

A porkohászat a kohászat egy speciális és létfontosságú ága, amely fém és nem fém porokkal foglalkozik, majd ezeket nagy pontosságú alkatrészek gazdaságos gyártására használja fel. A modern ipari környezetben egy porkohászati vállalat biztosítja a laza részecskék robusztus, funkcionális alkatrésszé alakításához szükséges műszaki szakértelmet. Ezt a folyamatot azért részesítik előnyben, mert a porkohászati alkatrészek tulajdonságai nagymértékben függnek annak a laza fémnek a tulajdonságaitól, amelyből készülnek, lehetővé téve a testreszabás és a tisztaság olyan szintjét, amelyet a hagyományos öntés gyakran nem tud elérni.
A pontos specifikációkat igénylő iparágak számára a tapasztalt porkohászati gyártók elengedhetetlen. A precíziós öntvénygyártással kapcsolatos további technikai forrásokat a következő weboldalon találhat meg alumínium öntvény oldal vagy precíziós fröccsöntés gyártása a plasticmold.net.
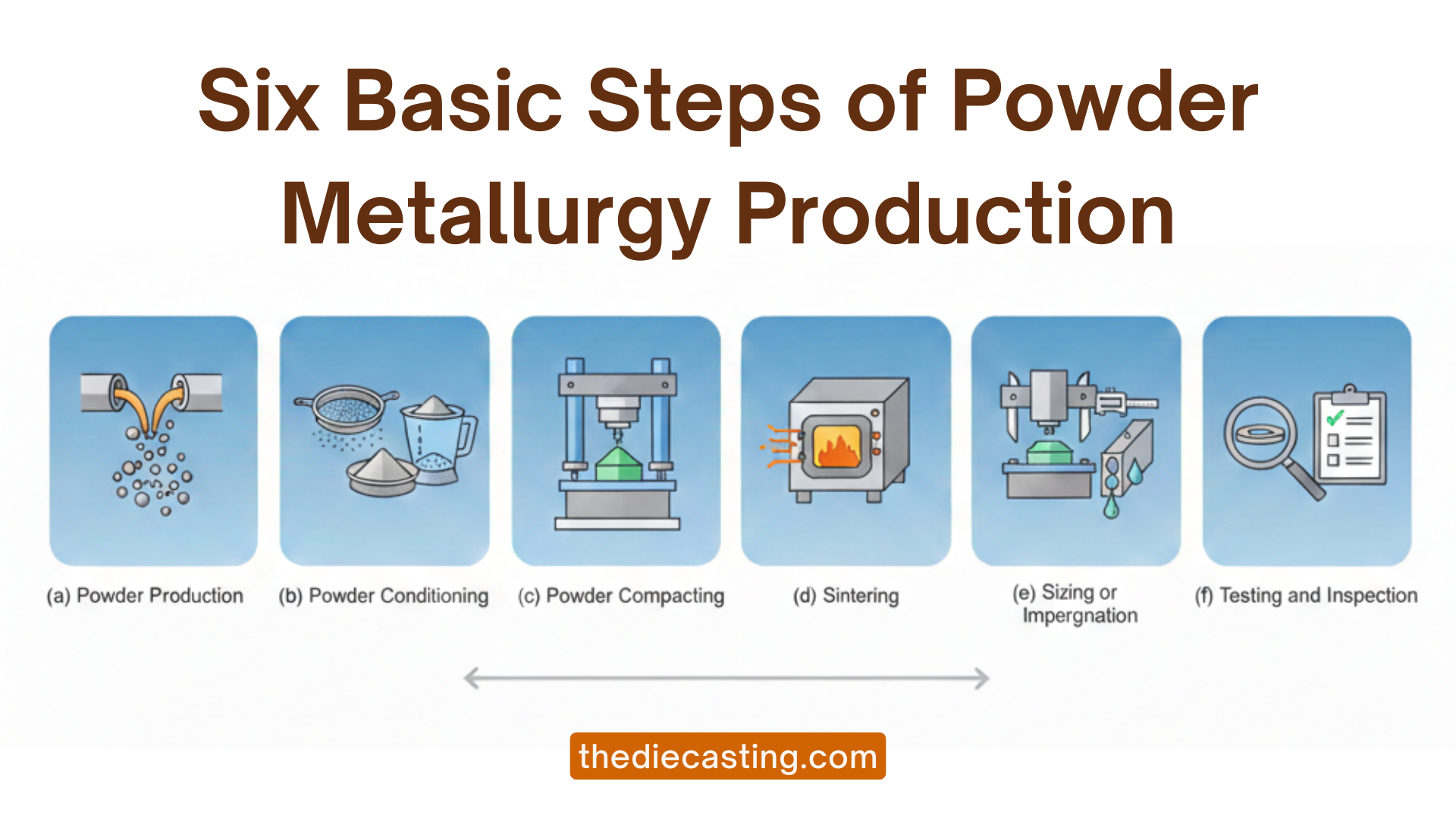
A porkohászat hat alaplépése
A porkohászat a következő hat alapvető lépésből áll: a) porgyártás, b) por kondicionálása, c) por tömörítése vagy préselése, d) szinterezés, e) méretezés vagy impregnálás, és f) vizsgálat és ellenőrzés.
