

Az egyik legfontosabb, ma is alkalmazott fémipari eljárás a nagynyomású öntés. Jellemzője, hogy nagy pontosságú alkatrészek gyártására alkalmas. Ezt az eljárást a gyártók akkor veszik igénybe, amikor nagy mennyiségben minőségi alkatrészekre van szükségük. Az eljárás úgy valósul meg, hogy az olvadt fémre nagy nyomást gyakorolnak, és azt egy acélformába, az úgynevezett szerszámba kényszerítik. A nyomást arra használják, hogy a fém áramlását a szerszám minden sarkában fenntartsák. Kis részletességű, keskeny falú és sima felületű alkatrészeket állít elő. Emiatt a nagynyomású öntés kényelmes választás lenne egy olyan iparág esetében, ahol precíznek és egyenletesnek kell lennie.
A folyamat során általában használt fémek például az alumínium, a cink és a magnézium. Az anyagoknak megvannak a maguk előnyei. Az alumíniumöntés Az alumínium könnyű és nem megy át korróziónak. Ennek oka az, hogy Cink öntés vékony és bonyolult mintákban önthető. Az erőssége magnézium öntvény nagyon könnyű. A nagynyomású öntvény a legtöbb iparágat kiszolgálja. Létfontosságú alkatrészeket biztosít az autóiparban, a repülőgépiparban, az elektronikai és a fogyasztási cikkeket gyártó iparágakban.
Ez az eljárás biztosítja többek között a motorházak és az elektronikai tokok tartósságát és teljesítményét. Ez a cikk a nagynyomású öntés működését, a felhasznált anyagot, előnyeit, korlátait és számos alkalmazási lehetőségét tárgyalja.
Nagynyomású öntvények
Nagynyomású öntés több mint 100 éves múltra tekint vissza. Létrehozása a 19. századra nyúlik vissza, amikor nyomdai betűkészítésre használták. Idővel a technológiát továbbfejlesztették, és az autóiparban és a repülőgépiparban alapvető eljárássá vált.
