
Trykkstøping er en metallstøpeprosess som bruker høyt trykk til å produsere komplekse, presise metallkomponenter i store volumer med overlegen overflatefinish og dimensjonsnøyaktighet. Dette oppnås ved at smeltet metall injiseres ved høy hastighet og under høyt trykk i en herdet stålform, kjent som en matrise. Etter at metallet har størknet, åpnes matrisen, og den ferdige komponenten skytes ut, trimmes eller sekundærbearbeides lett.

På grunn av sin hastighet, reproduserbarhet og evne til å produsere tynnveggede, detaljerte avstøpninger, pressstøping er mye brukt i bil-, elektronikk-, luftfarts-, apparat- og forbrukerproduktsektoren.
Høytrykksstøpeprosesser kan deles inn i to hovedtyper: varmkammer- og kaldkammerstøping. Selv om begge prosessene bruker trykk for å tvinge smeltet metall inn i en form, er det stor forskjell på hvordan metallet smeltes, manipuleres og sprøytes inn. Forskjellene påvirker typen metall som brukes, syklustiden, produksjonskostnadene, verktøyets levetid og emnestørrelsen.
Ved varmkammerstøping integreres smelteovnen med støpemaskinen, noe som gir raskere prosessering og bedre egnethet for legeringer med lavt smeltepunkt. Ved kaldkammerstøping brukes derimot en separat smelteovn, og det smeltede metallet helles inn i maskinen hver gang. Dette er å foretrekke når legeringen har et høyere smeltepunkt, f.eks. aluminium og kobber.
Kunnskap om forskjellene mellom disse to prosessene bidrar til Pressstøpegods Kina velge den mest effektive, kostnadseffektive og teknisk gjennomførbare metoden for bedriftens bruksområde.
Varmkammerstøping: Prosess og teknisk kunnskap
Støping i varmkammer er en høytrykksstøpeprosess for metall som først og fremst brukes for legeringer med lavt smeltepunkt. Den har omfattende bruksområder i bilindustrien, elektronikk-, telekommunikasjons- og forbruksvareindustrien, samt i sektorer som krever høye produksjonshastigheter, stramme dimensjonstoleranser og god overflatefinish.
Det viktigste med denne prosessen er at smelteovnen er integrert i støpemaskinen. På denne måten holdes det smeltede metallet kontinuerlig klart til å injiseres, noe som reduserer håndteringstiden og gir en produksjon som er mye mer effektiv enn ved andre støpemetoder.
Sammendrag av prosessen
| Prosess | Forklaring |
| Smelting | Metallet holdes smeltet i en innebygd smelteovn ved ca. 400-450 °C for sinklegeringer og 600 °C for enkelte magnesiumlegeringer. |
| Fyller svanehalsen | I dette oppsettet brukes et hydraulisk stempel til å trekke ut til smeltet metall fyller svanehalsrommet. |
| Injeksjon | Stempelet beveger seg fremover og sprøyter metall inn i formhulen med en hastighet på opptil 3060 m/s. |
