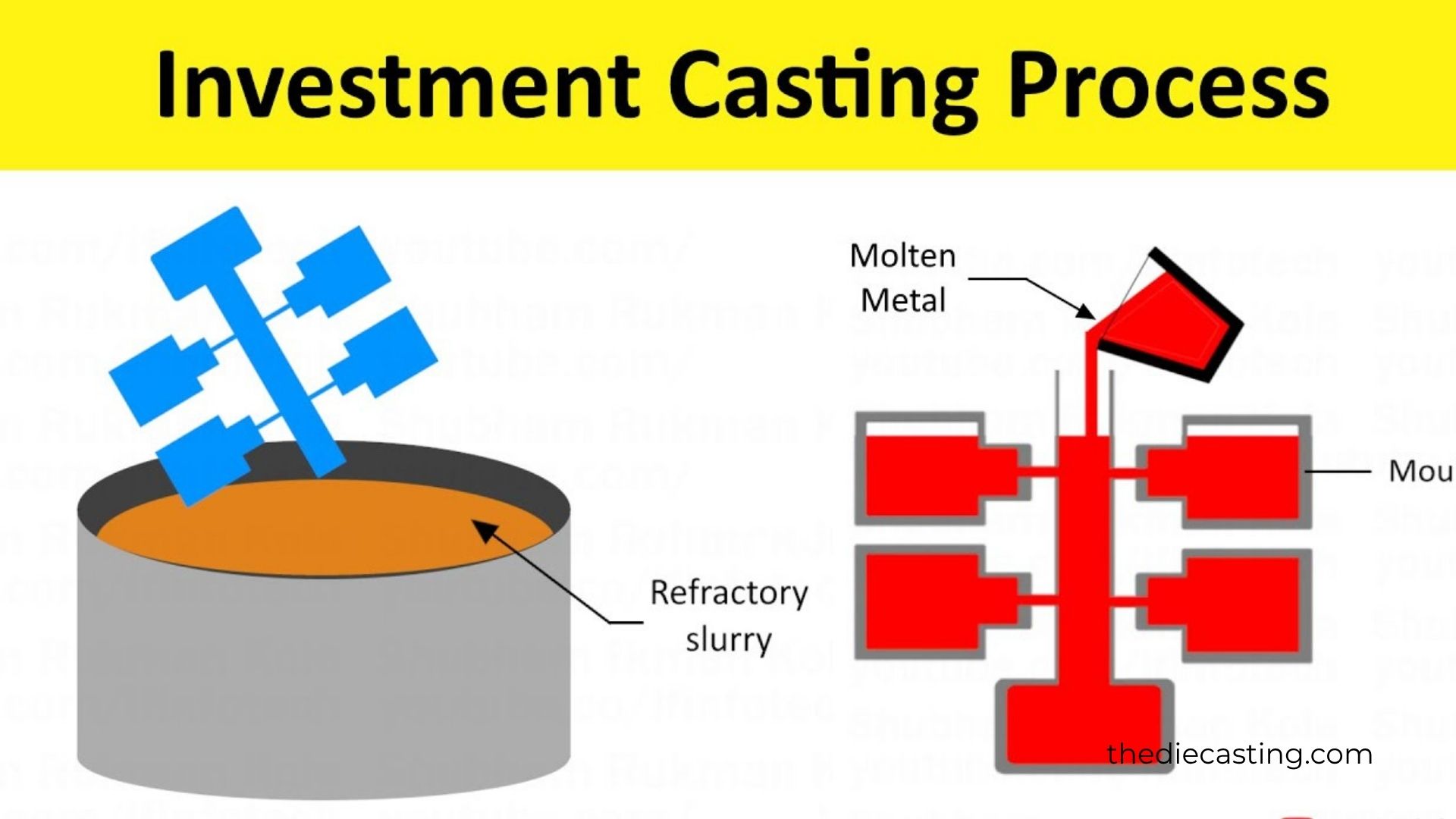
Investeringsstøping er enkelt forklart prosessen der et voksmønster støpes inn i en keramisk mugg. Så snart det keramiske skallet er herdet, smeltes voksen ut og etterlater en åpning som perfekt gjengir det opprinnelige mønsteret. Dette hulrommet fylles deretter med smeltet metall, som herder, og det keramiske skallet flises av for å avdekke det endelige metallstykket.
Prosessen kan produsere deler med:
- Kompliserte interne og eksterne geometrier.
