

Zinkdruckguss ist ein sehr effizientes Fertigungsverfahren, das bei Automobilteilen, Elektronikgehäusen, Armaturen, Hardware, medizinischen Geräten und Konsumgütern weit verbreitet ist. Es wird für seine Fähigkeit geschätzt, komplexe Geometrien mit hoher Maßgenauigkeit, sauberen Oberflächen und hohen Produktionsraten herzustellen.
Trotz dieser Vorteile ist das Zinkdruckgussverfahren nicht immun gegen Qualitätsprobleme. Die Mängel können auf Unregelmäßigkeiten bei den verwendeten Materialien, der Werkzeugkapazität, mangelnder Prozesskontrolle oder der Konstruktion beruhen.
Gute Fehlervermeidung, Problembehandlung und Qualitätskontrolle sind entscheidend, um eine einheitliche Qualität in der Produktion zu gewährleisten, die Ausschussrate zu senken und die Gesamteffizienz des Fertigungsprozesses zu verbessern.
In diesem Beitrag werden die häufigsten Mängel in den folgenden Bereichen eingehend erörtert Zinkdruckguss, ihre Ursachen, wirksame Korrekturmaßnahmen und das Profil der besten Praktiken zur Gewährleistung der Qualität in jedem Produktionszyklus.
Qualitätsprobleme beim Zinkdruckguss
Beim Zinkdruckgussverfahren wird eine geschmolzene Zinklegierung unter hohem Druck in eine stark bearbeitete Stahlform gespritzt. Das Metall erstarrt schnell, was zu kurzen Zykluszeiten und hoher Wiederholgenauigkeit führt.
Der hohe Druck und die hohe Geschwindigkeit, mit denen das Verfahren arbeitet, sind jedoch dieselben Faktoren, die sowohl zu seiner Effizienz als auch zu seiner Fehleranfälligkeit beitragen, wenn die Parameter nicht überwacht werden.
Probleme bei der Qualitätskontrolle im Zinkdruckguss stehen oft im Zusammenhang mit der mechanischen Leistung, der Qualität der Abmessungen, dem Aussehen der Oberfläche, der Korrosionsbeständigkeit oder der Passgenauigkeit der Teile.
