

Холодное камерное литье под давлением - это прецизионный вид производства, применяемый для изготовления сложных металлических деталей, отличающихся высоким уровнем прочности и точности. Этот процесс лучше всего подходит для металлов с высоким порогом температуры плавления, таких как алюминий, латунь и медные сплавы. Системы литья под давлением с холодной камерой не помещаются в расплавленный металл, как системы литья под давлением с горячей камерой; вместо этого металл помещается в машину для литья под давлением с холодной камерой путем ручного залива металла в машину для литья под давлением с холодной камерой после его расплавления в другой печи. Такая схема меньше изнашивает машину и использует более прочные сплавы.
Среди важных факторов, которые заставляют компании делать выбор в пользу этого метода, - преимущества и недостатки специального литья под давлением в холодной камере. Он отличается высокой точностью размеров, гладкостью поверхности, а также длительным временем цикла. Тем не менее, его прочность и долговечность компонентов являются фаворитами на автомобильном, аэрокосмическом и электронном рынках.
Разница между горячим и холодным камерным литьем под давлением имеет решающее значение для правильного выбора процесса. Литье под давлением в горячей камере происходит быстрее и применяется для металлов с низкой температурой плавления, таких как цинк, в то время как система литья под давлением в холодной камере предназначена для работы с более высокими температурами и более прочными металлами. С помощью этого процесса производители смогут изготавливать долговечные и надежные детали с высокой степенью точности.
В данной статье мы рассмотрим принцип работы холодной камеры литья под давлением, ее основные части, характер используемого металла, а также технологические параметры холодной камеры литья под давлением, включая усилие смыкания и время цикла. Также будут рассмотрены преимущества и недостатки литья под давлением с холодной камерой, чтобы вы получили полное представление об этом важном производственном процессе.
Что такое холодное камерное литье под давлением?

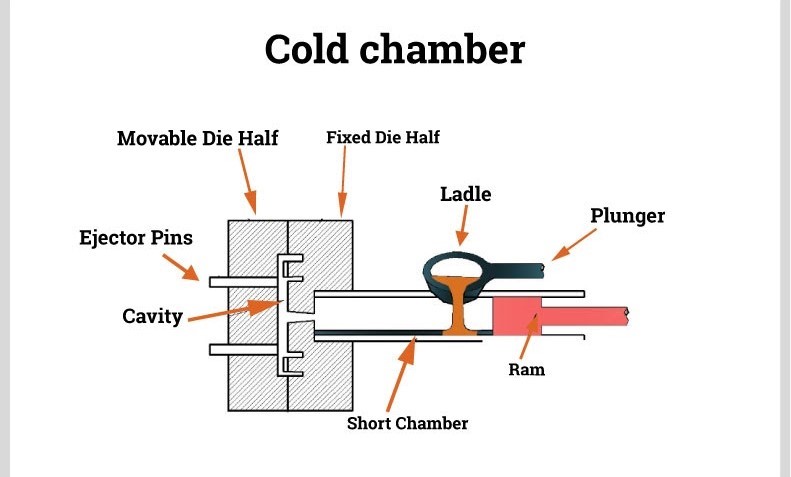
Холодное камерное литье под давлением: Процесс литья под давлением в холодной камере - это процесс литья металла, при котором расплавленный металл вручную или автоматически заливается в отдельную холодную камеру вне системы впрыска. Затем металл под высоким давлением выталкивается в полость формы, в результате чего металл охлаждается и кристаллизуется в требуемую форму.
Обычно она применяется для металлов с высокой температурой плавления, таких как латунь, алюминий и медные сплавы. Цель - избежать коррозии и термической усталости, которые могут привести к неправильной работе компонентов системы впрыска, в отличие от горячей камеры процесс литья под давлениемЕсли механизм впрыска подвешен в расплавленном металле, то в холодной камере процесс впрыска обеспечивает разделение оборудования.
Применение практики последнего, т.е. холодного камерного литья под давлением, особенно выгодно там, где используемые металлы могли бы повредить компоненты, соприкасаясь с ними. В самом процессе впрыска можно использовать высокое давление, и тогда получатся более плотные и прочные компоненты с блестящей поверхностью и стабильностью размеров.