1. Porgyártás
Először jön a porgyártás, amelyben a fém vagy nem-fém különböző mechanikai folyamatokon megy keresztül, mint a megmunkálás, zúzás, marás, lövés, szemcsézés és porlasztás, hogy por formájában kis forgácsok, reszelék, törés stb. formájában állítsák elő.
Az illékony fémek és szén-karbonilok esetében a por előállításához olyan fizikai folyamatokat használnak, mint a kondenzáció és a termikus bomlás. Az ilyen eljárásokkal előállított porok többnyire gömb alakúak. Ezeket a folyamatokat általában zárt tartályokban végzik a fémoxidok képződésének elkerülése érdekében.
Az oxid, oxalát, formiát vagy halogenid állapotú fémek esetében a redukciós elvet alkalmazzák, ahol redukálószereket, például szenet, hidrogént, ammóniát és szén-monoxidot használnak a szabálytalan alakú porok gazdaságos és rugalmas előállításához. Vizes oldatban lévő fémek vagy olvasztott sók esetében elektrokémiai eljárásokat alkalmaznak. Ezek biztosítják a por méretének és típusának tökéletes szabályozását olyan paraméterek változtatásával, mint a nagy áram, alacsony fémion-koncentráció, alacsony hőmérséklet, és így rendkívül tiszta kristályos formát kapnak.
2. Porkezelés
A második a por kondicionálása, amely hőkezeléssel, szitálással és keveréssel csökkenti a szennyeződéseket és az oxidtartalmat, a kívánt porméretet és homogén porkeveréket eredményez. Ez a lépés kritikus fontosságú egy porkohászati vállalat számára, hogy a nyersanyag készen álljon a szerszám nagynyomású környezetére.
3. Púderes tömörítés (préselés)
Harmadszor következik a por tömörítése, amely a por keverékének préselése és formába öntése egy szerszám és lyukasztó berendezés segítségével. A porkeveréket egy rezgő tartályon és adagolón keresztül adagolják, amely lehetővé teszi a por egyenletes áramlását a szerszámban. Ezután a felső lyukasztón keresztül nyomást gyakorolnak a porkeverékre.
Megfelelő idő és nyomás alkalmazása után a felső lyukasztót felemelik, és a kompakt porkeveréket, amelyet Green Compactnak neveznek, az alsó lyukasztó segítségével kilökik. Ennek a tömör anyagnak a sűrűsége az alkalmazott nyomástól függ. Ha betekintést szeretne nyerni abba, hogyan optimalizálják a szerszámok kialakítását ezekre a nyomásokra, látogasson el a következő weboldalra diecastingschina.com.
4. Szinterezés
Ezután következnek a szinterelési folyamatok, amelyek hő és áztatás segítségével segítik a kompakt kristályok nyakképződését, nyaknövekedését és a pórusok lekerekítését, ami a kompakt szilárdság és keménység növekedését eredményezi. Ez a hőkezelés az, ami a törékeny zöld tömör anyagot tartós fém alkatrésszé alakítja.
5. Méretezés vagy impregnálás
Ezután következik a méretezés vagy impregnálás, amely a szinterezett tömör anyagnak a kívánt végső méretekre való igazítása. A méretezés úgy történik, hogy a tömördarabot egy mesterszerszámba helyezzük és nyomást alkalmazunk. Az impregnálást gyakran használják speciális porkohászati alkatrészeknél, amelyek belső kenést igényelnek.
6. Vizsgálat és ellenőrzés
Végül következik a vizsgálat és ellenőrzés, amely a szinterezés és méretezés után vizsgálja az alkatrészeket nyomószilárdság, szakítószilárdság, porozitás, sűrűség, keménység és mikroszerkezet szempontjából.
Porkohászati alkatrészek: Anyagi tulajdonságok: Vizsgálati csoport és anyagtulajdonságok
Mivel a végtermék minősége olyan szorosan kapcsolódik a nyers porhoz, porkohászati gyártók vizsgálati anyagok három fő csoportba sorolva:
1. csoport: Alapvető tulajdonságok
Ezek a vizsgálatok az anyag kémiai összetételét, alakját, méretét, porozitását és fajlagos felületét elemzik.
2. csoport: Tömörítő tulajdonságok
- Látszólagos sűrűség: Az egységnyi térfogatra jutó tömegként definiált, csomagolatlan por tömege.
- Összenyomhatóság: A por azon képessége, hogy alkalmazott nyomás hatására összenyomódjon.
- Zöld erő: A zöld tömörítés mechanikai szilárdsága.
- Zöld tavasz: A tömördarab kitágulása a szerszámból való kilökés után.
3. csoport: Sinterelési tulajdonságok
Ez a szinterezés során bekövetkező méretváltozásokból áll, amelyeket a hosszváltozás és a szinterezett hossz arányából számítanak ki. A szinterezési sűrűséget ismét a szilárd anyag sűrűségének és a szinterezett tömör anyag sűrűségének arányaként számítják ki. Végül a mikroszerkezet vizsgálata általában a minta maratásával történik, amelyet mikroszkópos vizuális megfigyelés követ.
