
Druckguss ist ein Metallgussverfahren, bei dem unter hohem Druck komplexe, hochvolumige und präzise Metallteile mit hervorragender Oberflächengüte und Maßgenauigkeit hergestellt werden. Erreicht wird dies durch das Einspritzen von geschmolzenem Metall mit hoher Geschwindigkeit und hohem Druck in eine gehärtete Stahlform, die als Matrize bezeichnet wird. Nach dem Erstarren des Metalls wird die Matrize geöffnet, und das fertige Bauteil wird ausgeworfen, beschnitten oder leicht nachbearbeitet.

Aufgrund seiner Schnelligkeit, Reproduzierbarkeit und der Fähigkeit, dünnwandige, detaillierte Abgüsse herzustellen, Druckguss ist in den Bereichen Automobil, Elektronik, Luft- und Raumfahrt, Haushaltsgeräte und Konsumgüter weit verbreitet.
Es gibt zwei Haupttypen von Druckgussverfahren: Warmkammer- und Kaltkammer-Druckguss. Obwohl bei beiden Verfahren geschmolzenes Metall mit Druck in eine Form gepresst wird, unterscheiden sich die Verfahren zum Schmelzen, Verarbeiten und Einspritzen des Metalls deutlich. Die Unterschiede beeinflussen die Art der verwendeten Metalle, die Zykluszeit, die Produktionskosten, die Lebensdauer der Werkzeuge und die Größe der Teile.
Beim Warmkammer-Druckguss ist der Schmelzofen in die Gießmaschine integriert, was eine schnellere Verarbeitung und eine bessere Eignung für niedrigschmelzende Legierungen ermöglicht. Beim Kaltkammer-Druckguss hingegen wird ein separater Ofen verwendet, und das geschmolzene Metall wird jedes Mal in die Maschine gegossen. Diese Anordnung ist vorzuziehen, wenn die Legierung einen höheren Schmelzpunkt hat, z. B. bei Aluminium und Kupfer.
Das Wissen um die Unterschiede zwischen diesen beiden Prozessen hilft Druckgussteile China die wirksamste, kostengünstigste und technisch machbare Methode für die Anwendung des Unternehmens auszuwählen.
Warmkammer-Druckgießen: Verfahren und technisches Wissen
Warmkammer-Druckguss ist ein Hochdruck-Metallgießverfahren, das hauptsächlich für niedrigschmelzende Legierungen verwendet wird. Es findet breite Anwendung in der Automobil-, Elektronik-, Telekommunikations- und Konsumgüterindustrie sowie in Bereichen, die hohe Produktionsgeschwindigkeiten, enge Maßtoleranzen und eine gute Oberflächengüte erfordern.
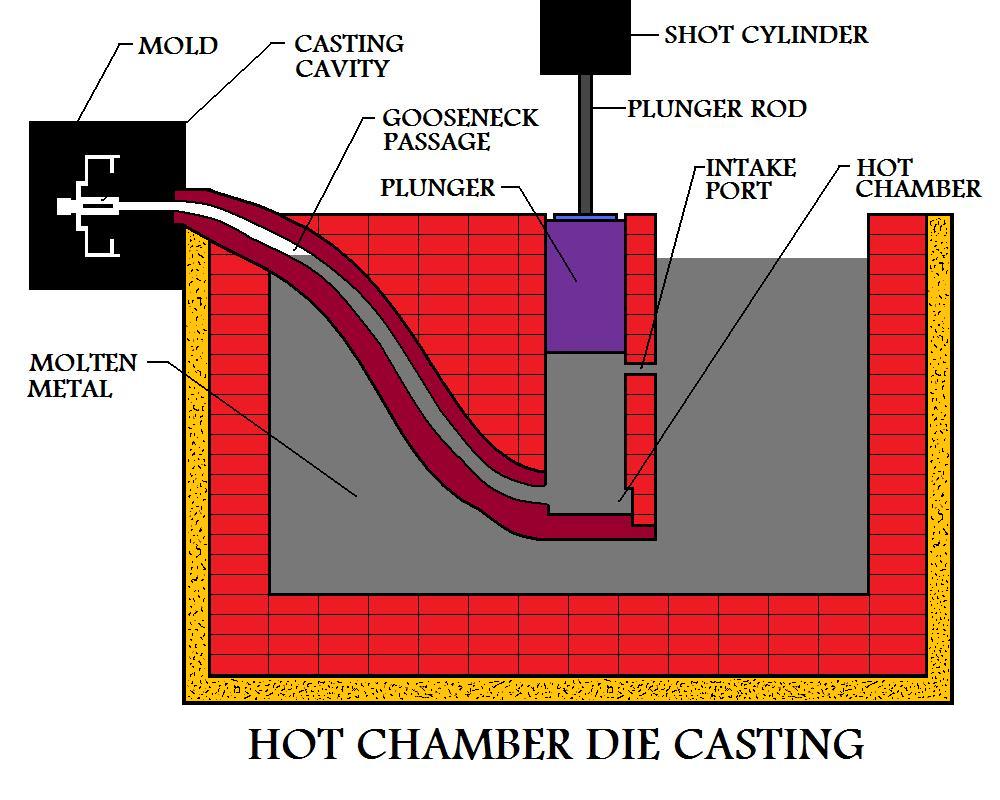