Die meisten Fehler sind miteinander verbunden, da eine einzige Ursache zu mehreren Qualitätsproblemen führen kann. Es ist wichtig, die Zusammenhänge zwischen Materialverhalten, Werkzeugkonstruktion und Verarbeitungsparametern zu verstehen, um eine effiziente Fehlersuche zu ermöglichen.
Zinkdruckguss-Fehler
Häufigste Fehler im Zinkdruckguss können nach ihrem Aussehen und ihrer Auswirkung auf die Leistung des Teils klassifiziert werden. Die folgende Tabelle gibt einen Überblick über häufige Fehler und ihre Gesamtauswirkungen.
| Art des Defekts | Erscheinungsbild | Auswirkungen |
| Porosität | Löcher oder Nadelstiche im Inneren | Es verringert die Festigkeit Es kann zu Leckagen führen |
| Kalte Fensterläden | Sichtbare Linien und Nähte | Dies führt zu einer schwachen Bindung zwischen dem Strom. |
| Schrumpfung | Hohlräume und Einfallstellen | Die Abmessungen der Teile ändern sich. Dies wird zu Messungenauigkeiten führen. |
| Unvollständige Befüllung | Fehlende oder dünne Abschnitte | Dies führt zu einem Funktionsausfall. |
| Löten | An der Matrize haftendes Metall | Dies führt zu Schäden am Werkzeug |
| Risse | Innere oder oberflächliche Frakturen | Diese Erscheinung deutet auf strukturelle Schäden oder Versagen hin. |
| Blistering | Blasenartiges Aussehen auf der Oberfläche | Schlechte Oberflächenqualität |
| Blitzlicht | Überschüssiges Metall an Trennebenen | Das ästhetische Erscheinungsbild wird beeinträchtigt |
Porosität in Druckgussteilen Zink
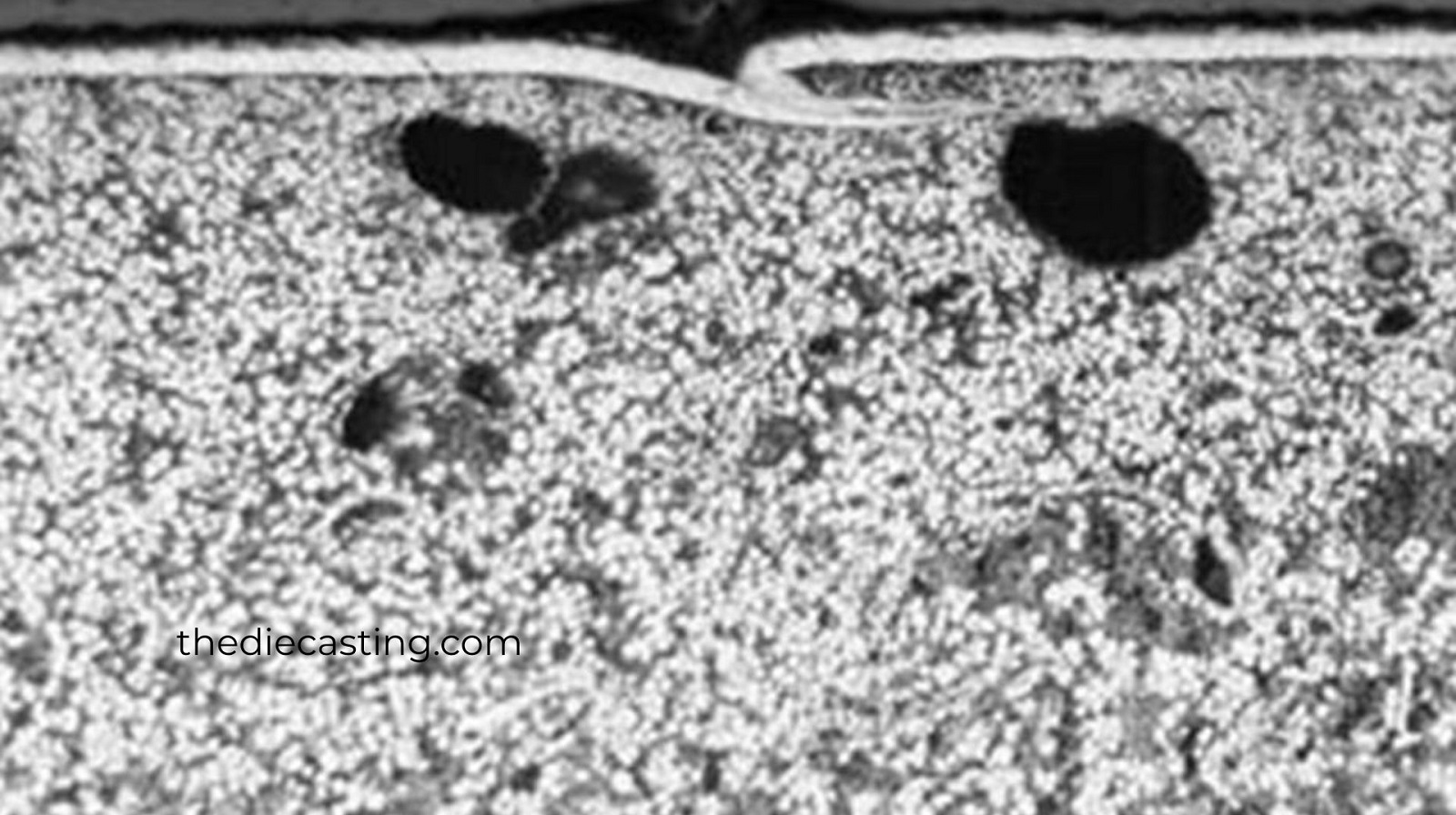
Unter Porosität versteht man das Vorhandensein von Leerräumen oder Gasblasen im Gussstück. Diese Hohlräume können sich auf der Oberfläche oder im Inneren des Gussteils befinden und sind ohne ausgefeilte Inspektionstechniken nur sehr schwer zu erkennen. Porosität beeinträchtigt die mechanische Integrität des Gussteils und kann zu Leckagen in druckführenden Komponenten führen.