Napjainkban a kompozit fémalkatrészek gyártásának egyik leghatékonyabb módszere a nagynyomású öntés. Olyan esetekben alkalmazható, amikor pontosságra, tartósságra és gyorsaságra van szükség. Ezt az eljárást a gyártók azért alkalmazzák, mert jelentős, a modern gépészet követelményeinek megfelelő, szabályos minőségű, sima és részletes formákat biztosító, jelentős gyártást biztosít.
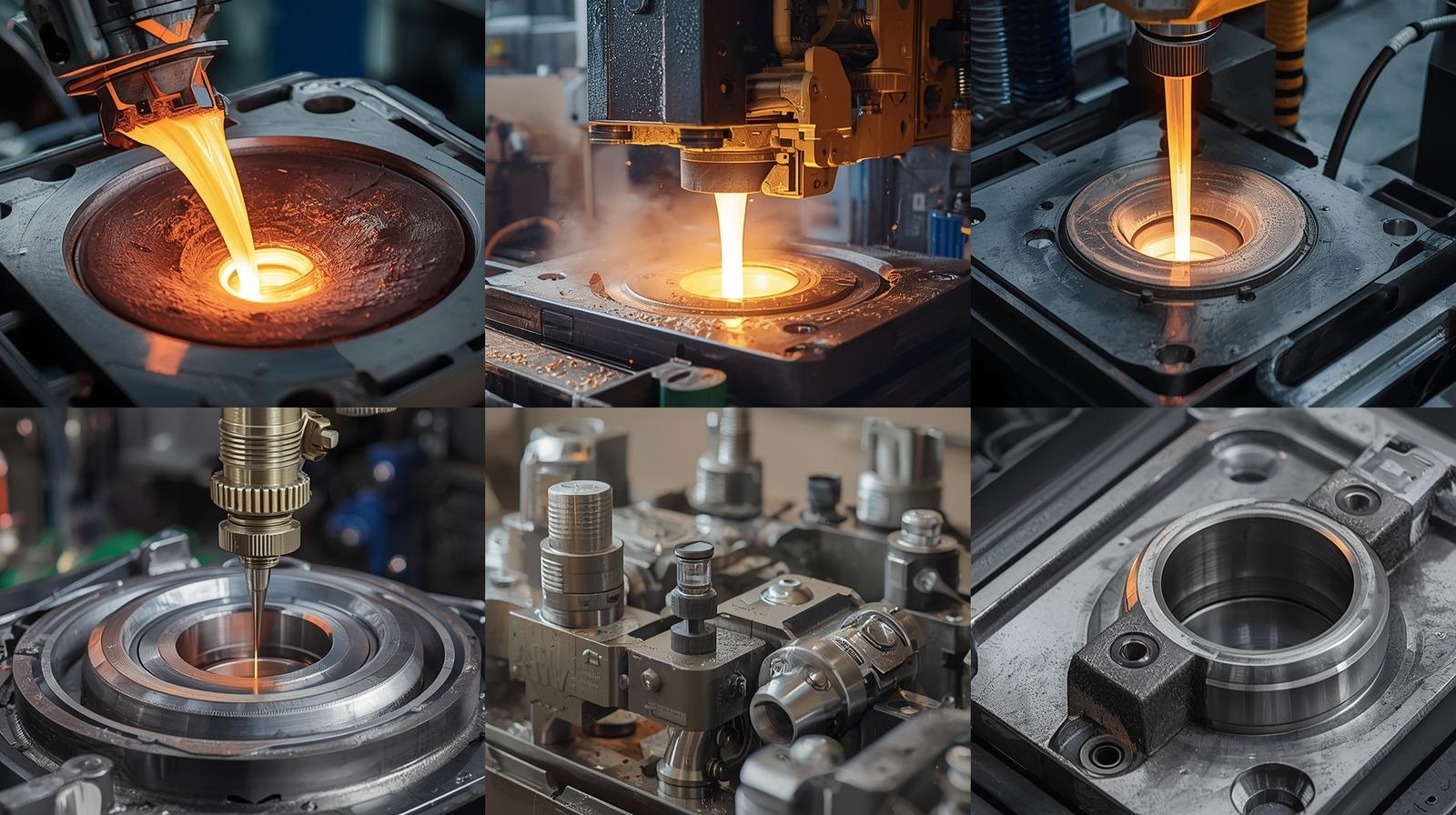
A nagynyomású öntési folyamat

A nagynyomású öntés gyors, pontos és tömeggyártásban alkalmazható eljárás. Ez a nagy gépek és az olvadt fém kombinációja, amely pontos és részletes alkatrészeket készít. Ez azért válik hatékonnyá, mert az egész folyamat lehetővé teszi a gyártók számára, hogy több ezer hasonló minőségű alkatrészt állítsanak elő.
Szerszám előkészítés
A szerszám előkészítésével kezdődik. Az acélformát vagy szerszámot aprólékosan megmossák és kenőanyaggal lefújják. Ez a hőmérséklet szabályozására szolgál, és biztosítja, hogy a fém ne tapadjon a szerszám felületéhez. Megfelelően kell előkészíteni, mivel ez az út a végső öntvény sima kidobásához.
Fémolvasztás
A szerszám leolvasása után az előnyben részesített anyagot - alumíniumot, cinket vagy magnéziumot - egy kemencében megolvasztják. A fémet a megfelelő hőfokra kell melegíteni, hogy teljesen folyékony állapotba kerüljön. A végső öntvény szilárdsága és felülete nagymértékben függ az olvasztás minőségétől.
Fém injektálás
Az olvadt fémet ezután nagyon nagy nyomás alatt a szerszámba nyomják. Ez a nyomás a fémet a formaüreg minden sarkába préseli. Ez lehetővé teszi, hogy az eljárással vékony falakat, éles éleket és összetett formákat készítsenek, amelyek más öntési eljárásokkal nehezen kivitelezhetőek.