Процесс литья под давлением - шаг за шагом

Метод литья под давлением в холодной камере предназначен для изготовления высокоточных и твердых металлических деталей, которые часто состоят из сплавов с точкой плавления при высоких температурах, таких как алюминий и латунь. Давайте рассмотрим пошагово, как это работает:
1. Внешняя печь используется для расплавления металла
Процесс похож на процесс литья в горячей камере, за исключением того, что плавление металла происходит в отдельной печи снаружи. Это необходимо для того, чтобы расплавленный металл при литье в холодной камере вызывал высокий уровень тепла внутри, с которым невозможно справиться. Металл расплавляется, после чего его можно переносить в литейную машину.
2. Заливка расплавленного металла в шотную гильзу
После этого расплавленный металл заливается в гильзу для дроби в литейной машине. Это делается вручную или с помощью рычага. Дробь представляет собой прочную, устойчивую к нагреву трубку, в которую помещается металл, а затем впрыскивается. Чтобы предотвратить преждевременное затвердевание, литье следует проводить очень быстро.
3. Плунжер вдавливает металл в матрицу.
Стальной плунжер проходит в гильзу и под высоким давлением выдавливает расплавленный металл в полости пресс-формы. Это усилие обеспечивает заполнение формы металлом даже при любом сложном рисунке или очень тонкой стенке, а также снижает вероятность появления дефектов, таких как воздушные карманы.
4. Происходит затвердевание металла внутри штампа
Когда пресс-форма заполнена, металл начинает охлаждаться и застывать в ней. Этот этап затвердевания очень важен для получения качественной и точной детали. Время охлаждения зависит от металла детали, толщины детали и температуры штампа.
5. Латунная матрица и выталкивающие штифты принудительно удаляют отливку
Когда деталь затвердевает, зажимное устройство машины открывает матрицу, и выталкивающие штифты выталкивают отливку из полости формы. Затем деталь перемещается на станцию охлаждения или обрезки.
6. Удаление вспышки (удаление лишнего металла)
По краям отливки, где половинки штампа сходятся вместе, остается немного лишнего металла, называемого флэшем. Его удаляют механической обрезкой, шлифовкой или механической обработкой, в зависимости от того, какая отделка требуется. Это позволит избежать того, чтобы конечная продукция не соответствовала заданной форме и допускам.
7. Сброс циклов штампа и смазка
Штамп промывается и смазывается перед следующим циклом, чтобы обеспечить хорошее качество и избежать прилипания. По окончании смазки штамп снова зажимается, и машина переключается в режим перезагрузки для выполнения новых циклов.
8. Контроль качества и отделка
Это готовая деталь, которая проверяется на отсутствие дефектов качества, таких как трещины, усадка или аномалии на поверхности. В зависимости от конечного назначения детали, она может быть подвергнута дополнительной механической обработке, обработке поверхности или сборке (если требуется).
Металлы, используемые в процессе литья под давлением в холодной камере
Высокоплавкие металлы выигрывают от использования холодной камеры литья под давлением. Такие металлы очень прочны и устойчивы к нагреву, а также очень благоприятны для структур. В этом процессе обычно используются следующие металлы
Алюминиевые сплавы
Самым надежным металлом для литья под давлением в холодной камере является алюминий. Он легкий, устойчивый к коррозии и обладает высоким соотношением прочности и веса. Алюминиевые компоненты используются в автомобильной, аэрокосмической и электронной промышленности, поскольку в этих областях требуется точность и долговечность.
Магниевые сплавы
Самый легкий конструкционный металл для литья под давлением - магний. Он используется благодаря своей прочности и способности гасить вибрацию. Магниевые сплавы для аэрокосмической промышленности и электроники несколько дешевле отливать в формах с холодной камерой, но многие из них чаще всего отливаются в системах с горячей камерой.
Латунь и медные сплавы
Детали с низким удельным сопротивлением и защитой от коррозии изготавливаются из меди и латунного сплава. Эти металлы подходят для сантехнических изделий, морского оборудования и электрических разъемов. Они чрезвычайно прочны и износостойки, что говорит об их пригодности для использования в экстремальных условиях.
Цинково-алюминиевые сплавы
Для повышения прочности и текучести в сплавах ZA цинк смешивают с большим количеством алюминия. В холодном камерном литье эти сплавы находят применение там, где требуется тонкая обработка поверхности и высокая прочность, способная выдержать нагрузку (фурнитура для стиральных машин, зубчатые колеса и декоративные изделия).