| Art der Porosität | Beschreibung | Herkunft |
| Gas Porosität | Glatte, abgerundete Hohlräume | Gas oder Luft wird eingeschlossen |
| Schrumpfung Porosität | Unregelmäßige Hohlräume | Unzureichende Ernährung |
| Mikroporosität | Sehr feine Lücke | Schnelle Erstarrung |
Ätiologie und Prophylaxe
Die Porosität kann durch Lufteinschlüsse während des Einspritzens, hohe Turbulenzen im Schmelzfluss oder eine schlechte Entlüftung des Formhohlraums entstehen. Die Gasbildung kann auch auf einen hohen Feuchtigkeitsgehalt der Formoberflächen oder auf eine unangemessene Schmelzetemperatur zurückzuführen sein.
Die Verringerung der Porosität wird durch eine genaue Kontrolle der Einspritzgeschwindigkeit und des Drucks, die Entlüftung der Werkzeuge und den effizienten Einsatz von Vakuumsystemen, wo nötig, erreicht. Die Aufrechterhaltung einer optimalen Schmelzetemperatur und das Sauber- und Trockenhalten der Werkzeugoberflächen verringern ebenfalls die Gaseinschlüsse.
In den meisten Fällen kann die Rekonstruktion des Angusssystems zur Erleichterung eines reibungslosen Metallflusses einen großen Beitrag zur Minimierung der Porosität leisten.
Kaltverschlüsse und Defekte in der Durchflussleitung
Beschreibung und Auswirkungen
Kalte Schließung: Dies geschieht, wenn zwei geschmolzene Zinkströme aufeinandertreffen und nicht richtig verschmelzen, so dass eine sichtbare Naht oder Linie auf der Gussoberfläche entsteht. Solche Fehler beeinträchtigen die strukturelle Integrität und können unter mechanischem Druck zu einem frühen Zusammenbruch führen.
Grundlegende Ursachen und Lösungen
Niedrige Schmelzetemperaturen, unzureichende Einspritzgeschwindigkeit oder lange Fließwege können zu vorzeitiger Erstarrung und Kaltverschlüssen führen. Eine schlechte Positionierung von Anschnitten und dünnwandigen Abschnitten verschlimmert die Situation ebenfalls.
Um Kaltverschlüsse zu vermeiden, müssen die Fließeigenschaften des Metalls verbessert werden. Dies kann erreicht werden, indem die Schmelz- und Werkzeugtemperaturen in vernünftigen Bereichen erhöht, die Einspritzgeschwindigkeit optimiert und die Anschnitte so umgestaltet werden, dass eine gleichmäßige Füllung möglich ist. Die Fließkontinuität wird auch durch eine Änderung der Teilegeometrie verbessert, um dünne Abschnitte und spitze Winkel zu beseitigen.
Zinkdruckguss Schrumpfungsdefekte

Wissen über das Schrumpfungsverhalten
Wenn geschmolzenes Zink erstarrt, zieht es sich zusammen, was zu einer Schrumpfung führt. Wenn nicht mehr geschmolzenes Metall hinzugefügt wird, um diese Schrumpfung auszugleichen, können sich innere Hohlräume oder Oberflächeneinfallstellen bilden. Die Zinkfehler in Form von Schrumpfung treten in der Regel in den Bereichen des Gussteils auf, die dick sind und nachweislich zuletzt erstarrt sind.
Gründe und Abhilfemaßnahmen
Unzureichender Nachdruck, eine ungeeignete Konstruktion des Zuführsystems oder plötzliche Änderungen der Wanddicke sind häufig die Ursachen für Schrumpfungsfehler. Auch ungleichmäßige Abkühlungsraten können eine lokale Schrumpfung verursachen.
Um dies zu verhindern, ist es wichtig, die Angüsse und Anschnitte so zu gestalten, dass während des gesamten Erstarrungsprozesses eine konstante Metallzufuhr gewährleistet ist. Durch die Anwendung eines höheren Nachdrucks und die Verlängerung der Zeit unter Druck kann das geschmolzene Metall die Schrumpfung ausgleichen. Die Aufrechterhaltung einer gleichmäßigen Wandstärke und die Verbesserung des thermischen Gleichgewichts in der Form minimieren ebenfalls das Risiko von schrumpfungsbedingten Defekten.
