Обработка титана
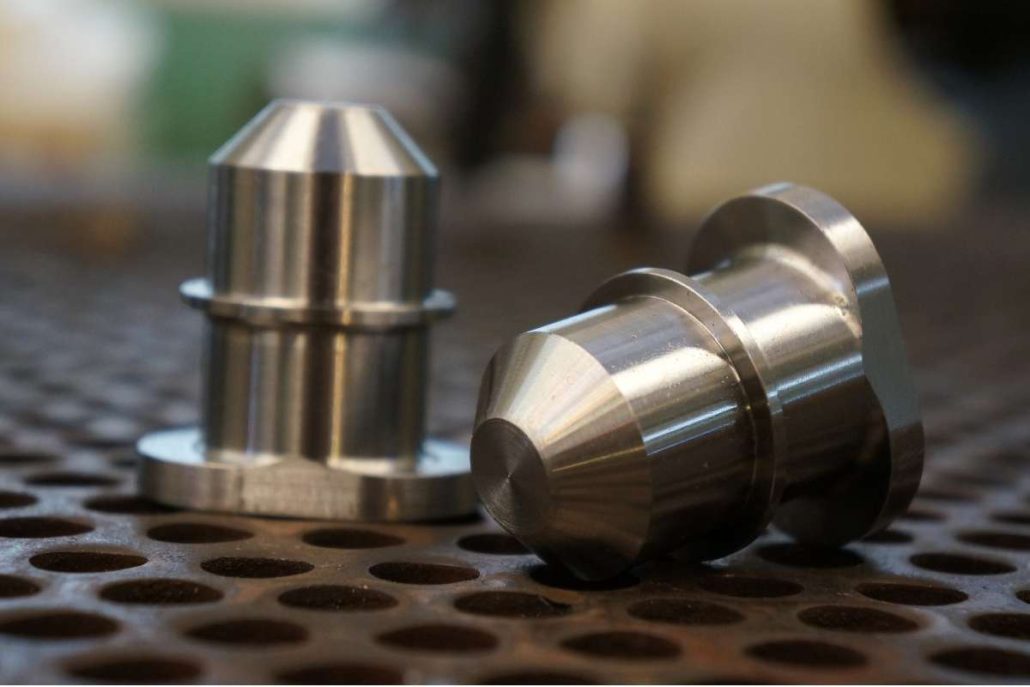
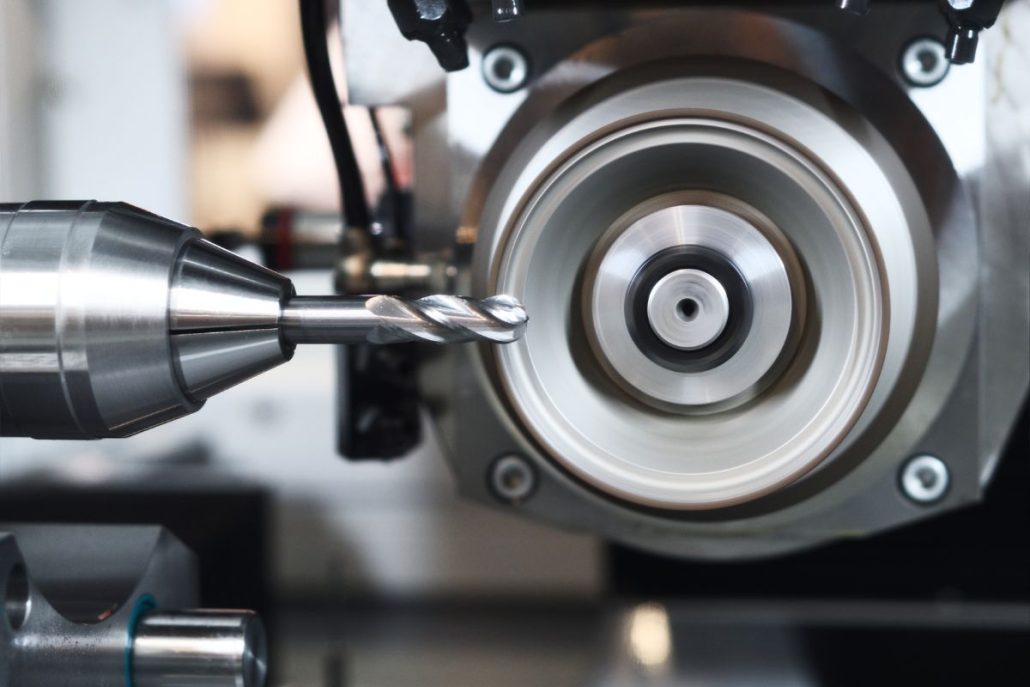
Металлообработка деталейTitanium was once a material that was used by only a few select shops and was rarely touched by the average machinist, but now it is used much more frequently and has been used by many machinists over the course of their careers. The machining of titanium is not similar to that of standard materials such as aluminum and steel in the industry. However, because of their enormous profits, more shops are beginning to express an interest in these jobs. In this article, we will cover successful practices for cnc machining titanium, how to select the appropriate cutting tools, and things that need to be considered by machinists. wanto know more about other machining process, please go to Manufacturer of Turned Components page. Machining Titanium: Key Considerations CNC Machining with titanium is a complex process because of its strength, making it appropriate for most demanding applications while simultaneously being difficult to machine. It is vital to comprehend the details of the machining process to get the best outcome and extend the tool’s lifespan. Selection of Cutting Tools Machining titanium requires considering cutting tools. Since titanium is resistant to heat and hard, it is crucial to choose tools that can withstand these properties. Coated high-speed steel tools with tungsten, carbon, and vanadium are suitable because of their hardness retention at temperatures up to 600°C. These tools allow for better cutting and reduce the chances of chipped edges, improving the machining processes. Importance of Tool Coatings The coating of cutting tools is significant, and applying the correct type of coating will improve the cutting tools’ performance during titanium machining. Coatings such as titanium aluminum nitride (TiAlN) reduce heat generation by creating a layer of aluminum oxide on the tool’s surface. This layer minimizes heat conduction and chemical interaction between the tool and workpiece, increasing tool life and chip removal. Ensuring Stability in Machining Stability during titanium machining is vital to reduce vibration and increase the accuracy of the cutting. Due to the flexibility of titanium and high forces, chattering is likely to occur, which is detrimental to the quality of the machined surface. Work with more giant core-diameter end mills to improve stability and ensure the shortest distance between the spindle nose and the tooltip. Using constant machining feeds and speeds also reduces heat and strain hardening on the tool, thus maintaining the tool’s functionality and durability. Advantages of Climb Milling Climb milling has several benefits when used in custom titanium machining. In climb milling, the chip thickness starts from a wider one and gradually reduces, while in down milling, the opposite is true. This helps enhance the heat transfer to the chips rather than the workpiece, thus minimizing thermal stress and tool wear. Climb milling enhances shear and proper chip clearing behind the cutter, improving machining and surface finish efficiency. Knowledge of these strategies is crucial to the successful machining of titanium. Thus, selecting proper tools, appropriate coatings, stability, and adequate