

Fundición a presión de cinc es un proceso de fabricación muy eficaz, que se utiliza ampliamente en piezas de automóviles, carcasas electrónicas, accesorios, hardware, equipos médicos y bienes de consumo. Es apreciado por su capacidad para crear geometrías complejas con precisión dimensional de alta calidad, acabados superficiales limpios y altos índices de producción.
A pesar de estas ventajas, la fundición a presión de zinc no es una tecnología inmune a los problemas de calidad. Los defectos pueden deberse a irregularidades en los materiales utilizados, la capacidad de las herramientas, la falta de control del proceso o el diseño.
Una buena prevención de defectos, la resolución de problemas y el control de calidad son fundamentales para garantizar una calidad uniforme en la producción, reducir los índices de desechos y mejorar la eficacia general del proceso de fabricación.
En este documento se analizan en profundidad los defectos más comunes de las fundición inyectada de zinc, La calidad, sus causas, las medidas correctoras eficaces y el perfil de las mejores prácticas para garantizar la calidad en cada ciclo de producción.
Problemas de calidad en la fundición inyectada de zinc
El proceso de fundición a presión de zinc consiste en inyectar aleación de zinc fundido a alta presión en una matriz de acero altamente mecanizada. La velocidad de solidificación del metal es rápida, lo que se traduce en tiempos de ciclo cortos y alta repetibilidad.
Sin embargo, la alta presión y la alta velocidad a la que funciona el proceso son los mismos factores que contribuyen tanto a su eficacia como a su susceptibilidad a los defectos cuando no se controlan los parámetros.
Los problemas de control de calidad en la fundición a presión de zinc suelen estar relacionados con el rendimiento mecánico, la calidad dimensional, el aspecto superficial, la resistencia a la corrosión o el ajuste del montaje.
La mayoría de los defectos están interconectados, ya que una única causa puede dar lugar a múltiples problemas de calidad. Es importante comprender las relaciones entre el comportamiento de los materiales, el diseño de las matrices y los parámetros de procesamiento para poder solucionar los problemas con eficacia.
Defectos de la fundición a presión de zinc
