
Hassas döküm, yüksek boyutsal doğruluk ve yüzey kalitesine sahip karmaşık metal parçalar yapmak için kullanılan son derece hassas bir üretim yöntemidir. Süreç, gerekli bileşenin bir balmumu figürünün oyulmasını, figüre seramik bir kabuk uygulanmasını, ardından balmumu üzerinde epoksi kullanılmasını ve son olarak ısıtılmış metalin içi boş bırakılan figüre dökülmesini gerektirir. Bu teknik genellikle kayıp balmumu dökümü olarak da adlandırılır çünkü balmumu kalıbı işlem sırasında eritilir.

Bu teknik, diğer döküm yöntemlerinin çoğuyla kolayca üretilemeyen karmaşık şekiller, ince duvarlı ve ayrıntılı geometriler üretebildiği çeşitli endüstrilerde takdir edilmektedir. Elde edilen parçalar genellikle net şekle yakındır, yani çok az makine çalışması veya döküm sonrası ek işlem gerektirirler. Bu, üreticilerin yüksek hassasiyeti korurken malzeme israfından ve üretim süresinden tasarruf etmelerini sağlar.
Hassas dökümün tarihi binlerce yıl öncesine dayanmaktadır. Süreç, eski uygarlıklar tarafından mücevher, süs eşyaları ve heykeller üretmek için kullanılmıştır. Zamanla bu yöntem endüstriyel üretimin vazgeçilmez bir parçası haline geldi. Havacılık ve uzay, otomotiv, tıbbi cihazlar, endüstriyel makineler ve enerji sistemleri gibi sektörler artık hassas döküm yöntemini kullanmaktadır.
Hassas Döküm Genel Bakış
Yatırım dökümü, bir şirketin sahipleri veya yöneticileri tarafından oluşturulan bir yatırım planının oluşturulmasını ve yürütülmesini içeren bir yatırım sürecidir.
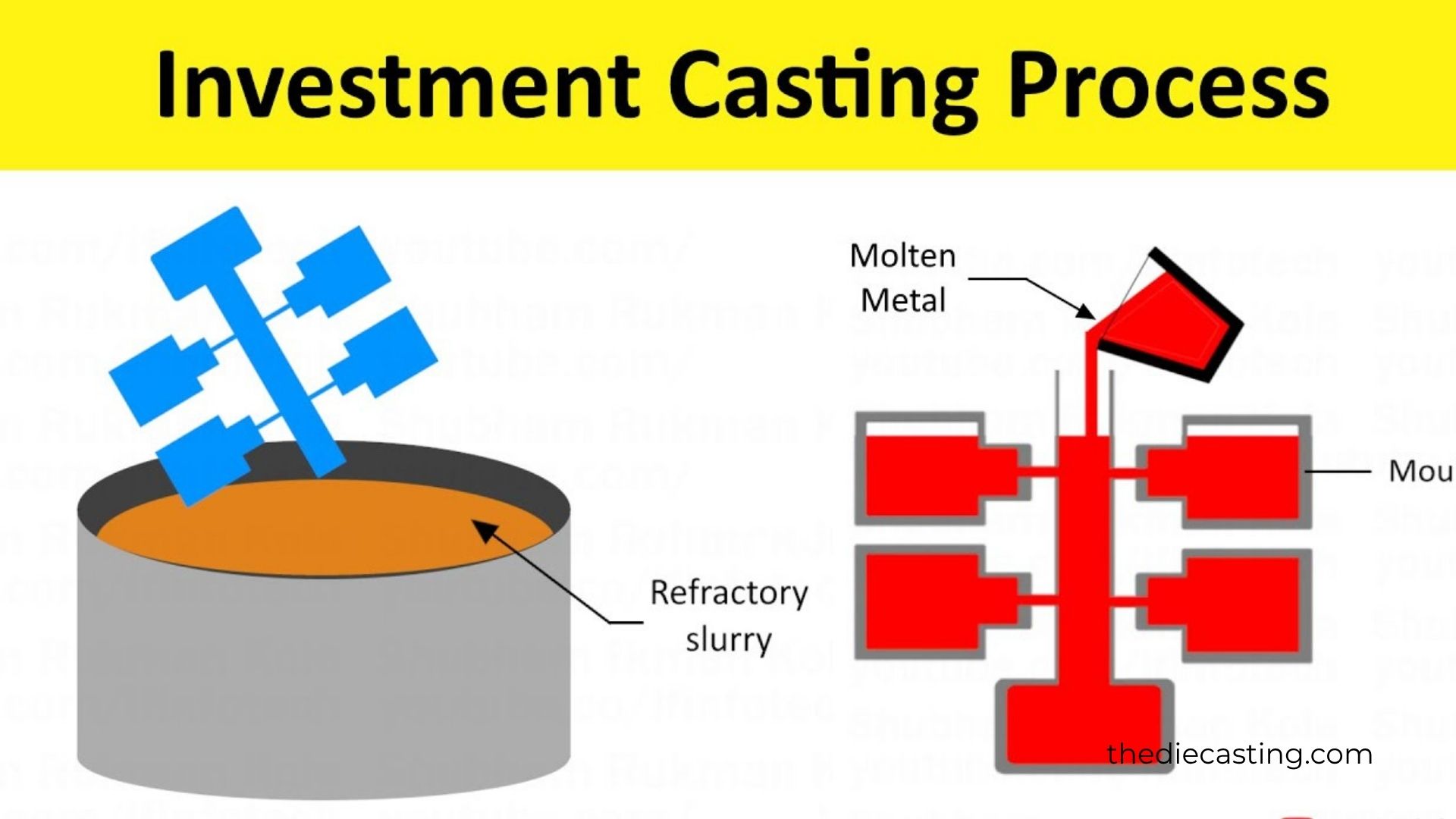
Hassas döküm, basit bir ifadeyle, bir balmumu kalıbının bir seramik içine yerleştirilmesi işlemidir. Küf. Seramik kabuk sertleşir sertleşmez, balmumu eritilir ve orijinal deseni mükemmel bir şekilde yeniden üreten bir açıklık bırakılır. Bu boşluk daha sonra sertleşen erimiş metal ile doldurulur ve seramik kabuk yontularak son metal parçası ortaya çıkarılır.
Süreç şu özelliklere sahip parçalar üretebilir:
- Karmaşık iç ve dış geometriler.
- Sıkı boyutsal gereksinimler.
- Pürüzsüz yüzey kaplamaları
- Hassas özellikler ve ince duvarlar.
- Bu özelliklerinden dolayı hassas döküm, yüksek hassasiyet ve tasarım esnekliği gerektiğinde sıklıkla kullanılır.
Hassas Dökümün Tarihçesi
Hassas döküm 5000 yıldan daha eskidir. Arkeolojik kayıtlar, eski kültürlerin mücevher, alet ve dekoratif objeler üretme sürecine sahip olduğunu göstermektedir. Kayıp mum döküm tekniğinin ilk versiyonları Mısır, Çin ve Mezopotamya gibi uygarlıkların yanı sıra İndus Vadisi toplumlarında da kullanılmıştır.
Eski Mısır'da bu işlem, detaylı altın takıların ve törensel eserlerin yapımında kullanılmıştır. Aynı şekilde Çinli zanaatkârlar da bronz heykellerin ve ritüel kapların üretiminde kullanmışlardır. Sürecin temel ilkeleri yüzyıllar boyunca önemli ölçüde değişmemiştir.
Sanayi Devrimi ve modern üretimin yükselişiyle birlikte hassas döküm son derece gelişmiş ve son derece kısıtlayıcı bir süreç haline geldi. Malzeme bilimi, mühendislik ve bilgisayar destekli tasarımdaki (CAD) gelişmeler sayesinde bu teknik daha hassas, verimli ve ölçeklenebilir hale gelmiştir. Modern hassas döküm, geleneksel kavramları 3D baskı, otomasyon ve bilgisayar simülasyonu gibi modern teknolojilerle birleştirmektedir.
Hassas Döküm Çalışma Prensibi
Hassas döküm, nihai ürünün bir düzenlemesi olan kurban bir kalıp yapma prensibine göre çalışır. Bu kalıp, yüksek sıcaklıklara dayanıklı bir kalıp oluşturmak için refrakter bir malzeme ile kaplanır. Nihai parça, mum kalıbı çıkarıldıktan sonra erimiş metalin boşluğa dökülmesiyle yapılır.
Balmumu kalıbının tüm detayları seramik kalıp tarafından yakalanır, bu da karmaşık şekilleri bile yeniden üretmede çok hassas olmasını sağlar. Bu sınırlamalarla kısıtlanan diğer döküm yöntemlerinin aksine, balmumu metal eklenmeden önce çıkarıldığı için süreç ayrıntılı iç boşluklar ve ince duvarlar üretebilir.