Hűtés és megszilárdulás
A fém a befecskendezés után gyorsan megfagy az acélformában. A lehűlési időszakok is rendkívül rövidek, mindössze néhány másodpercig tarthatnak. A gyors lehűlés biztosítja az alkatrész szilárdságát, és segíti az alkatrész megfelelő méretben tartását.
Kilökődés a szerszámból
Amikor a fém megszilárdul, a szerszámot kinyitják. Az öntvényt a kidobócsapok kényszerítik ki a formából. Az alkatrész ebben a fázisban alakot ölt, kivéve, hogy még mindig tartalmaz további anyagot, amelyet el kell távolítani.
Vágás és befejezés
Az utolsó fázis a befejezés és az előkészítés. A feleslegben maradt fémet eltávolítjuk, ezt nevezzük flashnek. Az igényektől függően az alkatrész ezután megmunkálható, polírozható, festhető vagy bevonható. Ez garantálja, hogy az alkatrész felkészült a használatra.
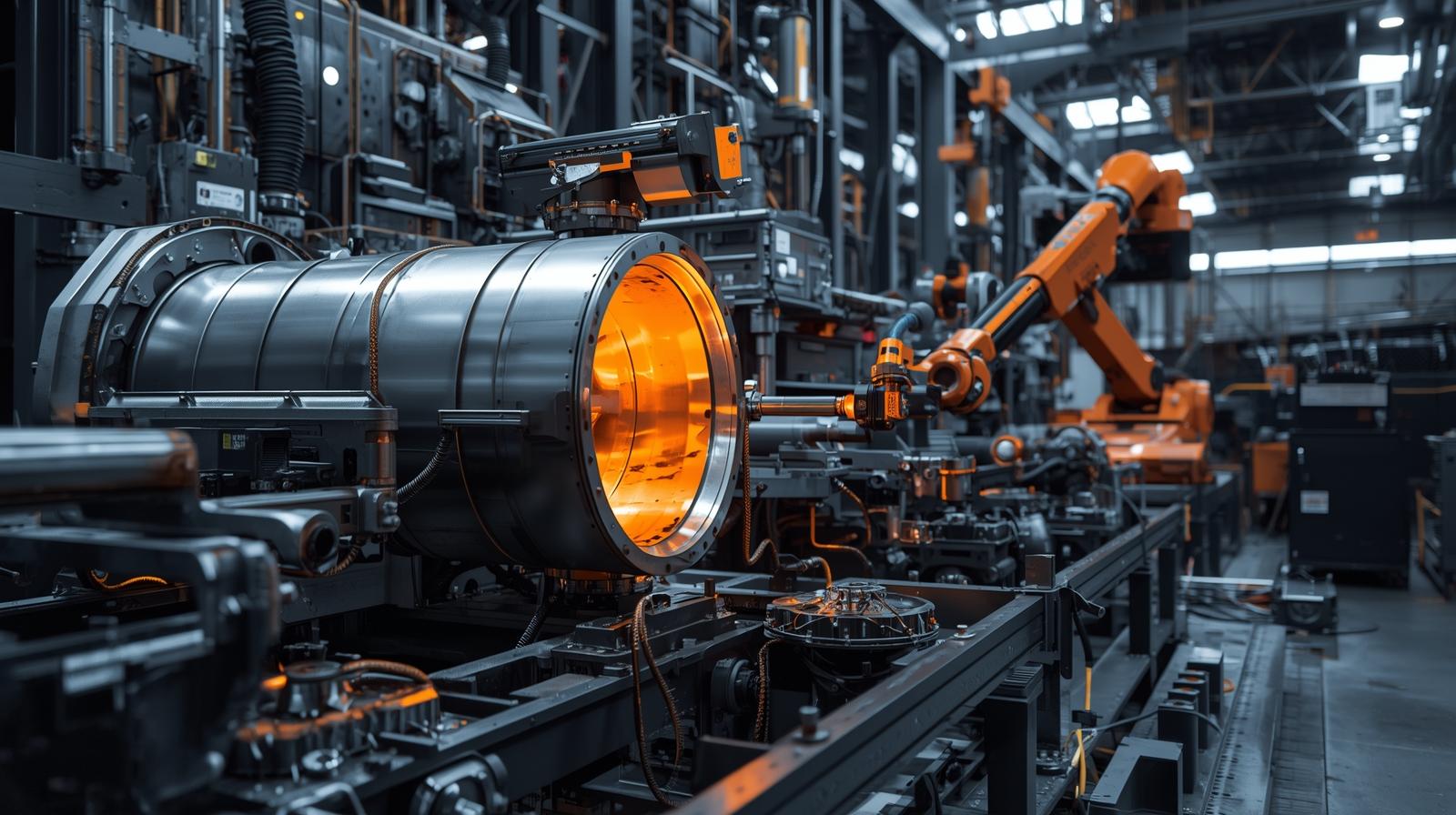
Automatizálás a modern gyárakban
A nagynyomású öntés a modern gyárakban teljesen automatizált. A fröccsöntés, a hűtés és a kilövés lépéseit robotok végzik pontosan. Az automatizálás fokozza a következetességet, csökkenti a munkaerőköltségeket, és ideális módszerré teszi a tömeggyártás vállalására.