Los más comunes defectos en la fundición a presión de zinc pueden clasificarse por su aspecto y su efecto en el rendimiento de la pieza. En la siguiente tabla se ofrece un resumen de los defectos más comunes y su efecto general.
| Tipo de defecto | Apariencia | Impacto |
| Porosidad | Huecos o agujeros internos | Reducirá la resistencia Puede causar fugas |
| Cierres fríos | Líneas y costuras visibles | El resultado será una unión débil entre el flujo. |
| Contracción | Cavidades y marcas de hundimiento | Las dimensiones de las piezas cambian. Esto provocará imprecisiones en las mediciones. |
| Relleno incompleto | Secciones ausentes o delgadas | Esto provocará el fallo de funcionamiento. |
| Soldadura | Metal adherido a la matriz | Esto dañará la herramienta |
| Grietas | Fracturas internas o superficiales | Este aspecto indica daños o fallos estructurales. |
| Blistering | Aspecto de burbuja en la superficie | Mal acabado superficial |
| Flash | Exceso de metal en las líneas de separación | El aspecto estético se verá perjudicado |
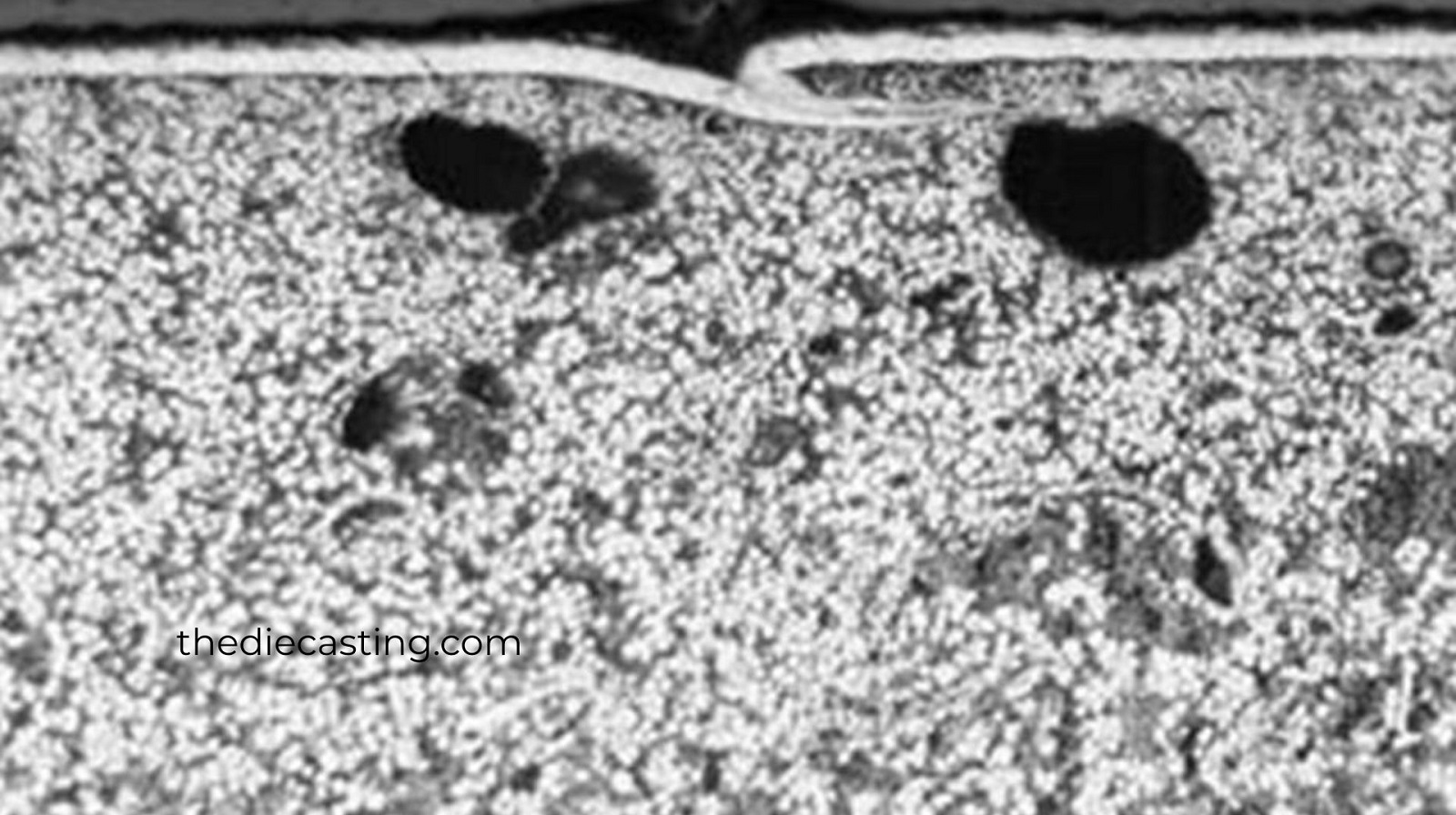
Porosidad en las piezas moldeadas a presión Zinc
La porosidad se refiere a la presencia de espacios vacíos o burbujas de gas en la pieza fundida. Estas cavidades pueden estar situadas en la superficie o en el interior del cuerpo; son muy difíciles de detectar sin técnicas de inspección sofisticadas. La porosidad rompe la integridad mecánica de la pieza fundida y puede provocar fugas en los componentes que contienen presión.
| Tipo de porosidad | Descripción | Origen |
| Porosidad del gas | Huecos lisos y redondeados | Gas o aire atrapado |
| Contracción Porosidad | Cavidades irregulares | Alimentación inadecuada |
| Microporosidad | Vacío muy fino | Solidificación rápida |
Etiología y profilaxis
La porosidad puede deberse al aire atrapado durante la inyección, a una elevada turbulencia en el flujo de metal fundido o a una deficiente ventilación de la cavidad de la matriz. La formación de gas también puede deberse a un alto contenido de humedad en las superficies de la matriz o a una temperatura de fusión inadecuada.
La reducción de la porosidad se consigue controlando estrechamente la velocidad y la presión de inyección, ventilando las matrices y utilizando eficazmente sistemas de vacío cuando sea necesario. Mantener una temperatura óptima de la masa fundida y mantener las superficies de las matrices limpias y secas también reducirá el atrapamiento de gas.