Das Hauptmerkmal dieses Verfahrens ist, dass der Schmelzofen in die Gießmaschine integriert ist. Bei dieser Art von Konstruktion wird das geschmolzene Metall kontinuierlich in einem spritzfertigen Zustand gehalten, was die Handhabungszeit reduziert und zu einer wesentlich effizienteren Produktion führt als bei anderen Gießverfahren.
Zusammenfassung des Prozesses
| Prozess | Erläuterung |
| Schmelzen | Das Metall wird in einem eingebauten Ofen bei einer Temperatur von etwa 400-450 °C im Falle von Zinklegierungen und 600 °C im Falle einiger Magnesiumlegierungen geschmolzen. |
| Füllen des Schwanenhalses | Bei dieser Einrichtung wird ein hydraulischer Kolben verwendet, um so lange zurückzuziehen, bis die Schwanenhalskammer mit geschmolzenem Metall gefüllt ist. |
| Einspritzung | Der Kolben bewegt sich vorwärts und spritzt das Metall mit einer Geschwindigkeit von bis zu 3060 m/s in den Formhohlraum. |
| Erstarrung | Das Abkühlen und Erstarren des Metalls dauert 2-10 Sekunden, je nach Dicke des Teils. |
| Auswurf | Hier öffnet sich die Kokille und das Gussteil wird mit Hilfe von Auswerferstiften aus der Kokille entfernt. |
| Wiederholen Sie | Die Gesamtzykluszeit beträgt 3 bis 15 Sekunden und ermöglicht hohe Produktionsmengen. |
Der Prozess des Warmkammer-Druckgusses
Unter Warmkammer-Druckguss, Das geschmolzene Metall wird in einem eingebauten Ofen, der auf der Maschine montiert ist, zurückgehalten. Das geschmolzene Metall taucht in ein Bauteil ein, das Schwanenhals genannt wird. Wenn der Kolben zurückgezogen wird, gelangt das geschmolzene Metall über eine Einlassöffnung in die Einspritzkammer. Der Kolben wird dann hydraulisch betätigt, wodurch das Metall mit hoher Geschwindigkeit durch den Schwanenhals und in den Formhohlraum gedrückt wird. Die Einspritzgeschwindigkeiten können 30-60 Meter pro Sekunde erreichen, wodurch der Hohlraum gefüllt wird, bevor das Metall erstarrt.
Nach dem Gießen wird das geschmolzene Metall unter Druck gesetzt und abgekühlt. Die Erstarrung dauert in der Regel 2-10 Sekunden, je nach Wandstärke und Legierung. Wenn das Teil bereits fest ist, wird die Form geöffnet, und die Auswerferstifte drücken das Gussteil heraus. Danach wird die Maschine geschlossen und der nächste Zyklus eingeleitet.