Blitzentstehung und ihre Kontrolle
Beschreibung von Flash
Grate treten in Form von dünnen Schichten überschüssigen Metalls entlang der Trennebene, des Auswerferstifts oder in Form von Entlüftungen auf. Auch wenn der Grat nicht unbedingt die Funktionalität des Teils beeinträchtigt, erfordert er oft sekundäre Beschneidungsprozesse und kann das Aussehen beeinträchtigen.
Ursachen und Prävention
Gratbildung wird oft mit hohem Einspritzdruck, dem Verschleiß von Düsenkomponenten oder sogar mit einer falschen Ausrichtung der Düse in Verbindung gebracht. Auch die Oberflächen von Werkzeugen können aufgrund von Fremdkörpern nicht richtig abdichten.
Um Gratbildung zu vermeiden, müssen der richtige Einspritzdruck, eine angemessene Schließkraft und eine routinemäßige Wartung der Werkzeuge beachtet werden. Die Kontrolle des Verschleißes und der Beschädigung der Werkzeuge sowie die Sauberhaltung der Trennflächen sind notwendige Maßnahmen zur Vermeidung von Gratbildung.
Oberflächenmängel Blasenbildung
Art der Blasenbildung
Blasenbildung tritt als erhöhte Blasen auf der Gussoberfläche auf und neigt dazu, später beim Beschichten, Lackieren oder bei Wärmeeinwirkung zuzunehmen. Diese Fehler beeinträchtigen das Aussehen der Oberfläche und die Haftung der Beschichtung.
Beitragende Faktoren und Lösungen
Die Blasenbildung ist in der Regel auf das Aufplatzen von Gas während der Nachbearbeitung oder auf Feuchtigkeit auf der Oberfläche der Matrize und zu viel Schmiermittel zurückzuführen. Porosität im oberflächennahen Untergrund erhöht ebenfalls das Risiko der Blasenbildung.
Blasen lassen sich durch eine bessere Entlüftung, die Verwendung von Schmiermitteln mit niedrigem Feuchtigkeitsgehalt und die Kontrolle der Formtemperatur vermeiden. Die Verringerung der Nacherwärmung in der zweiten Phase des Prozesses trägt ebenfalls dazu bei, das Risiko von Oberflächenfehlern zu minimieren.
Unvollendete Füllungen und kurze Aufnahmen
Beschreibung und Konsequenzen
Eine unvollständige Füllung liegt vor, wenn der Formhohlraum nicht mit geschmolzenem Zink gefüllt ist, so dass er unterfüllt oder nur teilweise gefüllt ist. Diese Fehler machen die Bauteile unbrauchbar, und die Ausschussquote sinkt drastisch.
Ursachen und Abhilfemaßnahmen
Unvollständige Füllung kann häufig durch unzureichenden Einspritzdruck, unzureichende Schmelzetemperatur, verstopfte Entlüftungsöffnungen oder falsch ausgelegte Anschnittsysteme verursacht werden. Auch dünnwandige Abschnitte und komplizierte Geometrien können zu Füllungsproblemen führen.
Zu den Abhilfemaßnahmen gehören die Erhöhung der Einspritzrate und des Drucks, die Optimierung der Schmelzetemperatur und die Gewährleistung einer angemessenen Belüftung. Um den Metallfluss in schwer zu füllende Bereiche zu verbessern, kann es erforderlich sein, den Anschnitt umzugestalten und die Teilegeometrie zu ändern.
Probleme beim Löten und Kleben von Stümpfen
Verstehen des Lötens
Beim Löten wird die Matrize mit geschmolzenem Zink bedeckt, was zu Oberflächenbeschädigungen und Maßproblemen sowie zu kürzeren Reinigungs- und Reparaturzeiten führt.
Probleme und Präventionspläne
Die grundlegenden Ursachen für das Löten sind hohe Werkzeugtemperaturen, falsche Werkzeugbeschichtung und ungeeignete Legierungszusammensetzungen. Auch eine unzureichende Schmierung erhöht die Wahrscheinlichkeit der Metallhaftung.