En la mayoría de los casos, reconstruir el sistema de compuertas para facilitar el flujo suave del metal puede contribuir en gran medida a minimizar la porosidad.
Cierres en frío y defectos en la línea de flujo
Descripción e impacto
Cierre en frío: se produce cuando dos corrientes de zinc fundido se encuentran y no se fusionan correctamente, dejando una costura o línea visible en la superficie de la pieza fundida. Estos defectos reducen la integridad estructural y pueden provocar un colapso prematuro bajo presión mecánica.
Causas profundas y soluciones
Una baja temperatura de la masa fundida, una velocidad de inyección inadecuada o largos recorridos de flujo pueden provocar una solidificación prematura y cierres en frío. La mala colocación de las compuertas y las secciones de pared delgada también empeoran el asunto.
Para evitar los cierres en frío, es necesario mejorar las características de flujo del metal. Esto puede lograrse elevando las temperaturas de la masa fundida y de la matriz dentro de unos márgenes razonables, optimizando la velocidad de inyección y rediseñando las compuertas para permitir un llenado equilibrado. La continuidad del flujo también se mejora cambiando la geometría de la pieza para erradicar las secciones finas y los ángulos agudos.
Defectos de contracción en la fundición a presión de zinc

Conocimiento del comportamiento de contracción
Cuando el zinc fundido se solidifica, se contrae, lo que provoca su contracción. A menos que se añada más metal fundido para compensar esta contracción, pueden formarse cavidades internas o marcas de hundimiento en la superficie. El sitio defectos de zinc en forma de contracción suelen surgir en las zonas de la colada que son gruesas y de las que puede comprobarse que se han solidificado en último lugar.
Motivos y medidas correctoras
Una presión de mantenimiento insuficiente, un diseño inadecuado del sistema de alimentación o cambios repentinos en el grosor de la pared suelen ser las causas de los defectos de contracción. Unas velocidades de enfriamiento desiguales también pueden causar contracción localizada.
Para evitarlo, es importante diseñar los canales y las compuertas de forma que mantengan una alimentación constante de metal durante todo el proceso de solidificación. Aplicando una mayor presión de mantenimiento y aumentando el tiempo bajo presión, el metal fundido puede compensar la contracción. Mantener un grosor de pared uniforme y mejorar el equilibrio térmico en la matriz también minimiza el riesgo de defectos relacionados con la contracción.
Formación de flashes y su control
Descripción de Flash
La rebaba se presenta en forma de finas capas de exceso de metal a lo largo de la línea de partición de la matriz, el pasador eyector o en forma de respiraderos. Aunque las rebabas no comprometen necesariamente la funcionalidad de la pieza, a menudo requieren procesos de recorte secundarios y pueden afectar a su aspecto.
Causas y prevención
La formación de rebabas suele estar relacionada con una presión de inyección elevada, el desgaste de los componentes de la matriz o incluso la desalineación de ésta. Las superficies de las matrices también pueden no sellar correctamente debido a la presencia de materiales extraños en ellas.
Para evitar las rebabas, es necesario mantener la cantidad correcta de presión de inyección, una fuerza de sujeción adecuada y un mantenimiento rutinario de las matrices. El desgaste y la comprobación de los daños de las matrices, así como el mantenimiento de las superficies de separación limpias, son medidas necesarias para controlar las rebabas.
Imperfecciones superficiales Ampollas
Naturaleza de las ampollas
La formación de ampollas aparece en forma de burbujas elevadas en la superficie de la pieza fundida y tiende a aumentar posteriormente en el revestimiento, la pintura o la exposición al calor. Estos defectos afectan negativamente al aspecto de la superficie y a la adherencia del revestimiento.
Factores contribuyentes y soluciones
La formación de ampollas se debe normalmente a la explosión de gas durante el postprocesado o a la humedad en las superficies de las matrices y al exceso de lubricante. La porosidad en el subsuelo cercano a la superficie también aumenta el riesgo de formación de ampollas.