Специальные сплавы
Для специальных применений могут потребоваться особые сплавы, в том числе сплавы на никелевой или титановой основе. Они находят свое применение в таких отраслях, как аэрокосмическая промышленность или медицинское оборудование, где важна их способность работать в условиях высоких нагрузок. Однако они менее распространены, поскольку являются дорогими и сложными.
Таблица приведена ниже
В следующей таблице чисто и ясно указаны свойства металлов всех, кто использует профили Cold Chamber Die Casting, плотность этих металлов, их температура плавления, основные характеристики и области применения:
| Металл | Плотность (г/см³) | Температура плавления (°C) | Основные характеристики | Типовые применения |
| Алюминиевые сплавы | 2.7 | ~660 | Легкий вес, коррозионная стойкость, хорошая проводимость | Автомобильные детали, корпуса электроники, аэрокосмические компоненты |
| Магниевые сплавы | 1.7 | ~650 | Сверхлегкий вес, хорошее соотношение прочности и веса | Аэрокосмические кронштейны, мобильные устройства и структурные рамы |
| Медные сплавы | 8.9 | ~1085 | Отличная электро/теплопроводность, устойчивость к коррозии | Электрические разъемы, сантехническая арматура и морская фурнитура |
| Латунь | ~8.4 | ~900-940 | Прочность, коррозионная стойкость, хорошая обрабатываемость | Декоративная фурнитура, клапаны, шестеренки |
| Цинк-алюминий (ZA) | ~5.0 | ~380-500 | Хорошая обработка поверхности, износостойкость и легкость литья | Промышленные компоненты, мебельная фурнитура и корпуса насосов |
| Никель/титановые сплавы | 8.0-8.9 | 1300+ | Высокая прочность, устойчивость к экстремальным температурам | Аэрокосмическая, оборонная промышленность, специализированные медицинские компоненты |
Компоненты машины для литья под давлением в холодной камере

Машина для литья под давлением с холодной камерой - это сложное оборудование, которое обрабатывает или имеет дело с горячими расплавленными металлами, такими как алюминий, латунь и магний. Все компоненты машины являются совместными и обеспечивают точное, быстрое и последовательное литье металла. Основные компоненты и их роль приведены ниже:
1. Печь (внешнее плавильное устройство)
При литье под давлением с холодной камерой печь, в отличие от систем с горячей камерой, является внешней. В этой независимой зоне расплавленный металл расплавляется и затем вручную или автоматически переносится в гильзу с дробью. Это позволяет отделить расплавленный металл, чтобы он не соприкасался с чувствительными внутренними деталями, и обеспечивает работу со сплавами с высокой температурой плавления.
2. Рукав для выстрела
Используется горизонтальная стальная труба, называемая дробовой втулкой, в которую перед впрыском заливается расплавленный металл. Она временно удерживает расплавленный металл и направляет его в полость формы под давлением плунжера. Дробеметная втулка должна выдерживать нагрев и истирание при каждом цикле литья.
3. Плунжер и шток плунжера
Плунжер - это поршнеобразный предмет (по форме напоминающий стержень), который выталкивает расплавленный металл из гильзы с дробью в форму. Он прикреплен к стержню и движется с высокой скоростью и мощностью, а полость заполняется с высокой скоростью, чтобы уменьшить вероятность появления дефектов, таких как пористость или холодные швы.
4. Штамп или пресс-форма
Конечный продукт формируется с помощью штампа. Он состоит из двух половин - подвижной (выталкивающая матрица) и неподвижной (закрывающая матрица). В штампе имеются сложные внутренние каналы для охлаждения, вентиляции и подачи металла. Хорошая конструкция штампа гарантирует точность размеров и гладкую поверхность.
5. Зажимное устройство
Это устройство поддерживает контакт половинок штампа при впрыске под высоким давлением. Он подвергает их давлению в тысячи фунтов, чтобы расплавленный металл не вытекал. Когда застывание достигнуто, зажимной узел перемещается, чтобы открыть матрицу и извлечь готовую деталь.
6. Система выброса
После застывания металла в форме деталь извлекается из нее с помощью выталкивающих штифтов или выталкивающих механизмов. Эти штифты устанавливаются таким образом, чтобы не разрушить отлитый объект. Они используются в крупносерийном производстве, которое обычно автоматизировано и оснащено датчиками для обнаружения деталей.