A nagynyomású öntés nyersanyagai

A nagynyomású öntés ideális a viszonylag alacsony olvadáspontú színesfémekhez. A leggyakoribbak a következők:
Alumínium
A legnépszerűbb a alumínium öntvény. Ez egy kis súlyú, nagy szilárdságú kombináció. Az alumíniumtermékek a korrózióval szemben is ellenállóak, így alkalmasak autókhoz, repülőgépekhez és elektronikához.
Cink
A finom és precíz kis alkatrészeket a legjobb cinkkel önteni. A cink jó szívóssággal és szilárdsággal rendelkezik. A vékony falak és a finom részletek is lehetővé teszik. Ezért alkalmas csatlakozókhoz, házakhoz és díszítő alkatrészekhez.
Magnézium
A magnézium a legkönnyebb szerkezeti öntött fém. Jó szilárdság/tömeg aránnyal rendelkezik. Általában a repülőgépiparban, az autóiparban és a szórakoztató elektronikában alkalmazzák olyan területeken, ahol a könnyű súly fontos tényező.
Réz ötvözetek
Az ötvözetek rézből is készülhetnek, de ez nem gyakori. Ezek nagyon kemények, nagy kopásállósággal és nagy elektromos vezetőképességgel rendelkeznek. Minden anyag rendelkezik a felhasználástól függő erősségekkel. Az alumíniumot erős és korrózióálló anyagként, a cinket pontos anyagként, a magnéziumot pedig könnyű alkatrészként választják.
Nagynyomású öntvény szerszámok és szerszámok
A folyamat legfontosabb eleme a szerszám, vagyis a forma. A szerszámok készítéséhez edzett szerszámacélt használnak, amelyet úgy alakítanak ki, hogy ellenálljon a túlzott hőnek és nyomásnak.
A szerszámoknak két fő típusa van:
- Együregű szerszámok - Ciklusonként egy rész.
- Több üregű szerszámok - Két vagy több azonos típusú alkatrész egyidejű előállítására szolgálnak.
Lehetséges olyan szerszámot is tervezni, amely egy ciklusban többféle alkatrész létrehozását teszi lehetővé, azaz kombinált szerszámot. A szerszámköltségek szintén drágák, de a szerszámok élettartama hosszú, ezért nagyon nagy sorozatban használják őket.
A nagynyomású öntőgépek típusai
A nagynyomású öntőgépeket úgy alakítják ki, hogy különböző fémek befogadására alkalmasak legyenek. Ezek a hidegkamrás és a melegkamrás gépek. Minden gépnek megvan a maga előnye, és az öntött fém olvadáspontja alapján választják ki.
Forró kamrás öntőgépek
Az alacsony olvadáspontú fémeket, beleértve a cinket és néhány magnéziumötvözetet, melegkamrás gépekkel dolgozzák fel. Ennél az eljárásnál a fémet a gépen belül olvasztva tartják. Az olvadt fém közvetlenül kapcsolódik a befecskendező rendszerhez. Ez az elrendezés rendkívül magas ciklusidőket tesz lehetővé. A melegkamrás öntés hatékony és nagymértékben alkalmas a cinkből készült apró és finom öntvény alkatrészek gyártására.
