

Fundição sob pressão de zinco é um processo de fabricação muito eficiente, amplamente utilizado em peças de automóveis, caixas eletrônicas, acessórios, hardware, equipamentos médicos e bens de consumo. Ele é apreciado por sua capacidade de criar geometrias complexas com precisão dimensional de alta qualidade, acabamentos de superfície limpos e altas taxas de produção.
Apesar desses benefícios, a fundição sob pressão de zinco não é uma tecnologia imune a problemas de qualidade. Os defeitos podem ocorrer devido a irregularidades nos materiais usados, na capacidade da ferramenta, na falta de controle do processo ou no projeto.
A boa prevenção de defeitos, a resolução de problemas e o controle de qualidade são essenciais para garantir uma qualidade uniforme na produção, reduzir as taxas de refugo e aumentar a eficiência geral do processo de fabricação.
Este documento fornecerá uma discussão aprofundada sobre os defeitos mais comuns em fundição sob pressão de zinco, A qualidade da produção é um fator determinante para o sucesso da empresa, suas causas, ações corretivas eficazes e práticas recomendadas de perfil para garantir a qualidade em cada ciclo de produção.
Problemas de qualidade na fundição sob pressão de zinco
O processo de fundição de zinco envolve a injeção de liga de zinco fundido sob alta pressão em uma matriz de aço altamente usinada. A taxa de solidificação do metal é rápida, resultando em tempos de ciclo curtos e alta repetibilidade.
No entanto, a alta pressão e a alta velocidade em que o processo opera são os mesmos fatores que contribuem tanto para sua eficácia quanto para sua suscetibilidade a defeitos quando os parâmetros não são monitorados.
Os problemas de controle de qualidade na fundição sob pressão de zinco geralmente estão associados ao desempenho mecânico, à qualidade dimensional, à aparência da superfície, à resistência à corrosão ou ao ajuste da montagem.
A maioria dos defeitos está interconectada, pois uma única causa raiz pode levar a vários problemas de qualidade. É importante entender as relações entre o comportamento do material, o projeto da matriz e os parâmetros de processamento para permitir uma solução eficiente de problemas.