Die Vermeidung von Lötungen sollte durch die Temperatur der Matrize, die Beschichtung der Matrize und die verwendete Zinklegierung genau kontrolliert werden. Regelmäßige Schmierung ist ebenfalls sehr wichtig für den Schutz der Formoberflächen.
Risse und Heißrisse
Merkmale und Risiken
Während oder nach der Erstarrung bilden sich Risse und Heißrisse aufgrund von thermischer Belastung oder begrenzter Schrumpfung. Diese Fehler beeinträchtigen die strukturelle Integrität erheblich und sind nicht unbedingt an der Oberfläche zu finden.
Grundursachen und Abhilfemaßnahmen
Scharfe Kanten, asymmetrische Abkühlung, hohe Eigenspannungen und schlechtes Ausstoßverhalten sind einige der Faktoren, die zur Rissbildung beitragen. Diese Bedingungen werden in der Regel durch ein schlechtes Teiledesign noch verschlimmert.
Um die Rissbildung zu verringern, sollten Sie scharfe Ecken mit Verrundungen und Radien abrunden, die Kühlung ausgleichen und die Ausstoßzeit maximieren. Eine der besten langfristigen Lösungen besteht darin, das Design der Teile so zu verbessern, dass es der natürlichen Metallschwindung entspricht.
Die Qualitätssicherungspraktiken für Zinkdruckguss
Die Qualitätssicherung von Zinkdruckguss endet nicht mit dem Ende, sondern sollte in den gesamten Produktionsprozess einbezogen werden.
Bestandskontrolle
Die Fehlervermeidung basiert auf der Aufrechterhaltung der Legierungsqualität. Die Zusammensetzung der Zinklegierung hat einen direkten Einfluss auf die Fließfähigkeit, die Festigkeit, die Korrosionsbeständigkeit und das Zusammenspiel der Formen.
| Aspekt der Kontrolle | Methode der Inspektion |
| Chemische Zusammensetzung | Spektrometer-Analyse |
| Verunreinigungsgrade | Zertifizierung der Lieferanten |
| Konsistenz der Legierung | Rückverfolgbarkeit der Chargen |
Steuerung und Überwachung von Prozessparametern
Die entscheidenden Prozessparameter sollten konsequent kontrolliert werden, um ein gleichmäßiges Produktionsniveau aufrechtzuerhalten. In der folgenden Tabelle sind die gängigen Parameter und ihre Auswirkungen auf die Qualität aufgeführt.
| Parameter | Bereich | Qualität |
| Schmelztemperatur | 380-430°C | Fließverhalten und Porosität |
| Spritzgussdruck | Spezifisch nach Teilen | Füllung und Blitzlicht |
| Temperatur der Matrize | 150-250°C | Qualität der Oberfläche |
| Radfahren | Optimiert | Schrumpfung und Rissbildung |
Statistische Prozesskontrollmethoden ermöglichen es den Herstellern, Trends zu erkennen und Abweichungen zu korrigieren und dadurch Fehler zu vermeiden.
Methoden der In-Prozess- und Endkontrolle
Qualitätskontrollen während und nach der Produktion tragen dazu bei, dass hochwertige Produkte an die Endverbraucher geliefert werden.
| Methode der Inspektion | Zweck |
| Röntgenprüfung | Innere Porosität |
| Visuelle Kontrolle | Oberflächenfehler werden bemerkt. |
| Dichtheitsprüfung | Drucktoleranz |
| Bewertung der Dimensionen | Überprüfung der Toleranzen |
| Prüfung der Oberfläche | Bereitschaft zur Beschichtung |
Instandhaltung von Werkzeugen und ihr Einfluss auf die Qualität
Der Zustand der Werkzeuge hat direkten Einfluss auf die Gussqualität und die Prozessstabilität. Ungepflegte Formen bergen auch die Gefahr von Graten, Lötstellen und Maßabweichungen.
Reinigung, Abnutzung, Polieren der Oberflächen und Austausch verschlissener Teile werden regelmäßig durchgeführt, um die gleiche Qualität der Teile zu erhalten und die Lebensdauer der Werkzeuge zu verlängern.