Hassas dökümün bir diğer önemli yönü de kalıbın işlem sırasında imha edilmesidir. Seramik kabuk kalıp, dökümde kullanılan yeniden kullanılabilir kalıplarda olduğu gibi yeniden kullanılmaz. kalıp döküm, ancak metal katılaştıktan sonra kırılır. Bu, daha fazla tasarım yapma özgürlüğü ve karmaşık geometrilere sahip parçalar üretme imkanı verir.
Adımlarla Hassas Döküm Süreci
Süreç üreticiye ve malzemeye göre biraz değişebilir, ancak genel olarak hassas döküm sürecinin birkaç ana adımı vardır.
Desen Oluşturma
İlk adım, son ürünü taklit eden bir desen oluşturmaktır. Bu eğilim genellikle balmumunda oluşturulur, ancak bazen plastik veya diğer maddeler de kullanılır. Balmumu deseni tipik olarak eritilmiş balmumunun parçaya özel bir metal kalıba dökülmesiyle yapılır.
Trendler, çağdaş üretimde 3D baskı teknolojileri aracılığıyla da oluşturulabilir ve hızlı prototipleme ve tasarım değişikliklerine olanak tanır.
Balmumu Kalıplarının Montajı
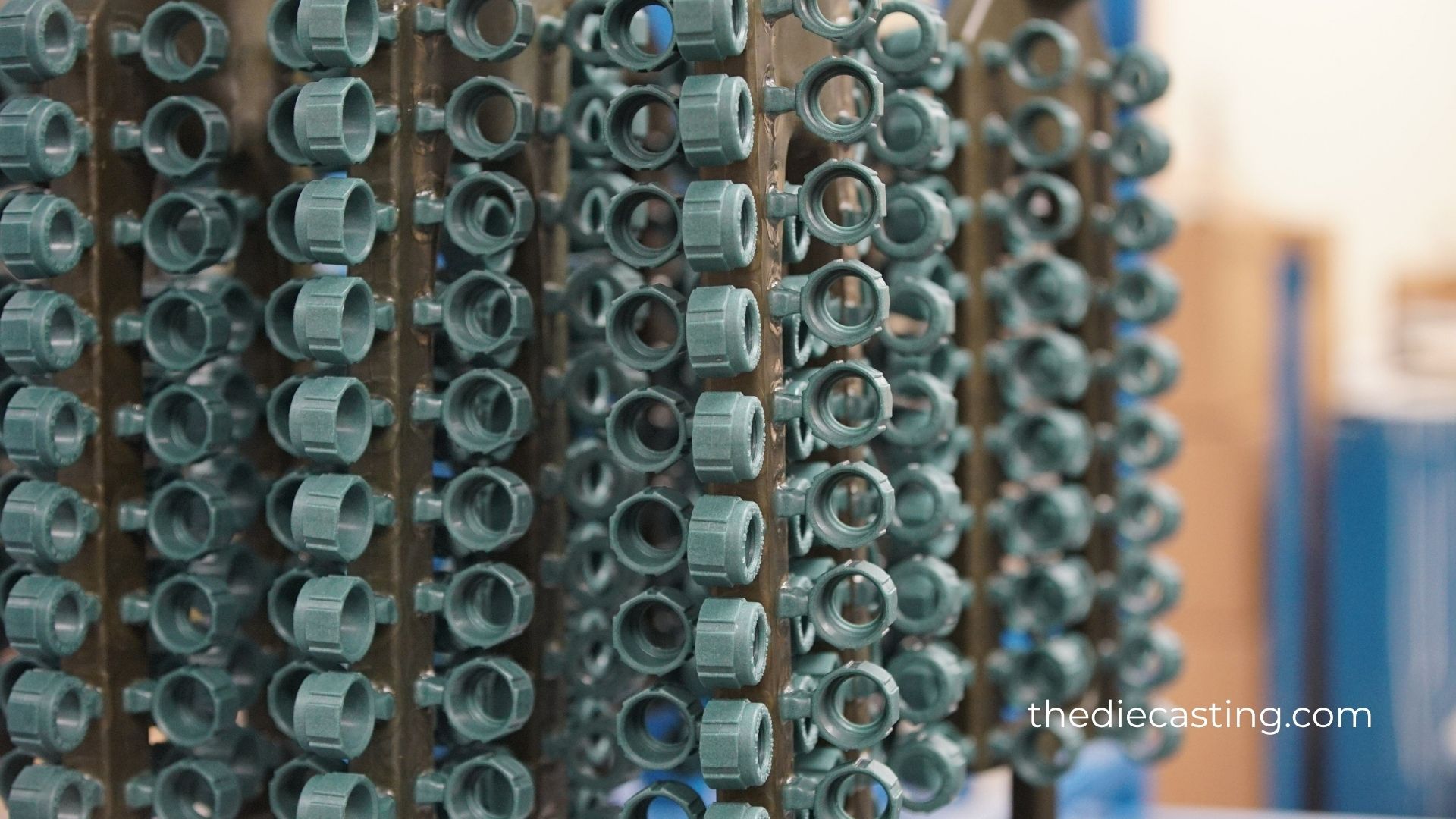
Balmumu üzerindeki birden fazla kalıp genellikle bir balmumu ağacı veya kümesi oluşturmak için merkezi bir yolluk üzerine yerleştirilir. Bu tasarım, birçok parçanın tek bir kalıpta dökülmesine olanak tanıyarak üretim verimliliğini artırır.