Hidegkamrás öntőgépek
A hidegkamrás gépeket magasabb olvadási hőmérsékletű fémek, például alumínium és magnézium esetében alkalmazzák. Ennél a technikánál az olvadt fémet először egy másik kemencében olvasztják meg. Ezután a fröccsöntőkamrába kerül, és nagy nyomást alkalmaznak, amely a szerszámba kényszeríti. Ez egy kicsit időigényesebb, azonban a magas hőmérsékletű anyagoknál szükség van rá. A hidegkamrás öntést a legtöbb esetben az alumínium öntésnél alkalmazzák, ha a szilárdságot és a kis súlyt veszik figyelembe.
A megfelelő gép kiválasztása
Kétféle gép létezik: melegkamrás és hidegkamrás gépek, amelyeket a fém jellege és az alkatrész igényei határoznak meg. A melegkamrás gépek gyorsak és hatékonyak a cink öntésnél is. Az alumínium- és a magnézium-nyomásöntés esetében a hidegkamrás gépek biztosítják a magas olvadású fémeknél szükséges hosszú élettartamot.
A nagynyomású öntés előnyei
A nagynyomású öntés előnyei más öntési formákkal szemben:
- Precizitás - Helyesen formázott és finom formákat hoz ki.
- Sebesség - A ciklusidők nagyon rövidek, ami lehetővé teszi a tömeggyártást.
- Felület minősége - Az alkatrészek jól megmunkáltak, így nem igényelnek megmunkálást.
- Erő - Az alkatrészek erősek és kemények, különösen, ha alumíniumot vagy magnéziumot tartalmaznak.
- Hatékonyság - Az anyaghulladék alacsony, mivel újrafelhasználható szerszámokkal rendelkezik.
Mindezek az előnyök lehetővé tették, hogy a nagynyomású öntés az egyik legköltséghatékonyabb gyártási eljárás legyen a tömegtermelésben.
A nagynyomású öntés hátrányai
Erős aspektusai ellenére vannak bizonyos korlátai:
- Magas szerszámköltség - A szerszámok tervezése és gyártása költséges. Ez teszi az eljárást alkalmassá a nagyüzemi gyártásra.