Technische Parameter und Betriebsbedingungen
Der Prozess wird in gut kontrollierten Temperatur- und Hochdruckbereichen durchgeführt, um die Qualität und Sicherheit der Werkzeuge zu gewährleisten. Zink-Legierungen kann bei Temperaturen zwischen 400 und 450 °C gegossen werden. Im Gegensatz dazu können Magnesiumlegierungen bei Temperaturen um 600 °C gegossen werden. Der Einspritzdruck beträgt in der Regel 7-35 MPa (etwa 1.000-5.000 psi). Die Formtemperatur wird zwischen 150 und 250 °C gehalten, um einen gleichmäßigen Metallfluss und eine kontrollierte Abkühlung zu gewährleisten.
Aufgrund des breiten Spektrums an Maschinengrößen reicht die Schließkraft in der Regel von 20 bis 500 Tonnen. Das Gewicht der Teile liegt in der Regel unter 1 Kilogramm, die Maschinen können jedoch bis zu 5 Kilogramm verarbeiten. Dies ist eine der schnellsten Metallumformungsmethoden, deren Produktionsraten aufgrund der hohen Taktrate oft 300-700 Teile pro Stunde erreichen.
Anwendbare Materialgrenzwerte und Legierungen
Warmkammer-Druckguss gilt nur für Legierungen, die Eisen bei hohen Temperaturen nicht angreifen. Die häufigsten sind Zinklegierungen, darunter Zamak 3 und Zamak 5, die einen Schmelzpunkt von etwa 385 °C haben. Es wird auch häufig für Magnesiumlegierungen wie AZ91D verwendet, die bei etwa 595 °C schmelzen. Es ist auch möglich, Blei-Zinn-Legierungen zu verarbeiten, aber deren industrielle Anwendungen sind begrenzter. Dieses Verfahren kann nicht bei Aluminium angewandt werden, dessen Schmelzpunkt bei etwa 660 Grad Celsius liegt, was die untergetauchten Einspritzelemente zerstören kann.
Leistungsvorteile und Einschränkungen in der Praxis
- Geschwindigkeit ist einer der größten Vorteile des Warmkammer-Druckgusses.
- Der Ofen ist integriert, und die Schritte des Metalltransfers sind nicht getrennt, wodurch sich die Zykluszeit und der Energieverbrauch im Vergleich zu Kaltkammersystemen um etwa 20-30 Prozent verringern.
- Die Maßtoleranzen können bis zu ±0,05 mm betragen, und es können Oberflächengüten mit Ra-Werten von 1,6-3,2 µm erzielt werden.
- Auch die Standzeit der Werkzeuge ist gut: Bei guter Wartung wurden Belastungen von 500.000 und mehr Zyklen beobachtet.
- Durch den ständigen Kontakt zwischen dem Schwanenhals, dem Kolben und dem geschmolzenen Metall kommt es jedoch zu Verschleißerscheinungen.
- Diese Teile können innerhalb von 50.000 bis 100.000 Zyklen ausgetauscht werden. Das Verfahren eignet sich auch eher für kleine bis mittelgroße Bauteile als für große Strukturteile.
| Parameter | Typischer Bereich |
| Metall Temperatur | 400-450°C (Zink), bis zu 600°C (Magnesium) |
| Einspritzdruck | 7-35 MPa (1.000-5.000 psi) |
| Zykluszeit | 3-15 Sekunden |
| Tonnage der Maschine | 20-500 Tonnen |
| Produktionsrate | 300-700 Teile/Stunde |
| Die Temperatur | 150-250°C |
| Typisches Teilegewicht | 0,02-5 kg |
Kaltkammer-Druckgießen: Verfahren und technische Beobachtungen
Kaltkammer-Druckguss ist ein Metalldruckgussverfahren, das sich für Legierungen mit mittlerem bis hohem Schmelzpunkt eignet. Es wird häufig in Branchen wie der Automobilindustrie, der Luft- und Raumfahrt, dem Maschinenbau und der Elektronik eingesetzt, die starke, leichte Komponenten mit präzisen Abmessungen benötigen.