- Strenge krav til dimensjoner.
- Glatt overflatefinish
- Delikate funksjoner og tynne vegger.
- På grunn av disse egenskapene brukes investeringsstøping ofte når det er behov for høy presisjon og designfleksibilitet.
Historien om investeringsstøping
Investeringsstøping er mer enn 5000 år gammel. Arkeologiske funn tyder på at man i fortidskulturene brukte denne prosessen til å produsere smykker, verktøy og dekorative gjenstander. Tidlige versjoner av støpeteknikken med tapt voks ble brukt i sivilisasjoner som den egyptiske, kinesiske og mesopotamiske, samt i Indus Valley-samfunnene.
I det gamle Egypt ble prosessen brukt til å lage detaljerte gullsmykker og seremonielle gjenstander. I Kina ble den også brukt i produksjonen av bronseskulpturer og rituelle kar. De grunnleggende prinsippene i prosessen har ikke endret seg vesentlig gjennom århundrene.
Med den industrielle revolusjonen og fremveksten av moderne produksjon ble investeringsstøping en svært avansert og svært begrensende prosess. Teknikken har blitt mer presis, effektiv og skalerbar takket være utviklingen innen materialvitenskap, ingeniørvitenskap og datastøttet design (CAD). Moderne investeringsstøping kombinerer tradisjonelle konsepter med moderne teknologi, inkludert 3D-utskrift, automatisering og datasimulering.
Investeringsstøping Arbeidsprinsipp
Investeringsstøping fungerer etter prinsippet om å lage et offermønster, som er en legemliggjøring av det endelige produktet. Dette mønsteret er belagt med et ildfast materiale for å skape en form som tåler høye temperaturer. Den endelige delen lages ved å helle smeltet metall inn i hulrommet etter at voksmodellen er fjernet.
Alle detaljene i voksmønsteret fanges opp av den keramiske formen, noe som gjør den svært nøyaktig til å reprodusere selv komplekse former. Prosessen kan produsere forseggjorte indre hulrom og tynne vegger, ettersom voksen fjernes før metall tilsettes, i motsetning til andre støpemetoder, som er begrenset av disse begrensningene.
Et annet viktig aspekt ved investeringsstøping er at støpeformen ødelegges i løpet av prosessen. Den keramiske skallformen gjenbrukes ikke, slik tilfellet er med gjenbrukbare former som brukes i pressstøping, men brytes bort etter at metallet har stivnet. Dette gir større designfrihet og mulighet til å produsere deler med komplekse geometrier.
Investeringsstøpeprosessen i trinn
Prosessen kan variere noe fra produsent til produsent og fra materiale til materiale, men generelt består investeringsstøpeprosessen av flere hovedtrinn.
Opprettelse av mønster
Det første trinnet er å lage et mønster som etterligner sluttproduktet. Dette mønsteret lages vanligvis i voks, men noen ganger brukes plast eller andre stoffer. Voksmønsteret lages vanligvis ved å helle smeltet voks i en detaljspesifikk metallform.
Trender kan også skapes ved hjelp av 3D-printingteknologi i moderne produksjon, noe som muliggjør rask prototyping og designendringer.
Montering av voksmønstre
Flere voksmønstre plasseres ofte på en sentral gran for å skape et vokstre eller en voksklynge. Denne konstruksjonen gjør det mulig å støpe mange deler i én og samme form, noe som øker produksjonseffektiviteten.
Granatsystemer brukes også til å transportere smeltet metall under støpeprosessen.
Keramisk skalldannelse
Man dypper voksformen i en slurry av keramikk og dekker den med fin sand eller ildfaste partikler. Prosedyren gjentas flere ganger for å danne et stivt keramisk skall rundt voksformen.
Det ene laget må tørke, og deretter legges det andre. Etter flere lag blir skallet tykt og hardt nok til å tåle de høye temperaturene og trykket fra det smeltede metallet.
Avvoksing
Etter at det keramiske skallet har stivnet helt, fjernes voksen ved å varme opp formen. Dette gjøres vanligvis i en autoklav eller ved hjelp av ild. Varmen smelter og drenerer voksen fra skallet, slik at det dannes et hulrom som passer nøyaktig til formen på mønsteret.
Siden dette trinnet innebærer å fjerne voks, kalles prosedyren for støping med tapt voks.