| Størkning | Nedkjølingen og størkningen av metallet tar 2-10 sekunder, avhengig av emnets tykkelse. |
| Utstøting | Det er her støpeformen åpnes, og støpegodset fjernes ved hjelp av utstøpingspinner. |
| Gjenta | Den totale syklustiden er 3 til 15 sekunder, noe som muliggjør høye produksjonsvolumer. |
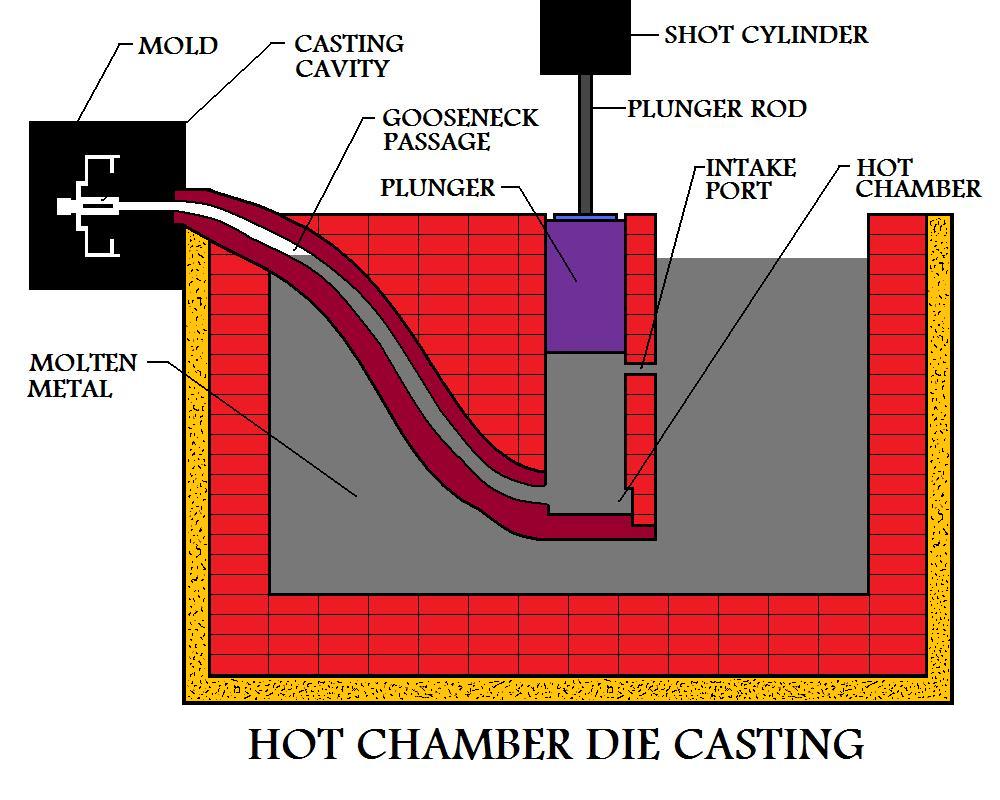
Prosessen med varmkammerstøping
I trykkstøping i varmkammer, I en innebygd ovn montert på maskinen holdes det smeltede metallet tilbake. Det smeltede metallet senker seg ned i en komponent som kalles en svanehals. Når stempelet trekkes tilbake, tilføres smeltet metall til injeksjonskammeret gjennom en inntaksport. Stempelet aktiveres deretter hydraulisk, slik at metallet presses gjennom svanehalsen og inn i formhulen med høy hastighet. Injeksjonshastigheten kan komme opp i 30-60 meter per sekund, noe som fyller hulrommet før metallet størkner.
Etter støping settes det smeltede metallet under trykk og kjøles ned. Størkningen tar vanligvis 2-10 sekunder, avhengig av veggtykkelse og legering. Når delen allerede er størknet, åpnes støpeformen, og utstøperstiftene presser støpegodset ut. Deretter stenger maskinen og starter den påfølgende syklusen.
Tekniske parametere og driftsforhold
Prosessen utføres innenfor godt kontrollerte temperatur- og høytrykksområder for å sikre verktøyets kvalitet og sikkerhet. Sinklegeringer kan støpes ved temperaturer mellom 400 og 450 °C. Magnesiumlegeringer kan derimot støpes ved temperaturer opp mot 600 °C. Injeksjonstrykket er vanligvis 7-35 MPa (ca. 1 000-5 000 psi). Formtemperaturen holdes mellom 150 og 250 °C for å sikre jevn metallflyt og kontrollert avkjøling.
På grunn av det store utvalget av maskinstørrelser varierer klemkraften vanligvis fra 20 til 500 tonn. Skuddvekten er vanligvis mindre enn 1 kg, men maskinene kan håndtere opptil 5 kg. Dette er en av de raskeste metallformingsmetodene, med produksjonshastigheter som ofte når 300-700 deler i timen på grunn av den høye syklushastigheten.
Gjeldende materialgrenser og legeringer
Støping i varmkammer gjelder bare legeringer som ikke angriper jern ved høye temperaturer. De vanligste er sinklegeringer, inkludert Zamak 3 og Zamak 5, som har smeltepunkt nær 385 °C. Det er også vanlig å bruke det med magnesiumlegeringer som AZ91D, som smelter ved ca. 595 °C. Det er også mulig å bearbeide bly-tinn-legeringer, men de har mer begrenset industriell anvendelse. Denne prosessen kan ikke brukes på aluminium, som har et smeltepunkt på ca. 660 grader Celsius, noe som kan ødelegge de nedsenkede injeksjonselementene.