Defeitos de fundição sob pressão de zinco
Mais comuns defeitos na fundição sob pressão de zinco podem ser classificados de acordo com a aparência e seu efeito no desempenho da peça. A tabela a seguir apresenta uma visão geral dos defeitos comuns e seu efeito geral.
| Tipo de defeito | Aparência | Impacto |
| Porosidade | Vazios ou pinhole internamente | Reduzirá a resistência Pode causar vazamento |
| Fechamento a frio | Linhas e costuras visíveis | Isso resultará em uma ligação fraca entre o fluxo. |
| Encolhimento | Cavidades e marcas de afundamento | As dimensões das peças mudam. Isso levará a imprecisões de medição. |
| Preenchimento incompleto | Seções ausentes ou finas | Isso causará a falha funcional. |
| Solda | Metal aderido à matriz | Isso causará danos à ferramenta |
| Rachaduras | Fraturas internas ou superficiais | Essa aparência indica dano ou falha estrutural. |
| Formação de bolhas | Aparência de bolhas na superfície | Acabamento superficial ruim |
| Flash | Excesso de metal nas linhas de separação | A aparência estética será prejudicada |
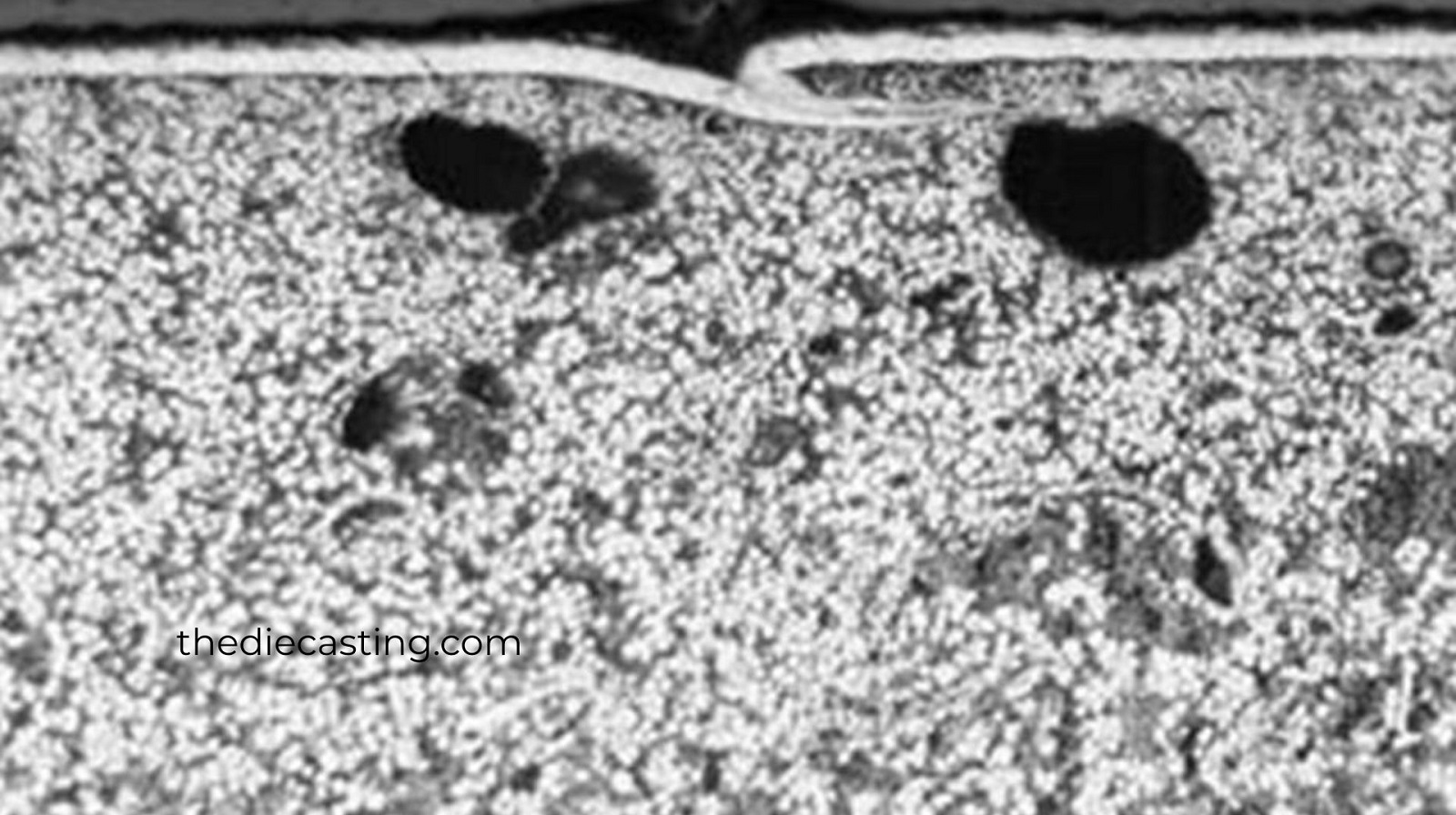
Porosidade em fundições sob pressão Zinco
A porosidade refere-se à presença de espaços vazios ou bolhas de gás na peça fundida. Essas cavidades podem estar localizadas na superfície ou dentro do corpo; elas são muito difíceis de detectar sem técnicas de inspeção sofisticadas. A porosidade quebra a integridade mecânica da peça fundida e pode resultar em vazamento nos componentes que contêm pressão.
| Tipo de porosidade | Descrição | Origem |
| Porosidade do gás | Vazios suaves e arredondados | O gás ou o ar fica preso |
| Encolhimento Porosidade | Cavidades irregulares | Alimentação inadequada |
| Microporosidade | Vazio muito fino | Solidificação rápida |
Etiologia e profilaxia
A porosidade pode ser resultado de ar preso durante a injeção, alta turbulência no fluxo do metal fundido ou ventilação deficiente da cavidade da matriz. A formação de gás também pode ocorrer devido ao alto teor de umidade nas superfícies da matriz ou à temperatura inadequada da fusão.