milling strategy will enable the machinists to obtain the desired dimensions and efficiency of the titanium components under the industrial requirements. Common Grades Used For CNC Machining Let’s discuss some common grades typically used in cnc titanium machining. Grade 1: Commercially pure titanium containing not more than 0.3% of Oxygen. Some of the most common types include grade 1 titanium with high ductility and low oxygen content. It has good machinability, high impact toughness, and high corrosion resistance and is applied in the medical, automobile, and aerospace industries. However, Grade 1 titanium has some drawbacks; it has lower strength than the other grades of titanium and thus cannot be used in areas where stress is applied. Grade 2 (Commercially Pure Titanium containing a standard amount of Oxygen) The second grade of titanium is also known as the workhorse titanium because of its average oxygen content, high corrosion resistance, formability, weldability, and ductility. It is widely used in the medical and aerospace industries, especially in aircraft engine parts, due to its mechanical characteristics that enable it to withstand the applied conditions. Grade 3(Pure titanium with a moderate quantity of oxygen) Grade 3 titanium is considered to have moderate mechanical properties such as corrosion, workability, and strength. It is not as commonly used in commercial applications as Grade 1 and 2. Still, it is used in medical, marine, and aerospace industries where consistent performance of parts and assemblies is required. Grade 4 (Pure Titanium with high oxygen content) Grade 4 titanium is one of the most powerful and chemically stable materials for cnc titanium machining. it is appreciated for its ability to work in harsh environments. Nonetheless, it has a high oxygen content, which makes it rather difficult to machine. It uses a lot of coolant and has high feed rates during machining. This grade is used in cryogenic vessels, chemical processing equipment, and airframe parts where high strength and toughness are essential. Grade 5 (Ti6Al4V) Ti6Al4V is an alpha-beta titanium alloy with 6% Al and 4% V; this material has good mechanical properties, including high strength, reasonable formability, and good corrosion resistance. It is used in power plants, offshore platforms, ships and ship parts, high-strength aerospace products, and so on. The grade 5 titanium is applied in all the areas where high performance is needed in various conditions of the environment. Grade 6 (Ti 5Al-2.5Sn) Grade 6 titanium alloy has good stability and high strength and can quickly be joined, especially at high operating temperatures. This makes it ideal for use in airframes, jet engines, and other aerospace parts and components where the strength of the material is of utmost consideration. Due to its ability to handle high temperatures and stress conditions, it is suitable for rigorous conditions. Grade 7 (Ti-0.15Pd) When comparing Grade 2 with Grade 7, the latter contains palladium to improve the corrosion properties, particularly in chemical applications. It has good forming and welding characteristics, and because of its resistance to corrosive agents, it is extensively used in chemical processing equipment where strength and durability are essential.