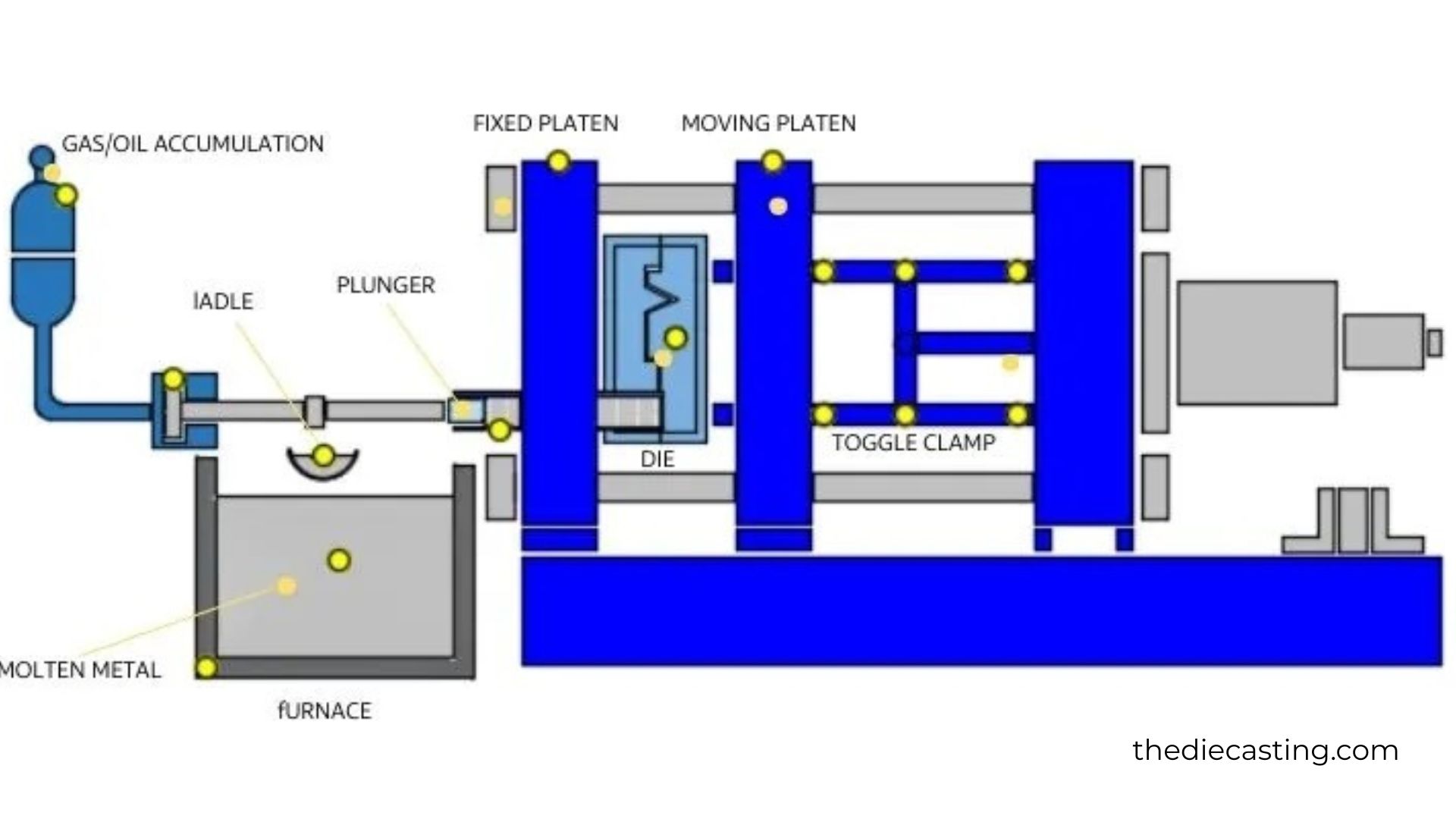
Bei diesem Verfahren wird das Metall in einem separaten Ofen geschmolzen, im Gegensatz zum Warmkammer-Druckguss. Jeder Schuss wird mit dem geschmolzenen Metall in die Gießmaschine befördert, wodurch sich das System für Werkstoffe eignet, die einem dauerhaft eingetauchten Spritzgussverfahren schaden würden. Diese geometrische Unterscheidung kennzeichnet die Arbeitsweise, die Produktionsgeschwindigkeit und das Materialspektrum des Kaltkammerverfahrens.