7. Система охлаждения
Существует система охлаждения, которая подразумевает наличие водяных или масляных каналов внутри литейной формы для регулирования температуры. Она помогает контролировать время затвердевания отливки и сокращает время цикла. Хорошее охлаждение позволяет избежать перегрева формы и обеспечивает хорошую однородность детали.
8. Гидравлические системы и системы управления
Современные машины для литья под давлением с холодной камерой оснащены кооперативными гидравлическими системами, регулирующими движение плунжера, зажимного устройства, а также системы выталкивания. Компьютеризированные системы управления контролируют их и точно управляют скоростью, давлением, временем и температурой впрыска в форму.
9. Система смазки
Каждый цикл на поверхности матрицы и гильзы распыляются смазочные материалы, чтобы минимизировать трение, улучшить движение металла и избежать прилипания. Автоматические системы смазки. Автоматические системы смазки используются в условиях больших объемов производства, где требуется постоянство и минимальное время работы машины.
10. Устройства безопасности и приборы контроля
Безопасность, операторы защищены, так как машины для холодильных камер оснащены защитными блокировками, аварийными остановками и температурными датчиками, гарантирующими работоспособность. Системы мониторинга позволяют вести учет работы оборудования в режиме реального времени и выявлять проблемы на ранней стадии.
Что означает усилие зажима и время цикла?

Время цикла и усилие смыкания - это параметры производительности, необходимые при литье под давлением в холодной камере. Они напрямую влияют на качество деталей, скорость производства и эффективность машины. Знакомство с этими терминами помогает производителям максимизировать производство и минимизировать дефекты.
Зажимное усилие
Сила зажима - это давление, удерживающее две половины формы в закрытом состоянии при вливании расплавленного металла. При литье в холодной камере расплавленный металл заливается в форму под очень высоким давлением (иногда 10 000 фунтов на квадратный дюйм или даже больше), поэтому форма должна быть надежно заперта, чтобы предотвратить расслоение или утечку.
- В зависимости от размера и сложности детали усилие зажима измеряется в тоннах, в среднем от 100 до более чем 3 000 тонн.
- Необходимое усилие зажима зависит от площади отливки в проекции и от давления впрыска.
- При недостаточном усилии расплавленный металл может вытекать на линии раздела, образуя дефекты, называемые вспышками.
- Если она слишком велика, машина может подвергнуться излишнему износу, или какая-либо деталь может деформироваться из-за чрезмерного сжатия.
- Соответствующее усилие зажима позволяет получать чистые и точные отливки с жесткими допусками.
Время цикла
Время цикла - это время, необходимое для литья по полному циклу машины, т.е. от момента впрыска до момента впрыска следующей машины. При литье в холодной камере цикл состоит из:
- Заливка металла в гильзу для дроби
- Заливка металла в штамп. Впрыск металла в штамп
- Охлаждение и затвердевание детали: Охлаждение и затвердевание детали
- Открытие и выталкивание детали
- Смазка и зарядка для следующего взрыва
Обычное время цикла в холодильной камере составляет от 30 секунд до 2 минут, и это зависит от сплава, толщины и сложности детали. Чем меньше цикл, тем больше объем производства, но есть опасность неполного заполнения или недостаточного охлаждения. Более длительные циклы лучше с точки зрения литья, но ниже с точки зрения производительности и стоимости. В условиях крупносерийного производства важно оптимизировать время цикла, чтобы сохранить равновесие между качеством и эффективностью.
Причины, по которым они важны, следующие:
Машина для литья под давлением должна создавать достаточное усилие смыкания, чтобы выдерживать давление впрыска расплавленного металла без открытия формы. В то же время необходимо оптимизировать время цикла, чтобы обеспечить быстрое производство без затруднений при литье.
Все это в совокупности оказывает непосредственное влияние на следующие факторы:
- Производительность
- Консистенция деталей
- Операционные расходы
- Срок службы инструмента
Преимущества и недостатки литья под давлением в холодной камере
Холодное камерное литье под давлением: Холодное камерное литье под давлением - идеальный метод изготовления сложных и прочных металлических компонентов из сплавов с высокой температурой плавления, таких как алюминий, магний и медь. Хотя это очень эффективный метод в промышленном применении, он имеет определенные сильные и слабые стороны. Преимущества и недостатки литья под давлением в холодной камере - давайте рассмотрим их подробнее.