Yolluk sistemleri döküm işlemi sırasında erimiş metali taşımak için de kullanılır.
Seramik Kabuk Oluşumu
Balmumu düzeneği bir seramik bulamacına daldırılır ve üzeri ince kum veya refrakter parçacıklarla kaplanır. Balmumu kalıbının etrafında sert bir seramik kabuk oluşturmak için prosedür birkaç kez tekrarlanır.
Bir katmanın kuruması gerekir ve ardından diğeri serilir. Kabuk, birkaç kaplamadan sonra erimiş metalin yüksek sıcaklıklarına ve basıncına dayanacak kadar kalın ve sert hale gelir.
Dewaxing
Seramik kabuk tamamen sertleştikten sonra, kalıp ısıtılarak balmumu çıkarılır. Bu genellikle bir otoklavda veya ateşle yapılır. Isı, balmumunu eritip kabuktan boşaltarak kalıbın şekline tam olarak uyan içi boş bir boşluk oluşturur.
Bu adım balmumunun çıkarılmasını içerdiğinden, prosedür kayıp balmumu dökümü olarak bilinir.
Kalıbın Ön Isıtılması
Seramik kabuk, metalin içine dökülmesinden önce bir fırında ısıtılır. Küf, nemi giderir ve kabuğu güçlendirir. Erimiş metalin donmadan boşlukta serbestçe akmasını sağlamak için ön ısıtma da kullanılır.
Erimiş Metalin Dökülmesi
Yolluk sistemi, erimiş metali önceden ısıtılmış kalıba dökmek için kullanılır. Boşluk, balmumu kalıbının tam şeklini alan metal ile doldurulur.
Uygulamaya ve gerekli malzeme özelliklerine bağlı olarak, farklı metaller ve alaşımlar kullanılabilir.
Soğutma ve Katılaşma
Bu döküldükten sonra metal, seramik kalıp içinde soğumaya ve sertleşmeye bırakılır. Soğuma süresini belirleyen bazı faktörler arasında kullanılan metal, parça boyutu ve kalıp sıcaklığı yer alır.
Kabuk Sökme ve Son İşlem
Metal sertleştikten sonra seramik kabuk kırılarak döküm parça elde edilir. Bileşenler daha sonra yolluk sisteminden ayrılır ve taşlama, parlatma, ısıl işlem veya talaşlı imalat dahil olmak üzere bitirme işlemleri gerektiği gibi gerçekleştirilir.
Hassas Dökümde Kullanılan Metaller
Çok çeşitli malzemelerle çalışabilme yeteneği hassas dökümün en önemli avantajlarından biridir. Üreticiler, kullanıma bağlı olarak çeşitli metal ve alaşımlardan bileşenler üretebilir.
| Malzeme | Anahtar Özellikler | Tipik Uygulamalar |
| Karbon Çelik | Yüksek mukavemet ve dayanıklılık | Otomotiv parçaları, yapısal bileşenler |
| Paslanmaz Çelik | Korozyon direnci, yüksek mukavemet | Tıbbi aletler, pompa bileşenleri |
| Alüminyum Alaşımlar | Hafif ve korozyona dayanıklı | Havacılık ve uzay bileşenleri, elektronik |
| Bronz | Aşınma direnci ve dayanıklılık | Rulmanlar, dişliler, denizcilik bileşenleri |
| Pirinç | İyi işlenebilirlik ve görünüm | Dekoratif donanım, sıhhi tesisat bileşenleri |
| Nikel Bazlı Alaşımlar | Yüksek sıcaklık dayanımı | Türbin kanatları, havacılık parçaları |
| Bakır Alaşımları | Mükemmel elektrik iletkenliği | Elektrikli ekipman ve konektörler |

Hassas Dökümün Faydaları
Hassas döküm, birçok uygulamada üretim süreçleri arasında bir seçim olmasını sağlayan birçok avantaja sahiptir.