- Méretkorlátozás - Ezzel a módszerrel nehéz lehet nagyon nagyméretű alkatrészeket készíteni.
- Porozitás - Néha a fém belsejében gáz reked, ami bizonyos körülmények között csökkenti a szilárdságot.
- Gyenge anyagok - Nem minden fém alkalmazható. A nagyon magas olvadáspontú fémek nem megfelelőek.
Ezeket a tényezőket figyelembe veszik, mielőtt a gyártók kiválasztják az eljárást.
A nagynyomású öntés alkalmazásai
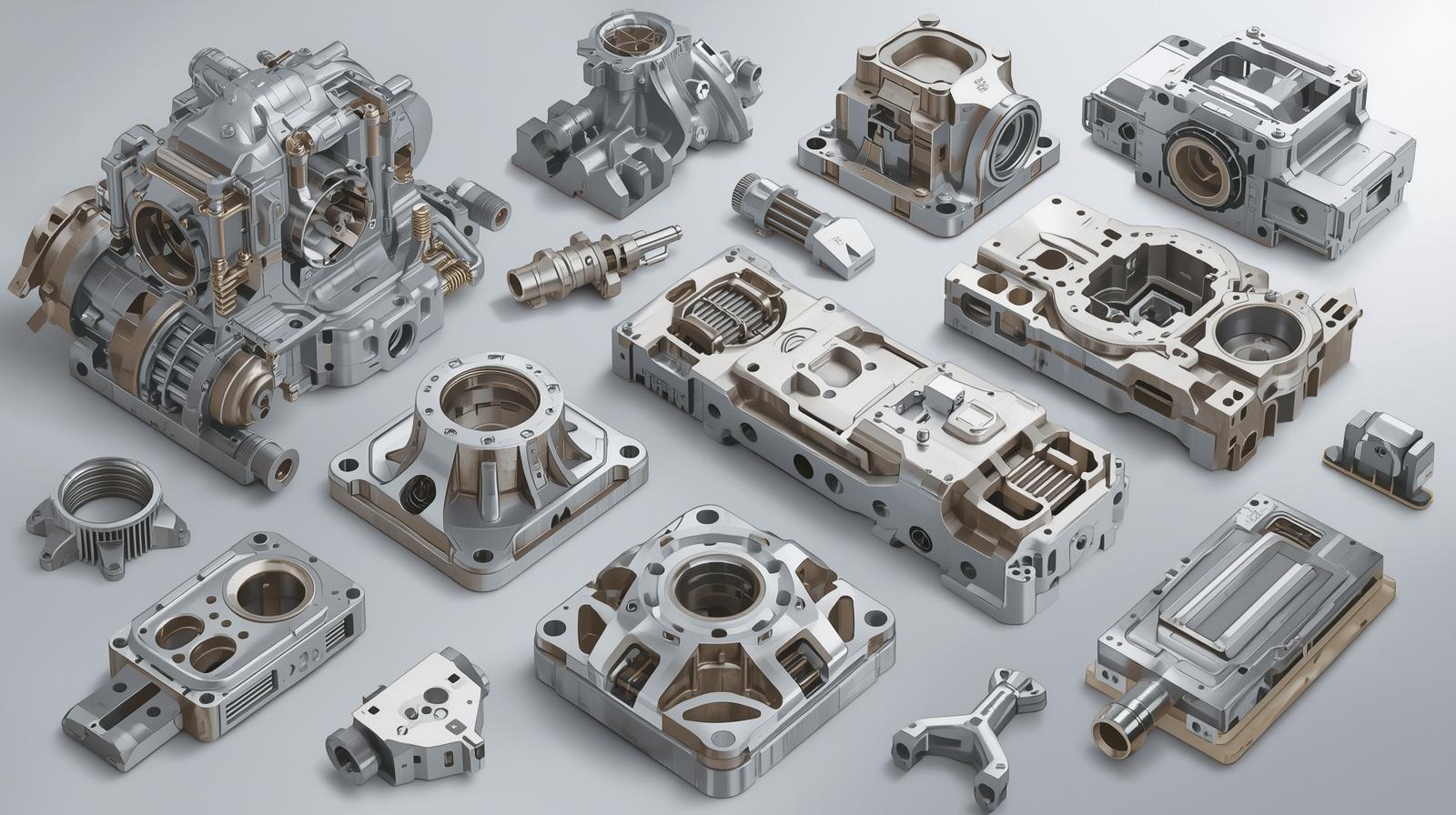
Az egyik legrugalmasabb gyártási eljárás a nagynyomású öntés. Rendkívül jól alkalmazható olyan ágazatokban, amelyek szilárdságot, pontosságot és gyorsaságot igényelnek. Az összetett formák, valamint a befejezések elkészítésének lehetősége miatt megbízható lehetőség a modern gyártásban.
Autóipar
Nagynyomású öntés az autóipar használja a legtöbbet. A motorblokkokat, sebességváltóházakat, házakat és konzolokat alumíniumból öntik. Ezeknek az alkatrészeknek könnyűnek és erősnek kell lenniük az üzemanyag-takarékosság növelése érdekében. A kisebb alkatrészeket, például a fogantyúkat, fogaskerekeket és csatlakozókat szintén cinkből öntik. Mivel az elektromos járművek mozgása felgyorsult, az akkumulátorházak, a motoralkatrészek és a könnyűszerkezetes gyártás alkatrészei most már öntvényöntést igényelnek.
Repülőgépipar
A súlycsökkentés nagyon fontos a repülőgépiparban. A magnézium és az alumínium öntvények könnyű, de erős alkatrészeket kínálnak. A nagynyomású öntést olyan alkatrészek gyártására használják, mint a konzolok, házak és belső szerelvények. Az eljárás biztonságos és a teljesítmény garantált, anélkül, hogy a repülőgép súlytöbbletet kapna.