Ytelsesfordeler og begrensninger i praksis
- Hastighet er en av de største fordelene med varmkammerstøping.
- Ovnen er integrert, og metalloverføringstrinnene er ikke adskilt, noe som reduserer syklustiden og energiforbruket med omtrent 20-30 prosent sammenlignet med kaldkammersystemer.
- Dimensjonstoleransene kan være så lave som ±0,05 mm, og overflatefinish med Ra-verdier på 1,6-3,2 µm kan oppnås.
- Verktøyets levetid er også god, med belastninger på 500 000 sykluser eller mer under godt vedlikeholdte forhold.
- På grunn av den kontinuerlige kontakten mellom svanehalsen, stempelet og det smeltede metallet oppstår det likevel slitasje.
- Disse delene kan skiftes ut i løpet av 50 000 til 100 000 sykluser. Prosessen egner seg også best for små og mellomstore komponenter, og ikke for store strukturelle komponenter.
| Parameter | Typisk rekkevidde |
| Metalltemperatur | 400-450 °C (sink), opp til 600 °C (magnesium) |
| Injeksjonstrykk | 7-35 MPa (1 000-5 000 psi) |
| Syklustid | 3-15 sekunder |
| Maskinens tonnasje | 20-500 tonn |
| Produksjonshastighet | 300-700 deler/time |
| Die Temperatur | 150-250°C |
| Typisk delvekt | 0,02-5 kg |
Støping i kaldt kammer: Prosess og tekniske observasjoner
Trykkstøping i kaldkammer er en høytrykksstøpeprosess som egner seg for legeringer med middels til høyt smeltepunkt. Den brukes ofte i bransjer som bilindustrien, romfart, industrimaskiner og elektronikk som krever sterke, lette komponenter med presise dimensjoner.
Denne prosessen bruker en separat ovn til å smelte metallet, i stedet for en varmkammerstøpeprosess. Hvert skudd flyttes inn i støpemaskinen med det smeltede metallet, noe som gjør systemet egnet for materialer som ville skadet en permanent nedsenket injeksjonsprosess. Dette geometriske skillet kjennetegner driftsmodusen, produksjonshastigheten og materialutvalget i kaldkammerprosessen.