Yüksek Hassasiyet ve Doğruluk
Hassas dökümün en büyük faydaları arasında çok sıkı toleranslara ve çok yüksek boyutsal doğruluğa sahip parçalar üretme kabiliyeti yer almaktadır. Seramik kalıp, çok hassas bileşenler üreten daha ince mum desen ayrıntılarını yeniden üretir.
Üstün Yüzey İşlemi
Hassas döküm ile üretilen döküm parçalar, kum döküm ile üretilenlere göre daha pürüzsüz bir yüzeye sahip olacaktır. Bu da finisaj işlemlerini en aza indirir.
Tasarım Esnekliği
Bu süreç, diğer döküm yöntemleriyle mümkün olmayan karmaşık şekillerin, ince duvarların ve karmaşık iç özelliklerin üretilmesini sağlar.
Azaltılmış Malzeme Atığı
Bileşenler neredeyse nihai formda yapıldığından, daha az işleme gerekir. Bu da malzeme israfını en aza indirir ve üretim verimliliğini artırır.
Geniş Malzeme Yelpazesi
Hassas döküm, çok çeşitli metalleri ve alaşımları işleyebilir ve üreticilerin amaca en uygun malzemeleri seçmesine olanak tanır.
Minimize Edilmiş Montaj Gereksinimleri
Diğer durumlarda, kaynak veya montaj gerektirmeden birkaç parça birlikte dökülebilir.
Hassas Dökümün Zayıf Yönleri
Yatırım dökümünün faydalarına rağmen dikkate alınması gereken sınırlamaları vardır.
Daha Yüksek Üretim Maliyetleri
Kum döküm gibi daha az karmaşık döküm tekniklerine göre daha pahalı olabilen birkaç adım ve araçtan oluşur.
Daha Uzun Üretim Süresi
Seramik kabuğun katmanlar halinde inşa edilmesi ve katmanlar arasında kurutulması gerekir, bu da günler veya haftalar sürebilir.
Boyut Sınırlamaları
Hassas döküm tipik olarak daha küçük ila orta ölçekli bileşenlere uygulanabilir. Son derece büyük parçaların alternatif döküm yöntemleri kullanılarak üretilmesi daha az maliyetli olabilir.
Karmaşık Süreç Kontrolü
Yüksek kaliteli sonuçlar elde etmek için sıcaklık, malzeme ve zamanlamaya çok dikkat edilmelidir. Herhangi bir sapma, nihai cezalandırmada kusurlara neden olacaktır.

Uygulamalar
Hassas Dökümün birçok uygulama alanı vardır. Hassas döküm, hassas ve karmaşık şekillerin gerekli olduğu çok sayıda endüstride kullanılmaktadır.
Havacılık ve Uzay Endüstrisi
Hassas döküm, havacılık ve uzay endüstrisinde türbin kanatları, motor bileşenleri ve yapısal parçalar üretmek için uygulanabilir. Bu malzemeler en yüksek sıcaklıklara ve gerilimlere dayanmak zorundadır.
Otomotiv Endüstrisi
Otomotiv endüstrisinde, motor, turboşarj ve şanzıman bileşenleri hassas döküm işlemi kullanılarak dökülür.
Medikal Endüstrisi
Hassas döküm, tıp endüstrisinde cerrahi cihazlar, ortopedik implantlar ve son derece hassas ve biyouyumlu diğer tıbbi cihaz parçalarını yapmak için kullanılır.
Endüstriyel Makineler
Birçok endüstriyel makine hassas döküm ile üretilen hassas metal parçalara bağlıdır. Bunlar pompalar, valfler ve hidrolik ekipmanlardan oluşur.