Forvarming av formen
Det keramiske skallet varmes opp i en ovn før metallet helles inn i mugg, Det fjerner fuktighet og styrker skallet. Forvarming brukes også for å sikre at det smeltede metallet flyter fritt i hulrommet uten å fryse.
Helling av smeltet metall
Granatsystemet brukes til å helle smeltet metall inn i den forvarmede formen. Hulrommet fylles med metall, som får nøyaktig samme form som voksmønsteret.
Avhengig av bruksområde og materialegenskaper kan ulike metaller og legeringer brukes.
Avkjøling og størkning
Når dette er støpt, avkjøles og herdes metallet i den keramiske formen. Noen av faktorene som bestemmer avkjølingstiden, er blant annet metallet som brukes, størrelsen på delen og temperaturen i formen.
Fjerning og etterbehandling av skall
Etter at metallet har herdet, brytes det keramiske skallet for å få frem den støpte delen. Deretter løsnes komponentene fra grussystemet, og etterbehandlingsprosesser som sliping, polering, varmebehandling eller maskinering utføres etter behov.
Metaller i investeringsstøping
En av de viktigste fordelene med investeringsstøping er muligheten til å arbeide med et stort utvalg av materialer. Avhengig av bruksområde kan produsentene fremstille komponenter av ulike metaller og legeringer.
| Materiale | Viktige egenskaper | Typiske bruksområder |
| Karbonstål | Høy styrke og holdbarhet | Bildeler, strukturelle komponenter |
| Rustfritt stål | Korrosjonsbestandighet, høy styrke | Medisinsk verktøy, pumpekomponenter |
| Aluminium Legeringer | Lav vekt og korrosjonsbestandig | Luft- og romfartskomponenter, elektronikk |
| Bronse | Slitestyrke og holdbarhet | Lagre, tannhjul, marine komponenter |
| Messing | God bearbeidbarhet og utseende | Dekorative beslag, rørleggerkomponenter |
| Nikkelbaserte legeringer | Høy temperaturbestandighet | Turbinblader, romfartsdeler |
| Kobberlegeringer | Utmerket elektrisk ledningsevne | Elektrisk utstyr og kontakter |

Fordeler med investeringsstøping
Investeringsstøping har mange fordeler som gjør den til et godt valg blant produksjonsprosesser i mange bruksområder.
Høy presisjon og nøyaktighet
En av de største fordelene med investeringsstøping er muligheten til å produsere deler med svært små toleranser og høy dimensjonsnøyaktighet. Den keramiske formen gjengir finere detaljer i voksmønsteret, noe som gir svært nøyaktige komponenter.
Overlegen overflatefinish
De støpte delene som produseres ved investeringsstøping, vil ha en jevnere overflate enn de som produseres ved sandstøping. Dette minimerer etterbehandlingsprosessene.
Fleksibel design
Prosessen gjør det mulig å produsere komplekse former, slanke vegger og komplekse innvendige funksjoner som kanskje ikke er mulig med andre støpemetoder.
Redusert materialavfall
Siden komponentene lages i nesten ferdig form, kreves det mindre maskinering. Dette minimerer materialavfallet og øker produksjonseffektiviteten.
Bredt utvalg av materialer
Investeringsstøping kan håndtere et bredt utvalg av metaller og legeringer, slik at produsentene kan velge de materialene som passer best til formålet.
Minimerte monteringskrav
I andre tilfeller kan flere deler støpes sammen, uten at det er nødvendig med sveising eller montering.
Svakheter ved investeringsstøping
Investeringsstøping har sine begrensninger som bør tas i betraktning, til tross for fordelene.
Høyere produksjonskostnader
Den består av flere trinn og verktøy som kan være dyrere enn ved mindre komplekse støpeteknikker, for eksempel sandstøping.
Lengre produksjonstid
Det keramiske skallet må bygges opp i flere lag og tørkes mellom lagene, noe som kan ta dager eller uker.
Begrensninger i størrelse
Investeringsstøping kan vanligvis brukes på mindre til mellomstore komponenter. Ekstremt store seksjoner kan være rimeligere å produsere ved hjelp av alternative støpemetoder.
Kompleks prosesskontroll
Temperatur, materialer og timing må følges nøye for å sikre et resultat av høy kvalitet. Ethvert avvik vil føre til feil i den endelige tukten.

Bruksområder
Investeringsstøping har mange bruksområder. Investeringsstøping brukes i en rekke bransjer der det kreves presisjon og komplekse former.