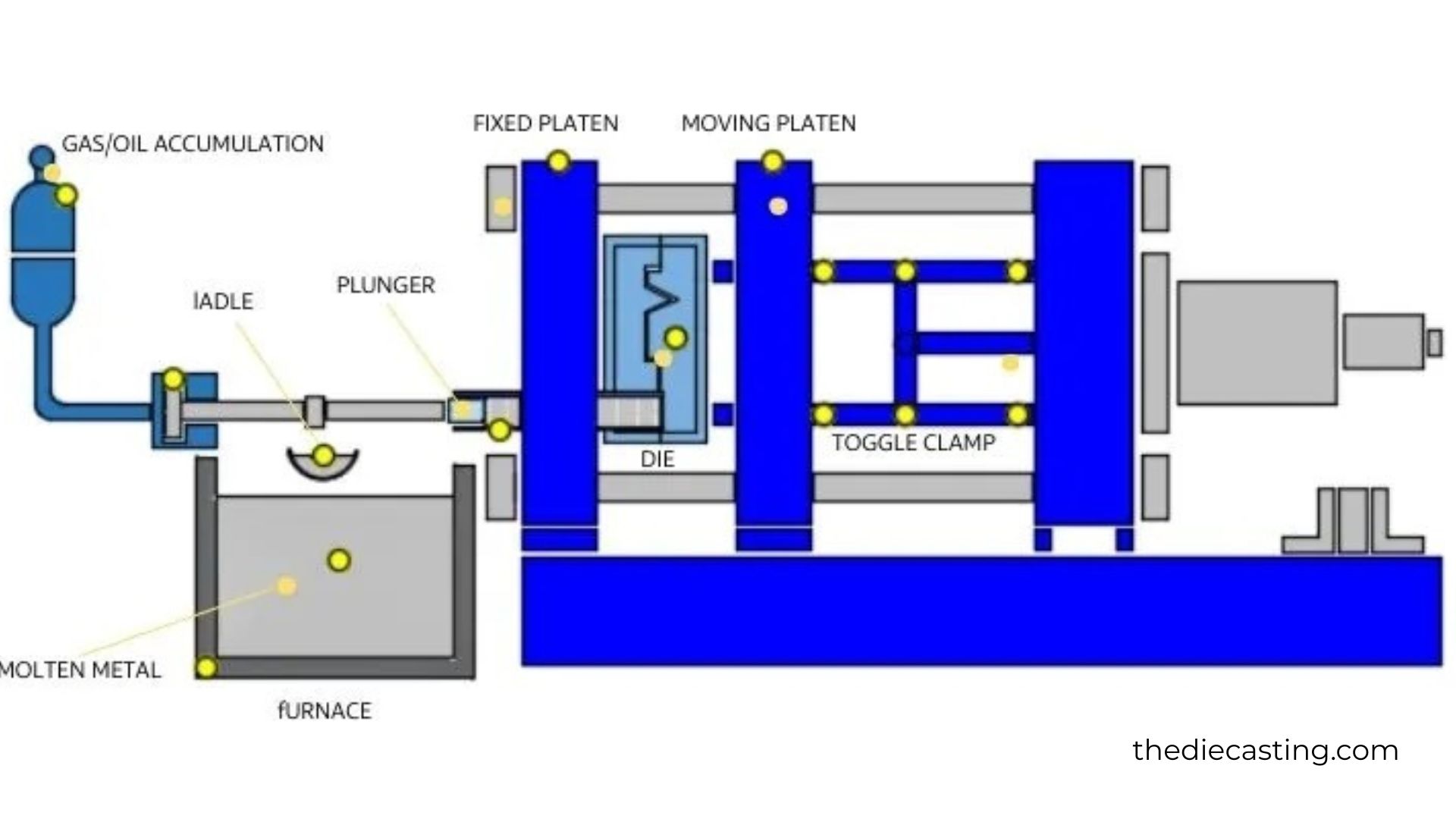
Oversikt over prosessen
I løpet av trykkstøping i kaldkammer, smeltes metallet i en ekstern ovn ved den aktuelle legeringsspesifikke temperaturen. Smeltetemperaturen til aluminiumslegeringer ligger vanligvis i området 660-700 °C, og kobberbaserte legeringer kan smeltes ved temperaturer på over 1000 °C. Etter smeltingen helles en spesifisert mengde metall inn i støpemaskinens støpehylse, enten ved hjelp av en manuell øse eller et automatisert robotsystem. Støpehylsen består av en sylinder av herdet stål som er utsatt for gjentatte termiske og mekaniske belastninger.
Injeksjon og størkning av metall
Når smeltet metall er tilsatt i sprøytehylsen, skyves et hydraulisk stempel frem og presser metallet inn i støpeformens hulrom under høyt trykk. Injeksjonstrykket er svært høyt, vanligvis 30-150 MPa (ca. 4 350-21 750 psi), sammenlignet med varmkammerstøping. Metallet helles inn i støpeformen mugg i høy hastighet for å sikre at hulrommet fylles til størkningspunktet.
Når hulrommet er fylt, påføres trykk til metallet størkner. Størkningstiden avhenger også av emnestørrelse og veggtykkelse, men varierer vanligvis fra 5 til 20 sekunder. Når metallet er størknet, åpnes støpeformen med utstøterpinnene, slik at støpegodset tvinges ut. Siden metallet må lades på nytt ved hver syklus, er den totale syklustiden lengre enn ved varmkammerstøping, vanligvis 20-60 sekunder.
Driftsforhold
Kaldt kammer pressstøping brukes under mer krevende termiske og mekaniske forhold. Formtemperaturen holdes vanligvis mellom 200 og 300 °C for å balansere metallflyt og verktøyets levetid. Vann eller olje sirkulerer gjennom verktøyets kjølekanaler for å kjøle ned støpeformen effektivt og regulere størkningshastigheten. Defekter som krymping, porøsitet og vridning minimeres ved hjelp av effektiv varmestyring.