Előnyök és hátrányok
A porkohászat előnyei közé tartoznak a fémes és nem fémes porok és a nagy tisztaságú komponensek keveréséből adódó különleges tulajdonságok. Ez teszi ideális választássá az összetett ötvözetekhez. Hátránya azonban a magas berendezésköltség, a korlátozott gyártási méret és a tárolási problémák. Az olyan vállalatok, mint aludiecasting.com alternatív megoldásokat kínálnak, mint például az alumínium öntés, ha az alkatrészméretek meghaladják a porsajtolás tipikus határait.
A porkohászat legfontosabb alkalmazásai
Önkenő csapágyak
Ezek azok a csapágyak, amelyek nem igényelnek külső kenést a működésük során. Kis mennyiségű grafitot használnak a porozitás növelésére, amelybe az olajat nagy nyomás vagy vákuum segítségével impregnálják. Ezek a csapágyak a forgó tengely súrlódása által okozott hőmérséklet-emelkedés miatt működnek, ami az olaj viszkozitásának csökkenését idézi elő, ezáltal növelve annak áramlási sebességét. Így az olaj kihúzódik a pórusokból, és gyorsan keringeni kezd.
Cermetek
A cermet a kerámiából származó “cer” és a fémekből származó “mets” szavak kombinációja. A kerámiaporok magas hőmérsékleti szilárdsággal és keménységgel rendelkeznek, míg a fémporok jó ütésállósággal rendelkeznek. Ezért a cermet mindkét tulajdonsággal rendelkezik, és a fém kötőanyagok kb. 20-60% arányú felhasználásával kombinálják. A cermeteket lángtartókban és sugárhajtású fúvókákban használják.
Sinterezett fém súrlódó anyagok
Ezeket az anyagokat kuplungokban, fékekben és olyan helyeken használják, ahol ellenőrzött súrlódásra van szükség. A porkohászati vállalat által kínált precizitás biztosítja, hogy ezek az anyagok szélsőséges hőségben is megbízhatóan működjenek.
Tűzálló anyagok gyártása
Elektromos izzók izzószálaiban, elektromos érintkezőkben, magas hőmérsékletű kemencékben és rakétafúvókákban használják. Ezek az anyagok az öntés vagy kovácsolás során reakcióba lépnek a környezettel, ezért gyártásukhoz porkohászati eljárást alkalmaznak.
Összefoglaló és technikai kifejezések
Összefoglalva, a porkohászat alapvető gyártási folyamat a nagy teljesítményű alkatrészek létrehozásához. A terület jobb megértéséhez ismernünk kell az olyan kulcsfogalmakat, mint a porlasztás és a koaleszcencia.
Mi az atomizálás? Ez egy olyan mechanikai eljárás, amelyet por előállítására használnak, ahol az olvadt fémet apró részecskékre törik.
Mi az az összeolvadás? A mérnöki gyakorlatban a koaleszcencia a fémdarabok folyamatos egésszé történő összekapcsolását jelenti az egyes darabok egyes részeinek elfolyósításával, a folyadékok érintkezésbe hozásával és az egyesített folyadék megszilárdulásával.

A porkohászati vállalatok jövője
A globális gyártási igények növekedésével egyre nagyobb hatékonyságra és fenntarthatóbb gyakorlatokra van szükség. Így a porkohászati vállalatok szerepe tovább bővül. A hat alapvető lépés elsajátításával - a porgyártás kezdeti mechanikai folyamataitól a mikroszerkezet és a sűrűség végső vizsgálatáig - a gyártók minden eddiginél erősebb, könnyebb és összetettebb alkatrészeket szállíthatnak. Ez az eljárás nem csupán másodlagos alternatívája az öntésnek; az innováció elsődleges mozgatórugója olyan ágazatokban, mint a sugárhajtás és a megújuló energia. Ha nagy pontosságú, gazdaságos megoldásokkal szeretné optimalizálni gyártósorát, akkor itt az ideje, hogy megvizsgálja, hogyan lehet ezeket a fejlett kohászati technikákat az Ön egyedi ipari igényeihez igazítani.
Optimalizálja gyártását egy porkohászati gyártóval
Érdekli a porkohászati alkatrészek pontosságának és költséghatékonyságának kihasználása a következő projektje során? Akár önkenő csapágyakra, akár magas hőmérsékletű tűzálló anyagokra van szüksége, csapatunk végigvezeti Önt a műszaki kiválasztási folyamaton. Fedezze fel fémformázási megoldásaink teljes választékát, vagy lépjen kapcsolatba szakértőinkkel, hogy megbeszéljük, hogyan segíthetünk Önnek abban, hogy gyártási céljait páratlan pontossággal érje el. Engedje meg, hogy segítsünk Önnek nyers elképzeléseit nagy teljesítményű valósággá alakítani.