Prozess-Übersicht
Während Kaltkammer-Druckguss, wird das Metall in einem externen Ofen bei der entsprechenden legierungsspezifischen Temperatur geschmolzen. Die Schmelztemperatur von Aluminiumlegierungen liegt im Allgemeinen im Bereich von 660 bis 700 °C, und Kupferbasislegierungen können bei Temperaturen von über 1.000 °C geschmolzen werden. Nach dem Schmelzen wird eine bestimmte Menge Metall in die Gießhülse der Gießmaschine gegossen, wobei entweder eine manuelle Pfanne oder ein automatisiertes Robotersystem verwendet wird. Die Gießhülse besteht aus einem gehärteten Stahlzylinder, der wiederholten thermischen und mechanischen Belastungen ausgesetzt ist.
Metallinjektion und Erstarrung
Sobald das geschmolzene Metall in die Gießhülse eingefüllt ist, bewegt sich ein hydraulischer Kolben vorwärts und drückt das Metall mit hohem Druck in den Formhohlraum. Der Einspritzdruck ist sehr hoch, in der Regel 30-150 MPa (ca. 4.350-21.750 psi), im Vergleich zum Warmkammergießen. Das Metall wird in die Form gegossen. Form mit hoher Geschwindigkeit, um sicherzustellen, dass der Hohlraum bis zum Erstarrungspunkt gefüllt wird.
Sobald der Hohlraum gefüllt ist, wird Druck ausgeübt, bis das Metall erstarrt. Die Erstarrungszeiten hängen auch von der Größe des Teils und der Wandstärke ab, liegen aber in der Regel zwischen 5 und 20 Sekunden. Sobald das Metall erstarrt ist, wird die Form mit den Auswerferstiften geöffnet und das Gussteil herausgepresst. Da das Metall bei jedem Zyklus nachgefüllt werden muss, sind die Gesamtzykluszeiten länger als beim Warmkammergießen, in der Regel 20-60 Sekunden.
Betriebsbedingungen
Kaltkammer Druckguss wird unter härteren thermischen und mechanischen Bedingungen eingesetzt. Die Formtemperaturen werden in der Regel zwischen 200 und 300 °C gehalten, um den Metallfluss und die Werkzeuglebensdauer auszugleichen. Wasser oder Öl zirkuliert durch die Kühlkanäle der Matrize, um die Matrize effizient zu kühlen und die Erstarrungsrate zu regulieren. Defekte wie Schrumpfung, Porosität und Verzug werden durch effektives Wärmemanagement minimiert.
Im Gegensatz zu den Komponenten des Einspritzsystems sind Kolben und Hülse nie vollständig in das geschmolzene Metall eingetaucht. Dadurch werden sie weniger chemisch angegriffen und sind pro Zyklus einem Temperaturschock ausgesetzt. Diese Komponenten werden in der Regel aus hochwertigen Werkzeugstählen hergestellt und müssen nach einer Reihe von Produktionsläufen regelmäßig ausgetauscht oder gewartet werden.
Technische Daten der Maschine
Druckgussmaschinen sind in der Regel größer und leistungsfähiger als Warmkammer-Druckgussmaschinen. Die Schließkräfte reichen in der Regel von 200 bis über 4.000 Tonnen, was die Herstellung größerer und schwererer Teile ermöglicht. Das Gewicht der Gussstücke kann je nach Kapazität der Maschine zwischen einigen hundert Gramm und mehr als 20 Kilogramm liegen. Die Produktionsraten liegen bei durchschnittlich 100 bis 300 Teilen pro Stunde, wobei die Komplexität und Größe der Teile variiert.
Geeignete Legierungen
Das Verfahren eignet sich für Metalle mit höheren Schmelzpunkten, die in Warmkammermaschinen nicht verwendet werden können. A380 und ADC12 sind die beliebtesten Aluminiumlegierungen aufgrund ihres guten Verhältnisses von Festigkeit zu Gewicht und ihrer Korrosionsbeständigkeit.