Stempelet og sprøytehylsen er aldri helt nedsenket i det smeltede metallet, i motsetning til komponentene i injeksjonssystemet. Dette reduserer kjemiske angrep og utsetter dem for termisk sjokk per syklus. Disse komponentene er vanligvis laget av høykvalitets verktøystål og krever regelmessig utskifting eller vedlikehold etter en rekke produksjonskjøringer.
Maskinspesifikasjoner
Trykkstøpemaskiner er vanligvis større og kraftigere enn varmkammerstøpemaskiner. Spennkraften varierer vanligvis fra 200 til over 4000 tonn, noe som gjør det mulig å produsere større og tyngre deler. Avhengig av maskinens kapasitet kan skuddets vekt variere fra noen hundre gram til mer enn 20 kilo. Produksjonshastigheten er i gjennomsnitt 100 til 300 deler i timen, med varierende kompleksitet og størrelse på delene.
Egnede legeringer
Prosessen hjelper metaller med høyere smeltepunkt som ikke kan brukes i varmkammermaskiner. A380 og ADC12 er de mest populære aluminiumslegeringer på grunn av deres høye styrke/vekt-forhold og korrosjonsbestandighet.
Kaldkammerutstyr brukes også ofte til å støpe magnesiumlegeringer, særlig til konstruksjonsformål. Legeringer av kobber, messing og bronse kan også bearbeides, men de krever sterkere verktøy på grunn av høyere støpetemperaturer.
Ytelsesmessige fordeler
Kaldkammerstøping gir større materialfleksibilitet og muligheten til å støpe sterke strukturelle komponenter. Det er mulig å lage deler med komplekse former, tynne vegger og fine detaljer uten at det går på bekostning av de mekaniske egenskapene. Vanlige dimensjonstoleranser er i størrelsesorden ±0,1 til ±0,2 mm. Prosessen forbedrer også vakuum- og pressstøping, reduserer porøsiteten og forbedrer den strukturelle integriteten.
Begrensninger i prosessen
- De største ulempene med kaldkammerstøping er lengre syklustider og høyere energiforbruk.
- Kravet om å flytte smeltet metall per skudd forsinker produksjonen og øker risikoen for varmetap.
- Verktøykostnadene øker også på grunn av de høyere termiske og mekaniske påkjenningene som formene må tåle.
- Feil øse- eller injeksjonskontroll kan også forverre luftinneslutning og porøsitet.
| Parameter | Typisk rekkevidde |
| Metalltemperatur | 660-700 °C (aluminium), opp til 1100 °C (kobberlegeringer) |
| Injeksjonstrykk | 30-150 MPa (4 350-21 750 psi) |
| Syklustid | 20-60 sekunder |
| Produksjonshastighet | 100-300 deler/time |
| Die Temperatur | 200-300°C |
| Typisk delvekt | 0,2-20+ kg |
| Maskinens tonnasje | 200-4 000+ tonn |
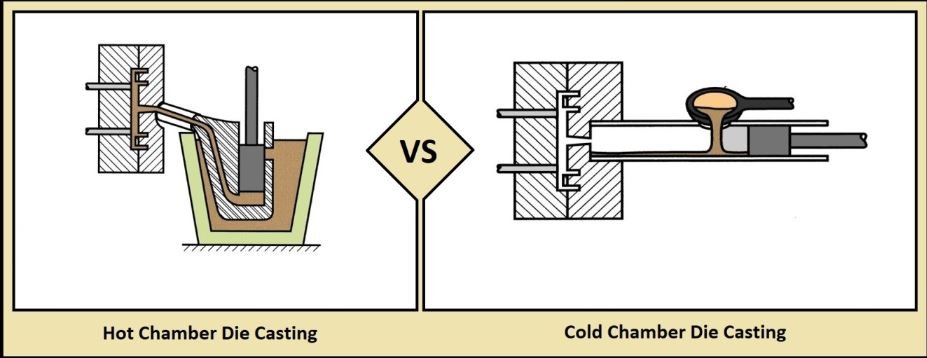
Varmkammerstøping vs. kaldkammerstøping
Forståelse av forskjellen mellom varm- og kaldkammerstøping er avgjørende. Høytrykksstøping er mye brukt til å produsere presise metalldeler med høy hastighet. Prosessen kategoriseres som varm- eller kaldkammer. Selv om begge prosessene sprøyter smeltet metall inn i en stålform under trykk, skiller de seg fra hverandre når det gjelder utstyrsdesign, tillatte metaller, hastighet, kostnader og bruk.