Mücevher İmalatı
Kayıp mum dökümü kuyumculuk sektöründe altın, gümüş ve diğer değerli metallerde ayrıntılı tasarımlar ve süslemeler oluşturmak için yaygın olarak kullanılmaktadır.
Diğer Döküm Yöntemleriyle Karşılaştırma
Hassas döküm, hassasiyeti, maliyeti ve tasarım esnekliği açısından döküm yöntemleri arasında benzersizdir. Örneğin, kum dökümü daha ucuz ve kolaydır, ancak daha az pürüzsüz yüzeyler ve daha az doğru parçalar üretir. Basınçlı döküm, Bununla birlikte, pahalı kalıplar nedeniyle maliyetlidir, ancak yüksek bir üretim hızı sunar ve çoğunlukla düşük erime noktalarına sahip bazı metallerle sınırlıdır.
Hassas döküm, nispeten ılımlı takım maliyetleri ile doğruluk ve tasarım özgürlüğü arasında bir uzlaşma sunar.
Hassas Döküm Parçaların Performansı ve Ferahlığı
Hassas döküm ile üretilen bileşenlerin ömrü, öncelikle kullanılan malzemeye ve bileşenin konfigürasyonuna bağlıdır. Hassas döküm parçalar, yüksek mukavemetli alaşımlar kullanıldığında yüksek sıcaklıklar, yüksek basınç ve mekanik basınç gibi zorlu koşullarda kullanılabilir.
Örnek olarak paslanmaz çelik hassas döküm ürünleri kullanırsak, bunlar korozif koşullarda kullanılabilirken, nikel bazlı alaşımlar türbin motorlarında çok yüksek sıcaklıklara dayanabilir.
Proses yüksek kaliteli, kalın metal bileşenler ürettiğinden, üretilen parçalar iyi mekanik özelliklere sahiptir ve bu nedenle uzun bir hizmet ömrüne sahip olmaları muhtemeldir.
Çağdaş Hassas Döküm: Modern Gelişmeler
Son teknolojik gelişmeler, dökümün son derece verimli ve yüksek kalitede olmasını sağlamıştır.
3D Baskı ile Entegrasyon
Katmanlı üretim teknolojileri, üreticilerin karmaşık mum kalıplarını hızlı ve hassas bir şekilde üretmesini sağlar. Bu, kalıplamada tasarruf sağlar ve geliştirmeyi hızlandırır.
Bilgisayar Destekli Tasarım ve Simülasyon
Modern dünyadaki hassas döküm tesisleri, optimum kalıp tasarımı ve metal akışı elde etmek için CAD yazılımı ve simülasyon kullanmaktadır. Bu teknolojiler kusurları önlemeye ve ürünün genel kalitesini artırmaya yardımcı olacaktır.
Süreç İzleme ve Otomasyon
Otomasyon sistemi ve gerçek zamanlı izleme teknolojisi, üreticinin sıcaklık ve dökme koşulları gibi önemli parametreleri düzenlemesini sağlayarak daha homojen bir döküm kalitesi elde etmesine olanak tanır.
Sonuç
Hassas döküm, yüksek boyutsal doğruluk ve yüzey kalitesine sahip karmaşık metal parçalar üretmek için kullanılan çok yönlü ve hassas bir üretim sürecidir. İşlem, üreticinin diğer döküm işlemleriyle üretilmesi zor olan karmaşık şekiller ve özellikler yapmasına olanak tanıyan bir kurban mum kalıbı kullanılarak seramik bir kalıpta yapılabilir.
Yüksek hassasiyet, esnek tasarım ve malzemelerin çok yönlülüğü, hassas dökümü çağdaş üretimde hayati bir süreç haline getiren avantajlardır. Ancak, içerdiği çoklu adımlar nedeniyle daha fazla üretim süresi gerektirir. Havacılık ve uzay türbin kanatlarında, otomotiv parçalarında ve şimdi de tıbbi cihazlarda ve mücevheratta hassas döküm, birçok sektörde yüksek performanslı metal parçaların üretiminde çok önemli bir rol oynamaktadır.
Katmanlı üretim, dijital simülasyon ve ilgili teknolojiler de dahil olmak üzere yeni teknolojilerin sürekli gelişmesiyle birlikte hassas döküm daha da üretken ve esnek hale gelecektir. Bu tür yenilikler, sürecin daha karmaşık endüstriyel süreçlerde kullanılmak üzere yüksek kaliteli parçalar üretme kapasitesini de artıracaktır.