Kaltkammeranlagen werden auch häufig zum Gießen von Magnesiumlegierungen verwendet, insbesondere für strukturelle Anwendungen. Kupfer-, Messing- und Bronzelegierungen können ebenfalls bearbeitet werden, erfordern aber aufgrund der höheren Gießtemperaturen eine stärkere Werkzeugausstattung.
Leistungsvorteile
Der Kaltkammerdruckguss bietet eine größere Materialflexibilität und die Möglichkeit, starke Strukturteile zu gießen. Es können Teile mit komplexen Formen, dünnen Wänden und feinen Details hergestellt werden, ohne die mechanischen Eigenschaften zu beeinträchtigen. Die üblichen Maßtoleranzen liegen in der Größenordnung von ±0,1 bis ±0,2 mm. Das Verfahren verbessert auch das Vakuum- und Squeeze-Casting, verringert die Porosität und erhöht die strukturelle Integrität.
Beschränkungen des Prozesses
- Die Hauptnachteile des Kaltkammergießens sind längere Zykluszeiten und ein höherer Energieverbrauch.
- Die Notwendigkeit, geschmolzenes Metall pro Schuss zu bewegen, verlangsamt die Produktion und erhöht das Risiko von Wärmeverlusten.
- Auch die Werkzeugkosten steigen aufgrund der höheren thermischen und mechanischen Belastungen, denen die Werkzeuge standhalten müssen.
- Außerdem kann eine unsachgemäße Schöpf- oder Injektionskontrolle den Lufteinschluss und die Porosität verschlimmern.
| Parameter | Typischer Bereich |
| Metall Temperatur | 660-700°C (Aluminium), bis zu 1.100°C (Kupferlegierungen) |
| Einspritzdruck | 30-150 MPa (4.350-21.750 psi) |
| Zykluszeit | 20-60 Sekunden |
| Produktionsrate | 100-300 Teile/Stunde |
| Die Temperatur | 200-300°C |
| Typisches Teilegewicht | 0,2-20+ kg |
| Tonnage der Maschine | 200-4.000+ Tonnen |
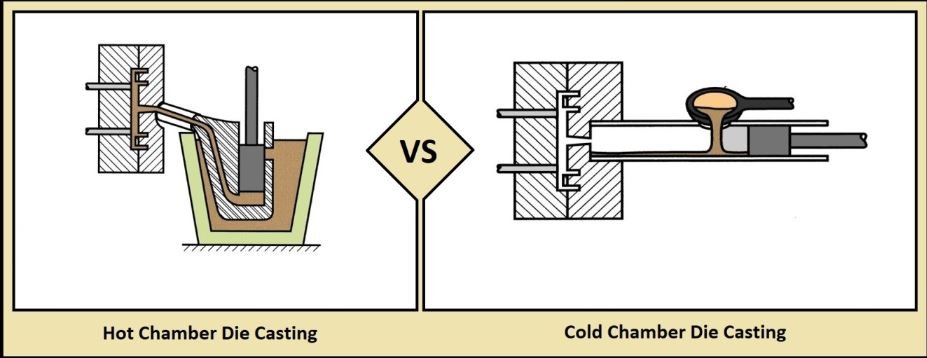
Warmkammer-Druckguss vs. Kaltkammer-Druckguss
Das Verständnis der Unterschied zwischen Warm- und Kaltkammerdruckguss ist unerlässlich. Der Druckguss wird häufig zur Herstellung von präzisen Hochgeschwindigkeits-Metallteilen verwendet. Das Verfahren wird als Warm- oder Kaltkammerverfahren kategorisiert. Obwohl bei beiden Verfahren geschmolzenes Metall unter Druck in eine Stahlform gespritzt wird, unterscheiden sie sich in der Konstruktion der Anlagen, den zulässigen Metallen, der Geschwindigkeit, den Kosten und der Verwendung.