| Funksjon | Varmkammerstøping | Støping i kaldt kammer |
| Ovnens plassering | Ovnen er innebygd i støpemaskinen | Metallet smeltes i en separat ekstern ovn |
| Håndtering av metall | Smeltet metall trekkes automatisk inn i injeksjonssystemet | Smeltet metall øses eller helles inn i sprøytehylsen i hver syklus |
| Injeksjonssystem | Svanehals-mekanisme nedsenket i smeltet metall | Stempelet sprøyter inn metall fra en separat sprøytehylse |
| Egnede metaller | Legeringer med lavt smeltepunkt (sink, magnesium, bly-tinn) | Legeringer med høyere smeltepunkt (aluminium, kobber, messing, bronse) |
| Smeltetemperaturområde | 400-450 °C (sink), opp til 600 °C (magnesium) | 660-700 °C (aluminium), opp til 1100 °C (kobberlegeringer) |
| Injeksjonstrykk | 7-35 MPa | 30-150 MPa |
| Syklustid | Svært kort: 3-15 sekunder | Lengre: 20-60 sekunder |
| Produksjonshastighet | 300-700 deler per time | 100-300 deler per time |
| Maskinstørrelse | Mindre maskiner | Større og tyngre maskiner |
| Klemmekraft | 20-500 tonn | 200-4 000+ tonn |
| Typisk delvekt | 0,02-5 kg | 0,2-20+ kg |
| Kapasitet for delstørrelser | Best for små til mellomstore deler | Egnet for mellomstore til svært store deler |
| Slitasje på verktøy | Større slitasje på svanehalsen og stempelet på grunn av konstant kontakt med smeltet metall | Mindre kjemisk slitasje, men mer termisk sjokkbelastning |
| Verktøyets levetid | Bra, men innsprøytningskomponentene slites raskere | Matriksene utsettes for større påkjenninger; vedlikeholdskostnadene er høyere |
| Overflatebehandling | Utmerket overflatefinish | Meget god overflatefinish |
| Dimensjonell nøyaktighet | Svært høy (±0,05 mm mulig) | Høy (±0,1 til ±0,2 mm typisk) |
| Energieffektivitet | Mer effektiv (integrert varmesystem) | Høyere energiforbruk på grunn av separat smelting og overføring |
| Risiko for porøsitet | Lavere på grunn av kontinuerlig metalltilførsel | Høyere risiko for øsing og luftinneslutning |
| Kostnader for utstyr | Lavere maskinkostnader | Høyere maskin- og verktøykostnader |
| Best for | Små presisjonskomponenter i store volumer | Sterke strukturelle og større komponenter |
| Industrier | Elektronikk, forbruksvarer, maskinvare | Bilindustrien, romfart, industrimaskiner |
Konklusjon
Det er viktig å merke seg at både varmkammer- og kaldkammerstøping spiller nøkkelroller i moderne høytrykksstøping, ettersom de støtter ulike produksjonskrav.
Varmkammerstøping egner seg best til høyvolumproduksjon av små deler, med høy presisjon, legeringer med lavt smeltepunkt, høye syklustider, god overflatefinish og lavt energiforbruk.
Kaldkammerstøping er derimot avgjørende for metaller med høyere smeltepunkt, som aluminium- og kobberlegeringer, og gjør det mulig å produsere større, sterkere og mer strukturelt krevende deler, men med lengre syklustider og høyere verktøykostnader.
Valg av prosess avhenger blant annet av legeringstype, delstørrelse, mekaniske krav, produksjonsvolum og kostnader. Disse forskjellene er tydelig forstått, noe som gjør det mulig produsenter for å optimalisere kvalitet, effektivitet og produksjonsytelse.