Las ampollas pueden evitarse mejorando la eficacia de la ventilación, utilizando lubricantes para matrices de baja humedad y controlando la temperatura de la matriz. Reducir el recalentamiento en la segunda fase de la operación también ayuda a minimizar el riesgo de defectos superficiales.
Rellenos inacabados y planos cortos
Descripción y consecuencias
El llenado incompleto se produce cuando la cavidad de la matriz no se llena de zinc fundido, quedando con un llenado insuficiente o parcial. Estos defectos inutilizan los componentes, y los niveles de chatarra disminuyen drásticamente.
Causas y remedios
El llenado incompleto puede deberse a menudo a una presión de inyección inadecuada, una temperatura de fusión insuficiente, venteos bloqueados o sistemas de inyección mal diseñados. Las secciones de pared fina y las geometrías complicadas también pueden dificultar el llenado.
Los remedios para este defecto incluyen aumentar la velocidad y la presión de inyección, optimizar la temperatura de la masa fundida y garantizar una ventilación adecuada. Para mejorar el flujo de metales a las regiones difíciles de rellenar, puede ser necesario rediseñar las compuertas y cambiar la geometría de la pieza.
Problemas de soldadura y pegado de matrices
Comprender la soldadura
La soldadura es un proceso en el que la matriz se cubre de zinc fundido, lo que provoca daños en la superficie y problemas dimensionales, además de acortar los tiempos de limpieza y reparación.
Problemas y planes de prevención
Las causas básicas de la soldadura son las altas temperaturas de las matrices, un revestimiento incorrecto de las matrices y unas composiciones de aleación inadecuadas. La falta de lubricación adecuada también aumenta la probabilidad de adhesión del metal.
La prevención de la soldadura debe estar estrechamente controlada por la temperatura de la matriz, el revestimiento de la matriz y la aleación de zinc utilizada. La lubricación regular también es muy importante para proteger las superficies de las matrices.
Grietas y desgarros en caliente
Características y riesgos
Durante o después de la solidificación, se forman grietas y desgarros en caliente debido a la tensión térmica o a la contracción limitada. Estos fallos comprometen considerablemente la integridad estructural y no se localizan necesariamente en la superficie.
Causas profundas y medidas paliativas
Los bordes afilados, el enfriamiento asimétrico, con altas tensiones residuales, y un mal momento de eyección son algunos de los factores que contribuyen al agrietamiento. Estas condiciones se ven normalmente agravadas por un mal diseño de la pieza.
Para reducir el agrietamiento, redondee las esquinas afiladas con filetes y radios, iguale la refrigeración y maximice el tiempo de expulsión. Una de las mejores soluciones a largo plazo es mejorar el diseño de las piezas para adaptarse a la contracción natural del metal.
Prácticas de garantía de calidad en la fundición a presión de zinc
La garantía de calidad de fundición inyectada de zinc no termina con el final, sino que debe incorporarse a lo largo de todo el proceso de producción.
Control de inventario
La prevención de defectos se basa en mantener la calidad de la aleación. La composición de la aleación de zinc influye directamente en la fluidez, la resistencia, la resistencia a la corrosión y la interacción con la matriz.
| Aspecto del control | Método de inspección |
| Composición química | Análisis espectrómetro |
| Niveles de impurezas | Certificación de proveedores |
| Consistencia de la aleación | Trazabilidad de los lotes |
Control y supervisión de los parámetros del proceso
Los parámetros cruciales del proceso deben controlarse sistemáticamente para mantener un nivel de producción constante. La siguiente tabla indica los parámetros habituales y sus efectos en la calidad.
| Parámetro | Gama | Calidad |
| Temperatura de fusión | 380-430°C | Comportamiento del flujo y porosidad |
| Presión de inyección de la matriz | Específico según las piezas | Relleno y flash |
| Temperatura de la matriz | 150-250°C | Calidad de la superficie |
| Ciclismo | Optimizado | Encogimiento y agrietamiento |
Los métodos de control estadístico de procesos permiten a los fabricantes detectar tendencias y corregir desviaciones, evitando así defectos.