| Merkmal | Warmkammer-Druckgießen | Kaltkammer-Druckgießen |
| Standort des Ofens | Der Ofen ist in die Gießmaschine eingebaut | Metall wird in einem separaten externen Ofen geschmolzen |
| Metallverarbeitung | Das geschmolzene Metall wird automatisch in das Einspritzsystem eingezogen | Bei jedem Zyklus wird geschmolzenes Metall in die Gießhülse geschöpft oder gegossen. |
| Einspritzsystem | Schwanenhalsmechanismus in geschmolzenes Metall getaucht | Plunger spritzt Metall aus einer separaten Spritzhülse |
| Geeignete Metalle | Legierungen mit niedrigem Schmelzpunkt (Zink, Magnesium, Blei-Zinn) | Legierungen mit höherem Schmelzpunkt (Aluminium, Kupfer, Messing, Bronze) |
| Schmelztemperaturbereich | 400-450°C (Zink), bis zu 600°C (Magnesium) | 660-700°C (Aluminium), bis zu 1.100°C (Kupferlegierungen) |
| Einspritzdruck | 7-35 MPa | 30-150 MPa |
| Zykluszeit | Sehr kurz: 3-15 Sekunden | Länger: 20-60 Sekunden |
| Produktionsgeschwindigkeit | 300-700 Teile pro Stunde | 100-300 Teile pro Stunde |
| Größe der Maschine | Kleinere Maschinen | Größere, schwerere Maschinen |
| Spannkraft | 20-500 Tonnen | 200-4.000+ Tonnen |
| Typisches Teilegewicht | 0,02-5 kg | 0,2-20+ kg |
| Fähigkeit zur Teilgröße | Am besten für kleine bis mittlere Teile | Geeignet für mittlere bis sehr große Teile |
| Werkzeugverschleiß | Höherer Verschleiß an Schwanenhals und Stößel durch ständigen Kontakt mit geschmolzenem Metall | Weniger chemischer Verschleiß, aber stärkere thermische Schockbelastung |
| Lebensdauer der Werkzeuge | Gut, aber die Einspritzkomponenten verschleißen schneller | Werkzeuge werden stärker beansprucht; die Wartungskosten sind höher |
| Oberfläche | Ausgezeichnete Oberflächengüte | Sehr gute Oberflächengüte |
| Maßgenauigkeit | Sehr hoch (±0,05 mm möglich) | Hoch (±0,1 bis ±0,2 mm typisch) |
| Energie-Effizienz | Effizienter (integriertes Heizsystem) | Höherer Energieverbrauch durch getrenntes Schmelzen und Übertragen |
| Porositätsrisiko | Niedriger durch kontinuierliche Metallzufuhr | Höheres Risiko durch Schöpfung und Lufteinschluss |
| Ausstattung Kosten | Niedrigere Maschinenkosten | Höhere Maschinen- und Werkzeugkosten |
| Am besten für | Hochvolumige, kleine Präzisionskomponenten | Starke strukturelle und größere Komponenten |
| Branchen | Elektronik, Konsumgüter, Hardware | Automobilindustrie, Luft- und Raumfahrt, Industriemaschinen |
Schlussfolgerung
Es ist wichtig zu wissen, dass sowohl der Warmkammer- als auch der Kaltkammerdruckguss eine Schlüsselrolle im modernen Druckguss spielen, da sie unterschiedliche Fertigungsanforderungen erfüllen.
Der Warmkammer-Druckguss eignet sich am besten für die Großserienfertigung von Kleinteilen mit hoher Präzision, niedrig schmelzenden Legierungen, hohen Zykluszeiten, guter Oberflächenqualität und geringem Energieverbrauch.
Der Kaltkammerdruckguss hingegen ist für Metalle mit höherem Schmelzpunkt, wie Aluminium- und Kupferlegierungen, unverzichtbar und ermöglicht die Herstellung größerer, festerer und strukturell anspruchsvollerer Teile, allerdings mit längeren Zykluszeiten und höheren Werkzeugkosten.
Die Wahl des Verfahrens hängt u. a. von der Art der Legierung, der Größe des Teils, den mechanischen Anforderungen, dem Produktionsvolumen und den Kosten ab. Diese Unterschiede werden klar verstanden und ermöglichen Hersteller um Qualität, Effizienz und Produktionsleistung zu optimieren.