A redução da porosidade é obtida por meio do controle rigoroso da velocidade e da pressão de injeção, da ventilação das matrizes e da utilização eficiente de sistemas de vácuo, quando necessário. A manutenção de uma temperatura de fusão ideal e a manutenção das superfícies da matriz limpas e secas também reduzirão o aprisionamento de gás.
Na maioria dos casos, a reconstrução do sistema de passagem para facilitar o fluxo suave do metal pode ajudar muito a minimizar a porosidade.
Defeitos na linha de fluxo e desligamentos a frio
Descrição e impacto
Fechamento a frio: ocorre quando dois fluxos de zinco fundido se encontram e não se fundem corretamente, deixando uma costura ou linha visível na superfície da fundição. Essas falhas reduzem a integridade estrutural e podem causar o colapso precoce sob pressão mecânica.
Causas básicas e soluções
A baixa temperatura de fusão, a velocidade de injeção inadequada ou os longos caminhos de fluxo podem levar à solidificação prematura e ao fechamento a frio. O mau posicionamento das comportas e das seções de paredes finas também piora a situação.
Para evitar o fechamento a frio, é necessário melhorar as características de fluxo do metal. Isso pode ser feito aumentando as temperaturas da fusão e da matriz dentro de faixas razoáveis, otimizando a velocidade de injeção e redesenhando as portas para permitir um enchimento equilibrado. A continuidade do fluxo também é aprimorada com a alteração da geometria da peça para eliminar seções finas e ângulos agudos.
Defeitos de contração na fundição sob pressão de zinco

Conhecimento sobre o comportamento de encolhimento
Quando o zinco fundido se solidifica, ele se contrai, causando encolhimento. A menos que mais metal fundido seja adicionado para compensar essa contração, podem se formar cavidades internas ou marcas de afundamento na superfície. As defeitos de zinco na forma de encolhimento geralmente surgem nas áreas de fundição mais espessas e que podem ser verificadas como as últimas a se solidificar.
Razões e medidas corretivas
A pressão de retenção insuficiente, o projeto inadequado do sistema de alimentação ou as mudanças repentinas na espessura da parede geralmente são as causas dos defeitos de contração. Taxas de resfriamento irregulares também podem causar encolhimento localizado.
Para evitar isso, é importante projetar os canais e as comportas para manter uma alimentação constante de metal durante todo o processo de solidificação. Ao aplicar uma pressão de retenção mais alta e aumentar o tempo sob pressão, o metal fundido pode compensar o encolhimento. Manter a espessura uniforme da parede e melhorar o equilíbrio térmico na matriz também minimiza o risco de defeitos relacionados à retração.
Formação de flash e seu controle
Descrição do Flash
O flash se apresenta na forma de camadas finas de excesso de metal ao longo da linha de separação da matriz, do pino ejetor ou na forma de aberturas. Embora o flash não comprometa necessariamente a funcionalidade da peça, ele geralmente exige processos de corte secundários e pode afetar a aparência.
Causas e prevenção
A formação de flash tem sido frequentemente associada à alta pressão de injeção, ao desgaste dos componentes da matriz ou até mesmo ao desalinhamento da matriz. As superfícies da matriz também podem não vedar adequadamente devido à presença de materiais estranhos.
Para evitar o flash, é necessário manter a quantidade correta de pressão de injeção, a força de fixação adequada e a manutenção rotineira da matriz. O desgaste e a verificação de danos das matrizes, bem como a manutenção das superfícies de separação limpas, são medidas necessárias para o controle do flash.
Imperfeições de superfície Bolhas
Natureza da formação de bolhas
A formação de bolhas aparece como bolhas elevadas na superfície da fundição e tende a aumentar posteriormente durante a galvanização, a pintura ou a exposição ao calor. Essas falhas afetam negativamente a aparência da superfície e a adesão do revestimento.
Fatores contribuintes e soluções
A formação de bolhas normalmente se deve à explosão de gás durante o pós-processamento ou à umidade nas superfícies da matriz e ao excesso de lubrificante. A porosidade na subsuperfície próxima à superfície também aumenta o risco de formação de bolhas.