Elektronikai ipar
Az elektronikai ipar nagymértékben függött az öntvénygyártástól a tokok, házak és hűtőbordák gyártása során. Az alumínium öntvény jó hővezető képességgel rendelkezik, ezért az elektronikus készülékek hűtőrendszereihez használják. A csatlakozókat és a pontosságot igénylő, apró, részletes alkatrészeket cink nyomóöntéssel készítik.
Fogyasztói termékek
A nagynyomású öntvényt számos fogyasztási cikk gyártásánál használják. A legtöbb mindennapi terméket, például zárakat, fogantyúkat, burkolatokat és dísztárgyakat általában cinkből vagy alumíniumból porfestéssel öntik. Az eljárás sima felületet kölcsönöz a termékeknek, és nagyon nagyfokú tartósságot is biztosít, ezáltal funkcionálissá és vonzóvá teszi őket.
Ipari gépek
A nagynyomású öntés ipari gépekhez is hasznos. Az öntött alkatrészeket általában szivattyúkban, kompresszorokban és precíziós szerszámokban használják. A bonyolult formák azonos szilárdság mellett történő létrehozásának képessége teszi az eljárást a legmegfelelőbbé az ellenséges ipari körülmények között.
Egyéb alkalmazások
A megújuló energia, valamint az orvosi berendezések és a távközlés szintén nagynyomású öntvényeket használnak. Az eljárás megbízható és költségtakarékos megoldásokat kínál napelemkeretek és orvosi házak formájában. Annyira sokoldalú, hogy a különböző ágazatokban továbbra is központi technológia.
Személyes összehasonlítás más öntési módszerekkel

A fémalkatrészek gyártásának egyik módja a nagynyomású öntés. Általában a homoköntéssel, a gravitációs öntéssel és a beruházási öntéssel szokták egyenlővé tenni. Az eljárásoknak megvannak az előnyei és hátrányai, a költségek, a pontosság és a gyártási mennyiség alapján.
Homoköntés
A homoköntés nagyon régi és a legolcsóbb öntési forma. Kis sorozatú gyártásra és rendkívül nagyméretű alkatrészekre alkalmazható. Kevésbé pontos azonban, mint a nagynyomású öntés. A felületkezelés durvább, és nagyon lassú eljárás. Ha erős körvonalakra és csiszolt felületekre van szükség, akkor a nagynyomású öntést alkalmazzák.
Gravitációs öntés
A gravitációs öntés során a gravitáció, nem pedig a nagy nyomás alkalmazásával töltik meg a formát. Ennek az eljárásnak az eredménye az erősen formázott alkatrészek jó mechanikai tulajdonságai. Ez azonban lassú, és nem alkalmas vékony falú vagy rendkívül bonyolult formák esetén. A nagynyomású öntés a ciklusidő tekintetében gyorsabb, és nagyobb tervezési rugalmassággal rendelkezik, ami alkalmasabb a tömeggyártásra.
Beruházási öntés
Az elveszett viaszöntést befektetési öntésnek is nevezik, amely nagyon részletes és precíz. Képes bonyolult formájú és sima felületű alkatrészek készítésére. A tűzdelt öntés azonban alkatrészenként drágább, és a nagynyomású öntéshez képest lassú. A nagynyomású öntés még mindig olcsóbb nagy volumenű gyártás esetén.
Végső összehasonlítás
E módszerekhez képest a nagynyomású öntés a legmegfelelőbb lehetőség a nagyüzemi gyártásra. Ez egyben a modern gyártás egyik legértékesebb öntési eljárása, amely egyesíti magában a gyorsaságot, a pontosságot és a költséghatékonyságot.
Ezekhez képest a nagynyomású öntés a legmegfelelőbb, ha nagy mennyiséget kell gyártani gyorsasággal, tökéletességgel és alacsony költséggel.