Runde um Runde Fehleranalyse
Die systematische Analyse von Fehlerdaten ist der Schlüssel zur langfristigen Qualitätsverbesserung. Durch das Erkennen allgemeiner Probleme und ihrer Ursachen lassen sich Fehler vermeiden.
| Werkzeug | Anmeldung |
| Pareto-Analyse | Erkennung von Defekten |
| FMEA | Risikobewertung |
| Fishbone-Diagramme | Analyse der Grundursache |
| SPC-Karten | Prozess-Stabilität |

Schlussfolgerung
Zinkdruckguss gilt nach wie vor als eines der effektivsten und nützlichsten Fertigungsverfahren zur Herstellung hochpräziser und komplexer Teile in großem Maßstab. Um eine gleichbleibende Qualität zu erreichen, ist jedoch ein umfassendes Verständnis der häufigsten Fehler, ihrer Ursachen und der Wechselwirkungen zwischen Materialeigenschaften, Formkonstruktion und Prozessparametern erforderlich, wie in diesem Artikel erläutert.
Defekte hängen in der Regel miteinander zusammen, so dass eine Verbesserung nach der Behebung eines Problems sich positiv auf andere Qualitätsergebnisse auswirken kann. Die Fehlerbehebung beginnt mit einer guten Prozesssteuerung, die stabile Schmelz- und Werkzeugtemperaturen, einen optimalen Einspritzdruck sowie Anschnitt- und Entlüftungsdesigns gewährleistet. Eine aktive Qualitätssicherung ist ebenfalls wichtig und umfasst Legierungskontrolle, Prozessüberwachung in Echtzeit, regelmäßige Werkzeugwartung und systematische Fehleranalyse.
Die Ausschussrate, die Lebensdauer der Werkzeuge, die mechanische Leistung und die Kundenzufriedenheit können erheblich reduziert werden, wenn die Qualitätssicherung während des gesamten Produktionszyklus und nicht erst am Ende eingeführt wird. Die Hersteller sollten konsequent Qualitätsprüfungen an ihren Produkten durchführen.
Der Schlüssel zum langfristigen Erfolg von Zinkdruckgussbetrieben ist ein disziplinierter, datengesteuerter Ansatz zur Fehlervermeidung und kontinuierlichen Verbesserung.
FAQs
1. Was ist denn der größte Mangel am Zinkdruckguss?
Einer der häufigsten Fehler ist Porosität, die durch eingeschlossenes Gas, unzureichende Entlüftung oder unsachgemäße Temperaturkontrolle entstehen kann und die Festigkeit der Teile stark beeinträchtigen kann.
2. Was kann man tun, um die Porosität in Zinkdruckgussstücken zu verringern?
Die Verringerung der Porosität kann durch die Optimierung der Einspritzgeschwindigkeit und des Einspritzdrucks, die Verbesserung der Werkzeugentlüftung oder der Vakuumsysteme, die Regulierung der Schmelzetemperatur und die Umgestaltung der Anschnitte für einen gleichmäßigeren Metallfluss erreicht werden.
3. Was ist der Grund für den Grat beim Zinkdruckguss?
Gratbildung ist in der Regel auf zu hohen Einspritzdruck, verschlissene, falsch ausgerichtete oder zu wenig eingespannte Werkzeuge sowie auf das Austreten von geschmolzenem Metall an Trennlinien zurückzuführen.
4. Welche Bedeutung hat die Instandhaltung von Werkzeugen für die Qualitätssicherung?
Durch die Wartung der Werkzeuge werden Defekte wie Gratbildung, Lötprobleme und Maßabweichungen vermieden, die Lebensdauer der Werkzeuge verlängert und gleichbleibende Produktionsbedingungen geschaffen.
5. Wird nach dem Gießen eine Qualitätssicherung durchgeführt?
Nein. Die Qualitätssicherung ist kein einmaliger Vorgang, sondern ein kontinuierlicher Prozess, der Legierungs-, Prozess-, In-Prozess- und Post-Prozess-Kontrollen umfasst, um eine fehlerfreie Produktion zu gewährleisten.