Преимущества литья под давлением в холодной камере
1. Идеальное сочетание с высокотемпературными металлами
Среди преимуществ литья под давлением в холодной камере - достаточно высокая плавкость сплавов, таких как алюминий, латунь и медь. Эти металлы нельзя использовать в машинах с горячей камерой, так как они либо разъедают, либо ломают детали впрыска. Эти более твердые сплавы могут быть обработаны в процессе холодной камеры, которая имеет внешнюю систему плавления.
2. Сверхразмерная точность и повторяемость
Машины с холодной камерой отливают детали высочайшей точности и с жесткими допусками, и во многих случаях после отливки им не требуется значительная механическая обработка. Это особенно необходимо в таких отраслях, как аэрокосмическая или автомобильная, где даже незначительные отклонения могут вызвать проблемы с производительностью или даже с безопасностью. Впрыск под высоким давлением обеспечивает точную детализацию сложных форм и тонкостенных конструкций от цикла к циклу.
3. Большая механическая прочность
Еще одно преимущество заключается в том, что детали, изготовленные таким способом, имеют плотную, мелкозернистую структуру. Высокое давление и скорость заполнения пресс-формы позволяют расплавленному металлу полностью прилегать к форме, устраняя пористость и микротрещины. В результате получаются детали, которые не только стабильны по размерам, но и достаточно прочны, чтобы выдерживать механические нагрузки.
4. Устойчивость к коррозии и нагреву
Такие металлы, как алюминий и магний, от природы устойчивы к коррозии, что делает их пригодными для использования в местах с повышенной влажностью и даже химическими веществами. Еще одно преимущество заключается в том, что эти материалы сохраняют свою структуру при высоких температурах, что может быть полезно при изготовлении деталей двигателей, радиаторов и корпусов электронного оборудования.
5. Автоматизация крупномасштабного производства
Роботизированные манипуляторы могут быть установлены на машинах для литья под давлением с холодной камерой, системах автодолива, системах напыления, а также на деталях, которые выбрасываются автоматически. Интеграция способствует эффективному и быстрому производству тысяч деталей при сохранении качества. Хотя первоначальные инвестиции могут быть значительными, но благодаря тому, что процесс можно легко автоматизировать, затраты на единицу продукции могут быть ниже.
Недостатки литья под давлением в холодной камере
1. Увеличение времени цикла
Процесс литья в холодной камере медленнее, чем процесс литья в горячей камере. Цикл требует ручной или роботизированной заливки расплавленного металла в гильзу, а это требует времени и уменьшает количество деталей, которые могут быть изготовлены в час. Это может оказаться неприемлемым, если производственные линии очень быстрые.
2. Увеличение первоначальных и эксплуатационных расходов
Машины с холодной камерой обычно стоят дороже, чем другие виды, так как они имеют тяжелую конструкцию и необходимость иметь внешнюю печь. Стоимость операций также повышается из-за энергии, затрачиваемой на отдельное плавление металла, и использования большего количества погрузочно-разгрузочной техники и рабочей силы.
3. Пористость и риск окисления
Поскольку расплавленный металл перемещается по открытому воздуху и впрыскивается, он контактирует с кислородом и может подвергнуться окислению. В процессе впрыска воздух также может задерживаться, создавая газовую пористость. Если не контролировать процесс и конструкцию литейной формы, эти дефекты могут ухудшить прочность и внешний вид готовой отливки.
4. Обновленные требования к техническому обслуживанию
Втулки дроби, плунжер и фильеры из-за повышенной температуры эксплуатации и абразивных сплавов изнашиваются быстрее. Поэтому требования к техническому обслуживанию становятся более жесткими, чтобы избежать дефектов литья и незапланированных остановок.
5. Не подходит для сплавов с низкой температурой плавления
Металлы, плавящиеся при сравнительно низких температурах, такие как цинк или свинец, плохо поддаются литью в холодной камере. С такими материалами целесообразнее работать с помощью горячего камерного литья, которое является более быстрым, экономичным и более подходящим для краткосрочного или сложного производства деталей из низкоплавких сплавов.
Применение литья под давлением в холодной камере

Этот процесс находит широкое применение в ряде сложных отраслей благодаря способности синтезировать прочные и в то же время легкие продукты. Области применения. К числу важных областей применения относятся:
- Автомобиль: Корпуса и блоки двигателей, детали трансмиссии и конструктивные элементы.