Métodos de inspección final y durante el proceso
Los controles de calidad durante y después de la producción ayudan a garantizar la entrega de productos de alta calidad a los usuarios finales.
| Método de inspección | Propósito |
| Pruebas de rayos X | Porosidad interna |
| Inspección visual | Los defectos superficiales se notarán. |
| Pruebas de estanqueidad | Tolerancia a la presión |
| Evaluación dimensional | Verificación de tolerancia |
| Pruebas de superficie | Preparación del revestimiento |
Mantenimiento del utillaje y su efecto en la calidad
El estado de las herramientas influye directamente en la calidad de la fundición y la estabilidad del proceso. Las matrices sin mantenimiento también crean posibilidades de rebabas, soldaduras y variaciones dimensionales.
La limpieza, el desgaste, el pulido de las superficies y la sustitución de las piezas desgastadas se realizan con regularidad para mantener la misma calidad de las piezas y prolongar la vida útil de las herramientas.
A vueltas con el análisis de defectos
El análisis sistemático de los datos sobre defectos es la clave de la mejora de la calidad a largo plazo. Reconocer los problemas comunes y sus causas fundamentales eliminará los fallos.
| Herramienta | Aplicación |
| Análisis de Pareto | Detección de defectos |
| FMEA | Evaluación de riesgos |
| Diagramas de espina de pescado | Análisis de las causas |
| Gráficos SPC | Estabilidad del proceso |

Conclusión
La fundición a presión de zinc sigue considerándose uno de los procesos de fabricación más eficaces y útiles para crear piezas complejas y de alta precisión a gran escala. Sin embargo, para conseguir una calidad constante, es necesario conocer a fondo los defectos más comunes, sus causas subyacentes y las interacciones entre las propiedades de los materiales, el diseño de las matrices y los parámetros del proceso, tal y como se expone en este artículo.
Los defectos suelen estar interrelacionados, en el sentido de que la mejora tras la corrección de un problema puede tener un efecto positivo en otros resultados de calidad. La resolución de problemas comienza con un buen control del proceso de temperaturas estables de la masa fundida y la matriz, una presión de inyección óptima y diseños de compuerta y venteo. El aseguramiento activo de la calidad también es importante e incluye el control de las aleaciones, la supervisión del proceso en tiempo real, el mantenimiento periódico de las herramientas y el análisis sistemático de los defectos.
Los índices de desechos, la vida útil de las herramientas, el rendimiento mecánico y la satisfacción del cliente pueden reducirse significativamente introduciendo la garantía de calidad a lo largo del ciclo de vida de la producción en lugar de al final, y los fabricantes deben realizar pruebas de calidad de forma sistemática en sus productos.
Por último, la clave del éxito a largo plazo de las operaciones de fundición a presión de zinc es un enfoque disciplinado y basado en datos para la prevención de defectos y la mejora continua.
Preguntas frecuentes
1. ¿Cuál es entonces el más defectuoso de fundición a presión de zinc?
Uno de los defectos más frecuentes es la porosidad, que puede deberse a gas atrapado, ventilación insuficiente o control inadecuado de la temperatura, y puede reducir gravemente la resistencia de las piezas.
2. ¿Qué se puede hacer para reducir la porosidad en las piezas moldeadas a presión de zinc?
La reducción de la porosidad puede lograrse optimizando la velocidad y la presión de inyección, mejorando los sistemas de ventilación o vacío de la matriz, regulando la temperatura de la masa fundida y rediseñando las compuertas para permitir un flujo más suave del metal.
3. ¿Cuál es la razón de la rebaba en la fundición a presión de zinc?
Las rebabas se deben generalmente a una presión de inyección excesiva, a matrices desgastadas, desalineadas o mal sujetas y a la liberación de metal fundido en las líneas de separación.
4. ¿Cuál es la importancia del mantenimiento del utillaje en el aseguramiento de la calidad?
El mantenimiento de sus utillajes eliminará defectos tales como rebabas, problemas de soldadura y variaciones dimensionales, prolongará la vida útil de las matrices y proporcionará unas condiciones de producción uniformes.
5. ¿Se lleva a cabo un control de calidad después de la fundición?
No. La garantía de calidad no es un proceso puntual, sino un proceso continuo que incorpora comprobaciones de aleación, comprobaciones de proceso, comprobaciones durante el proceso y comprobaciones posteriores al proceso para mantener una producción sin errores.