A nagynyomású öntés jövője
Továbbfejlesztik a nagynyomású öntési technológiát. A robotika és az automatizálás felgyorsítja és kiszámíthatóbbá teszi a gyártási folyamatot. Újabb ötvözetekkel könnyebb és erősebb alkatrészeket készítenek. A fenntarthatóság szintén erős pont. Az alumínium és a cink nyomásos öntését újrahasznosítják. A hatékony gépek minimalizálják a környezeti hatásokat.
A nagynyomású öntés az ilyen fejlesztésekkel az elkövetkező években továbbra is az egyik gyártási folyamat lesz.
Összefoglaló
A fémalkatrészek gyártásának egyik leghatékonyabb módszere a nagynyomású öntés. Ez úgy történik, hogy nagy nyomás alatt olvadt fémet fecskendeznek egy fémformába. Ezáltal nagyon rövid idő alatt szilárd, pontos és részletgazdag elemek alakulnak ki. Általában minden olyan iparágban alkalmazzák, ahol nagy mennyiségű, kiváló minőségű alkatrészekre van szükség.
A nagynyomású öntési folyamat számos lépést foglal magában. Először is a szerszámot kenik és készre húzzák. Ezután nagy sebességgel olvadt fémet, pl. alumíniumot, cinket vagy magnéziumot fecskendeznek a szerszámba. Miután az alkatrész lehűlt és megszilárdult, kilökik, levágják és befejezik. A modern gyárakban automatizálást alkalmaznak annak érdekében, hogy ez a folyamat gyors, megismételhető és költséghatékony legyen.
Különböző anyagokat alkalmaznak az alkalmazásukhoz képest. Könnyű szilárdságot és korrózióállóságot kínál az alumínium öntvény. A cink nyomásos öntést a kis alkatrészek finomságának biztosítására használják, és hosszú élettartamú. Kritikusan alacsony tömeg esetén a magnézium nyomásos öntési módszere a legjobb megoldás. Jó kopásállóság és vezetőképesség érhető el a rézötvözetekkel is.
A nagynyomású öntvényre az autóipari motorok és az elektronikai házak esetében van szükség. A jövőben a technológiák és az újrahasznosítás fejlődésével erős és fenntartható gyártási folyamat lesz.
Gyakran ismételt kérdések
A nagynyomású öntés alkalmazása?
A fém alkatrészek nagy pontossággal és szilárdsággal készülnek nagynyomású öntéssel. Ezt az autóiparban, a repülőgépiparban, az elektronikai iparban és a gépiparban használják. Ilyenek a motorházak, konzolok, hűtőbordák és a fogyasztói termékek burkolatai.
Milyen kohászati anyagokat alkalmaznak a nagynyomású öntvényeknél?
A leggyakoribb fémek közé tartozik az alumínium, a cink és a magnézium. Az alumínium szívós és korrózióálló, a cink finomabb részletességgel készíthető, a magnézium pedig könnyű. A különleges alkalmazások rézötvözetekből készülnek.
Mi a különbség a nagynyomású és az alacsonynyomású öntés között?
A nagynyomású öntés során az olvadt fémet extrém nyomás alatt öntik a formába. Ez időtakarékossá és precízzé teszi az öntést. Az alacsony nyomású öntésnél az alacsony nyomás hatására az olvadt fém kitölti a formát. Ez a folyamat lassabb, de kevesebb gázporozitást okoz, és javítja a mechanikai tulajdonságokat.
A nagynyomású öntés költséges eljárás?
Az eredeti szerszámok és szerszámok drágák. Mindazonáltal, ha a szerszámokat egyszer már legyártották, ez meglehetősen gazdaságos, ha nagy mennyiségű gyártásról van szó. Kis mennyiségben az öntés más módszerei olcsóbbak lehetnek.
Vannak olyan nagyméretű szelvények, amelyeket nagynyomású öntéssel lehet készíteni?
A kis és közepes méretű alkatrészek a legjobban nagynyomású öntéssel készülnek. A nagyméretű alkatrészek a gép- és szerszámméret korlátai miatt nehezen gyárthatók. A túlméretezett alkatrészek más öntési módszerekkel jobban megvalósíthatók.