- Аэрокосмическая промышленность: Легкие компоненты и часто имеют тонкие допуски.
- Потребительская электроника: Корпуса и кронштейны, в которых важна косметика и точность.
- Термостойкие и коррозионностойкие детали: IПромышленное оборудование.
Что делает литье под давлением в холодной камере особенно полезным, так это его повторяемость и предсказуемость, что очень важно, когда речь идет о безопасности изделия и его структурной целостности, а также о его долгосрочной выносливости.
Разница между горячим и холодным камерным литьем под давлением

Литье под давлением - это эффективный процесс, который используется в современном производстве как отличный способ обеспечить изготовление качественных металлических деталей за очень короткий срок и с высокой точностью. Как правило, существует две основные формы систем литья под давлением: первая - горячая камера, вторая - холодная камера. Разновидности горячего и холодного камерного литья под давлением различаются, и вы должны научиться понимать, какая из них подходит для ваших технических условий, скорости производства и соответствия материала конструкции.
1. Совместимость с металлами
Существенным отличием литья под давлением с горячей камерой от литья под давлением с холодной камерой является характер металлов, которые будут использоваться в обеих машинах. Горячее камерное литье под давлением применяется к сплавам с низкой температурой плавления, таким как цинк, свинец и олово. Такие металлы не повредят внутренности машины. Однако литье под давлением в холодной камере используется со сплавами, имеющими высокую температуру плавления, такими как медь, алюминий и магний. Эти металлы требуют более прочной установки, поскольку в противном случае они могут разрушить части машины с горячей камерой, погруженные в воду.
2. Процесс инжекции металла
Горячее камерное литье: Расплав производится во встроенной печи, входящей в состав машины. Система подачи металла погружается в расплавленный металл; она впрыскивает расплавленный металл непосредственно в полость формы.
Литье в холодной камере предполагает использование второй печи для сжижения металла. Затем расплавленный металл вручную или автоматически заливается в гильзу для дроби, после чего он подается в форму. Это различие между загрузкой и впрыском является характерным компонентом различия между горячим и холодным камерным литьем под давлением.
3. Скорость производства и время цикла
Литье под давлением в горячей камере, как правило, происходит быстрее и имеет более короткое время цикла. Машина располагает металл в пределах легкой досягаемости, что исключает потерю времени между выстрелами. Это делает ее очень удобной в крупносерийном производстве, где скорость производства имеет первостепенное значение.
Литье под давлением в холодной камере имеет более высокую продолжительность цикла, поскольку требуется больше времени на загрузку вручную или с помощью робота, а также на период затвердевания. Однако этот метод лучше всего подходит для изготовления деталей, которые должны быть более прочными, менее подверженными коррозии и отличаться по размерам.
4. Проектирование оборудования и затраты
Литье под давлением в горячей камере. Машины с горячей камерой обычно дешевле и меньше, поскольку им не требуется плавильная печь. Они также требуют меньше погрузочно-разгрузочного оборудования. Тем не менее, они могут использоваться только с металлами, имеющими низкую температуру плавления и не подверженными коррозии.
Литье под давлением с холодной камерой: Системы с холодными камерами больше и сложнее, в них используются внешние печи, а расплавленный металл передается через руки или роботов. Они более гибкие с точки зрения принятия более прочных металлов, но изначально стоят дороже, чем большинство других форм упаковки. Считается, что они являются более надежной инвестицией в аэрокосмической, автомобильной и электронной промышленности.
5. Качество деталей и использование
Обе системы позволяют получать высококачественные детали, однако предпочтение холодному камерному литью обычно отдается в тех случаях, когда требуются детали сложной формы или детали, которые должны выдерживать нагрузки или подвергаться воздействию окружающей среды. Более мелкие детали, такие как электрические разъемы, замки и бытовая фурнитура, обычно изготавливаются методом литья в горячей камере.
Отделка поверхности и уровень пористости деталей также являются факторами, влияющими на разницу между горячим и холодным камерным литьем под давлением. Системы с горячей камерой могут быть более гладкими и вызывать меньшую пористость из-за более быстрого впрыска, но ценой более медленного впрыска, более слабыми и более устойчивыми к нагреву, чем литье с холодной камерой.