As bolhas podem ser evitadas melhorando a eficiência da ventilação, usando lubrificantes de matriz com baixo teor de umidade e controlando a temperatura da matriz. A redução do reaquecimento no segundo estágio da operação também ajuda a minimizar o risco de defeitos na superfície.
Preenchimentos inacabados e fotos curtas
Descrição e consequências
O enchimento incompleto ocorre quando a cavidade da matriz não é preenchida com zinco fundido, deixando-a com enchimento insuficiente ou parcial. Essas falhas tornam os componentes inúteis, e os níveis de refugo diminuem drasticamente.
Causas e remédios
O preenchimento incompleto geralmente pode ser causado por pressão de injeção inadequada, temperatura de fusão insuficiente, aberturas bloqueadas ou sistemas de passagem projetados incorretamente. A dificuldade de preenchimento também é causada por seções de parede fina e geometrias complicadas.
As soluções para esse problema incluem o aumento da taxa e da pressão de injeção, a otimização da temperatura de fusão e a garantia de ventilação adequada. Para melhorar o fluxo de metais para regiões de difícil preenchimento, pode ser necessário redesenhar o portão e alterar a geometria da peça.
Problemas de solda e colagem de matrizes
Entendendo a soldagem
A soldagem é um processo no qual a matriz é coberta com zinco fundido, o que resulta em danos à superfície e problemas dimensionais, além de tempos mais curtos de limpeza e reparo.
Problemas e planos de prevenção
As causas básicas da soldagem são as altas temperaturas da matriz, o revestimento incorreto da matriz e as composições de liga inadequadas. A falta de lubrificação adequada também aumenta a probabilidade de adesão do metal.
A prevenção da solda deve ser rigorosamente controlada pela temperatura da matriz, pelo revestimento da matriz e pela liga de zinco utilizada. A lubrificação regular também é muito importante para proteger as superfícies da matriz.
Rachaduras e rasgos a quente
Características e riscos
Durante ou após a solidificação, formam-se rachaduras e fissuras quentes devido ao estresse térmico ou à contração limitada. Essas falhas comprometem significativamente a integridade estrutural e não estão necessariamente localizadas na superfície.
Causas básicas e mitigação
Bordas afiadas, resfriamento assimétrico, com altas tensões residuais e tempo de ejeção ruim são alguns dos fatores que contribuem para a formação de rachaduras. Essas condições normalmente são agravadas por um projeto de peça ruim.
Para reduzir as rachaduras, arredonde os cantos afiados com filetes e raios, equalize o resfriamento e maximize o tempo de ejeção. Uma das melhores soluções de longo prazo é aprimorar o design das peças para que se adaptem à contração natural do metal.
Práticas de garantia de qualidade da fundição sob pressão de zinco
A garantia de qualidade de fundição sob pressão de zinco não termina no final, mas deve ser incorporado em todo o processo de produção.
Controle de inventário
A prevenção de defeitos se baseia na manutenção da qualidade da liga. A composição da liga de zinco influencia diretamente a fluidez, a força, a resistência à corrosão e a interação com a matriz.
| Aspecto de controle | Método de inspeção |
| Composição química | Análise do espectrômetro |
| Níveis de impureza | Certificação de fornecedores |
| Consistência da liga | Rastreabilidade de lotes |
Controle e monitoramento de parâmetros de processo
Os parâmetros cruciais do processo devem ser controlados de forma consistente para manter um nível estável de produção. A tabela a seguir indica os parâmetros comuns e seus efeitos sobre a qualidade.
| Parâmetro | Faixa | Qualidade |
| Temperatura de fusão | 380-430°C | Comportamento do fluxo e porosidade |
| Pressão de injeção da matriz | Específico de acordo com as peças | Enchimento e flash |
| Temperatura da matriz | 150-250°C | Qualidade da superfície |
| Ciclismo | Otimizado | Encolhimento e rachaduras |
Os métodos de controle estatístico de processos permitem que os fabricantes detectem tendências e corrijam desvios, evitando assim defeitos.