Luft- og romfartsindustrien
Investeringsstøping brukes i luftfartsindustrien til å produsere turbinblader, motorkomponenter og konstruksjonsdeler. Disse materialene må tåle de høyeste temperaturer og påkjenninger.
Bilindustrien
I bilindustrien støpes motor-, turbolader- og girkassekomponenter ved hjelp av investeringsstøpeprosessen.
Medisinsk industri
Investeringsstøping brukes i medisinsk industri til å lage kirurgisk utstyr, ortopediske implantater og andre deler til medisinsk utstyr som er svært presise og biokompatible.
Industrielle maskiner
Mange industrimaskiner er avhengige av presisjonsdeler i metall som er produsert ved hjelp av investeringsstøping. Disse består av pumper, ventiler og hydraulisk utstyr.
Smykkeproduksjon
Støping med tapt voks er mye brukt i smykkeindustrien for å skape detaljerte design og ornamenter i gull, sølv og andre edle metaller.
Sammenligning med andre støpemetoder
Investeringsstøping er unik blant støpemetodene når det gjelder presisjon, kostnader og designfleksibilitet. Sandstøping er for eksempel billigere og enklere, men gir mindre glatte overflater og mindre nøyaktige deler. Støping, er imidlertid kostbart på grunn av dyre støpeformer, men gir en høy produksjonshastighet og er for det meste begrenset til enkelte metaller med lavt smeltepunkt.
Investeringsstøping er et kompromiss mellom nøyaktighet og designfrihet, med relativt moderate verktøykostnader.
Ytelse og romdannelse i investeringsstøpte deler
Levetiden til komponenter som er produsert ved hjelp av investeringsstøping, avhenger først og fremst av materialet som brukes og komponentens konfigurasjon. Investeringsstøpte deler kan brukes under tøffe forhold, for eksempel høye temperaturer, høyt trykk og mekanisk trykk, når det brukes høyfaste legeringer.
For å ta investeringsstøpte produkter i rustfritt stål som eksempel kan de brukes under korrosive forhold, mens nikkelbaserte legeringer tåler temperaturer som er altfor høye i turbinmotorer.
Siden prosessen produserer tykke metallkomponenter av høy kvalitet, har de produserte delene gode mekaniske egenskaper og dermed sannsynligvis lang levetid.
Moderne investeringsstøping: Moderne utvikling
Den teknologiske utviklingen har gjort det mulig å støpe svært effektivt og med høy kvalitet.
Integrasjon med 3D-utskrift
Additiv produksjonsteknologi gjør det mulig for produsenter å produsere komplekse voksmønstre raskt og presist. Dette sparer penger på verktøy og fremskynder utviklingen.
Dataassistert design og simulering
Moderne investeringsstøperier bruker CAD-programvare og simulering for å oppnå optimal formdesign og metallflyt. Teknologiene bidrar til å forhindre feil og forbedre den generelle kvaliteten på produktet.
Prosessovervåking og automatisering
Automatiseringssystemet og sanntidsovervåkingsteknologien gjør det mulig for produsenten å regulere viktige parametere, som temperatur og støpeforhold, noe som fører til en mer homogen støpekvalitet.
Konklusjon
Investeringsstøping er en svært allsidig og nøyaktig produksjonsprosess som brukes til å fremstille komplekse metalldeler med høy dimensjonsnøyaktighet og overflatekvalitet. Prosessen kan utføres i en keramisk støpeform ved hjelp av et offervoksmønster, noe som gjør det mulig for produsenten å lage komplekse former og funksjoner som er vanskelige å produsere med andre støpeprosesser.
Høy presisjon, fleksibel design og allsidige materialer er fordelene med investeringsstøping, noe som gjør det til en viktig prosess i moderne produksjon. Den krever imidlertid mer produksjonstid på grunn av de mange trinnene som er involvert. Investeringsstøping spiller en svært viktig rolle i produksjonen av høytytende metalldeler i mange bransjer, fra turbinblader i luft- og romfart til bildeler og nå også medisinsk utstyr og smykker.
Med den kontinuerlige utviklingen av ny teknologi, blant annet additiv produksjon, digital simulering og beslektede teknologier, vil investeringsstøping bli enda mer produktiv og fleksibel. Slike innovasjoner vil også forbedre prosessens evne til å produsere deler av høy kvalitet til bruk i mer komplekse industriprosesser.