Причины, по которым производители используют литье под давлением в холодной камере
Хотя более медленное время цикла является отличительной чертой систем с холодной камерой, а не с горячей, этот метод все еще может быть предпочтительным для многих производителей в силу нескольких факторов:
- Гибкость материала: Технология гибко настраивается на работу с большим количеством прочных металлов, устойчивых к коррозии.
- Лучшее качество деталей: Когда детали находятся под более высоким давлением, достигается гораздо больший контроль, благодаря чему они становятся более плотными и однородными.
- Экономическая эффективность при больших объемах: Это может потребовать больших затрат на настройку и оснастку, но при больших партиях стоимость единицы продукции значительно снижается.
В сочетании с автоматизированными процессами процесс можно легко масштабировать, поддерживая высокий уровень качества и низкий уровень брака.
Тенденции развития литья под давлением в холодной камере в будущем
В связи с постоянным спросом в промышленности на более легкие, прочные и устойчивые компоненты меняется даже сам процесс холодного камерного литья под давлением. Благодаря новым достижениям в области материалов для литья, автоматизации и программного обеспечения для моделирования эта технология выходит на новый уровень производительности.
Некоторые из тенденций будущего будут такими:
- Передовые системы охлаждения: Для достижения быстрых циклов и продолжительности жизни.
- ИИ и IoT: Более интеллектуальный мониторинг и предиктивное обслуживание.
- Экологически чистые сплавы: Используйте переработанные материалы, чтобы свести к минимуму количество экологических отходов.
Это одни из тех инноваций, которые призваны повысить энергопотребление, минимизировать потери, а также работать над общей эффективностью, что сделает весь процесс еще более привлекательным для мировых производителей.
Заключение
Вкратце можно сказать, что холодное камерное литье под давлением - это важнейший метод производства мощных, точных и плотных изделий, которые формируются из металлов с высокой температурой плавления. Возможность работы с такими материалами, как алюминий, магний и латунь, делает его незаменимым в тех областях, где требуется качество и долговечность. Сама процедура может быть не такой быстрой, как в горячей камере, но в большинстве случаев результат стоит того, чтобы остановиться.
Понимая смысл разницы между горячим и холодным камерным литьем, можно понять, почему машины с холодной камерой предпочтительнее тех металлов, которые могут разрушить внутренние процессы машины с горячей камерой. Разница с машиной заключается в том, что она имеет внешнюю печь, а металл вводится в гильзу вручную, что сохраняет срок ее службы и делает ее пригодной для использования в литье.
Несмотря на некоторые ограничения, глубокое понимание преимуществ и недостатков литья под давлением в холодной камере позволяет производителям принимать правильные решения. Этот процесс обеспечивает большую прочность, структурную целостность и универсальность дизайна, что является важным аспектом для высокопроизводительных приложений.
С развитием производственных технологий литье под давлением в холодной камере сохранило свою важную роль в производстве всевозможных изделий, включая детали двигателей и даже новейшую бытовую электронику. Для производителя, инженера или студента знание этого процесса является ключом к успеху в современной парадигме металлообработки и проектирования изделий.
Часто задаваемые вопросы
1. Для чего используется холодное камерное литье под давлением?
Термин "холодное камерное литье под давлением" обычно применяется при изготовлении прочных и сложных металлических деталей, таких как алюминий, магний и медь. Он широко распространен в автомобильной, аэрокосмической и электронной промышленности.
2. Каковы преимущества и недостатки литья под давлением в холодной камере?
Преимуществами этого метода являются прочность, хорошая точность размеров и пригодность для металлов с высокой температурой плавления. Его недостатками являются медленное время цикла и дорогостоящее оборудование, превышающее стоимость методов горячей камеры.
3. Что такое горячая камера и холодная камера литья под давлением?
Разница между горячим и холодным камерным литьем заключается в процессе впрыска металла. Машины с горячей камерой погружают инжектор в расплавленный металл, машины с холодной камерой имеют внешнюю печь и заливают расплавленный металл вручную.
4. Какие металлы могут быть подвергнуты холодному камерному литью под давлением?
Лучше всего подходят легкие металлы, такие как алюминиевые сплавы, латунь, медь и некоторые магниевые сплавы, которые имеют высокую температуру плавления и отличные структурные характеристики.
5. Какова продолжительность цикла холодного камерного литья под давлением?
Это зависит от сложности и размера детали и обычно занимает в среднем от 30 секунд до 2 минут, однако в зависимости от типа используемого металла.