Métodos de inspeção final e em processo
As verificações de qualidade durante e após a produção ajudam a garantir que produtos de alta qualidade sejam entregues aos usuários finais.
| Método de inspeção | Finalidade |
| Teste de raios X | Porosidade interna |
| Inspeção visual | Os defeitos de superfície serão notados. |
| Teste de vazamento | Tolerância de pressão |
| Avaliação dimensional | Verificação da tolerância |
| Teste de superfície | Prontidão do revestimento |
Manutenção de ferramentas e seu efeito na qualidade
A condição do ferramental influencia diretamente a qualidade da fundição e a estabilidade do processo. Matrizes sem manutenção também criam chances de flash, solda e variação dimensional.
A limpeza, o desgaste, o polimento de superfícies e a substituição de peças desgastadas são realizados regularmente para manter a mesma qualidade das peças e prolongar a vida útil das ferramentas.
Análise de defeitos em círculos
A análise sistemática dos dados de defeitos é a chave para a melhoria da qualidade a longo prazo. O reconhecimento dos problemas comuns e de suas causas básicas eliminará as falhas.
| Ferramenta | Aplicativo |
| Análise de Pareto | Detecção de defeitos |
| FMEA | Avaliação de riscos |
| Diagramas de espinha de peixe | Análise de causa raiz |
| Gráficos SPC | Estabilidade do processo |

Conclusão
A fundição sob pressão de zinco ainda é considerada um dos processos de fabricação mais eficazes e úteis para criar peças complexas e de alta precisão em grande escala. No entanto, para obter uma qualidade consistente, é necessário um entendimento abrangente dos defeitos comuns, suas causas subjacentes e as interações entre as propriedades do material, o projeto da matriz e os parâmetros do processo, conforme discutido neste artigo.
Os defeitos geralmente estão inter-relacionados, de modo que a melhoria após a correção de um problema pode ter um efeito positivo em outros resultados de qualidade. A solução de problemas começa com um bom controle de processo de temperaturas estáveis de fundição e matriz, uma pressão de injeção ideal e projetos de gating e ventilação. A garantia de qualidade ativa também é importante e inclui controle de ligas, monitoramento de processos em tempo real, manutenção regular de ferramentas e análise sistemática de defeitos.
As taxas de refugo, a vida útil da ferramenta, o desempenho mecânico e a satisfação do cliente podem ser reduzidos significativamente com a introdução da garantia de qualidade em todo o ciclo de vida da produção, em vez de no final, e os fabricantes devem realizar testes de qualidade em seus produtos de forma consistente.
Por fim, a chave para o sucesso de longo prazo das operações de fundição de zinco é uma abordagem disciplinada e orientada por dados para a prevenção de defeitos e a melhoria contínua.
Perguntas frequentes
1. Qual é o maior defeito da fundição sob pressão de zinco?
Um dos defeitos mais frequentes é a porosidade, que pode resultar de gás aprisionado, ventilação insuficiente ou controle inadequado da temperatura, e pode reduzir drasticamente a resistência das peças.
2. O que pode ser feito para reduzir a porosidade em peças fundidas de zinco?
A redução da porosidade pode ser obtida por meio da otimização da velocidade e da pressão de injeção, do aprimoramento dos sistemas de ventilação ou vácuo da matriz, da regulação da temperatura da massa fundida e do redesenho das portas para permitir um fluxo mais suave do metal.
3. Qual é o motivo do flash na fundição de zinco?
O flash geralmente se deve à pressão excessiva de injeção, a matrizes desgastadas, desalinhadas ou mal fixadas e à liberação de metal fundido nas linhas de separação.
4. Qual é a importância da manutenção de ferramentas na garantia de qualidade?
A manutenção de suas ferramentas eliminará defeitos, como fulgor, problemas de solda e variação dimensional, estenderá a vida útil da matriz e proporcionará condições de produção consistentes.
5. A garantia de qualidade é realizada após a fundição?
Não. A garantia de qualidade não é um processo único, mas um processo contínuo que incorpora verificações de liga, verificações de processo, verificações durante o processo e verificações pós-processo para manter a produção livre de erros.









