
Turnarea la cald este o metodă de producție extrem de precisă, utilizată pentru a realiza piese metalice complexe, cu o precizie dimensională și un finisaj al suprafeței ridicate. Procesul presupune sculptarea unei figuri din ceară a componentei necesare, aplicarea unui înveliș ceramic pe figură, apoi folosirea epoxidului pe ceară și, în final, turnarea metalului încălzit în figură, care a fost lăsată goală. Tehnica este, de asemenea, denumită în mod obișnuit turnare cu ceară pierdută, deoarece modelul de ceară este topit în timpul procesului.

Tehnica este apreciată în diverse industrii, unde poate produce forme complexe, cu pereți subțiri și geometrii detaliate care nu pot fi produse cu ușurință prin majoritatea celorlalte metode de turnare. Piesele rezultate au, de obicei, o formă aproape netă, ceea ce înseamnă că necesită puțină prelucrare mecanică sau prelucrare suplimentară după turnare. Acest lucru permite producătorilor să economisească deșeuri de material și timp de producție, menținând în același timp o precizie ridicată.
Istoria turnării de investiții datează de mii de ani. Procesul a fost utilizat de civilizațiile antice pentru a produce bijuterii, ornamente și sculpturi. Treptat, metoda a evoluat într-o parte indispensabilă a producției industriale. În prezent, industriile, inclusiv cea aerospațială, auto, a dispozitivelor medicale, a utilajelor industriale și a sistemelor energetice, utilizează turnarea în investiție.
Prezentare generală a turnării de investiții
Investment casting este un proces de investiții care implică crearea și executarea unui plan de investiții creat de proprietarii sau managerii unei companii.
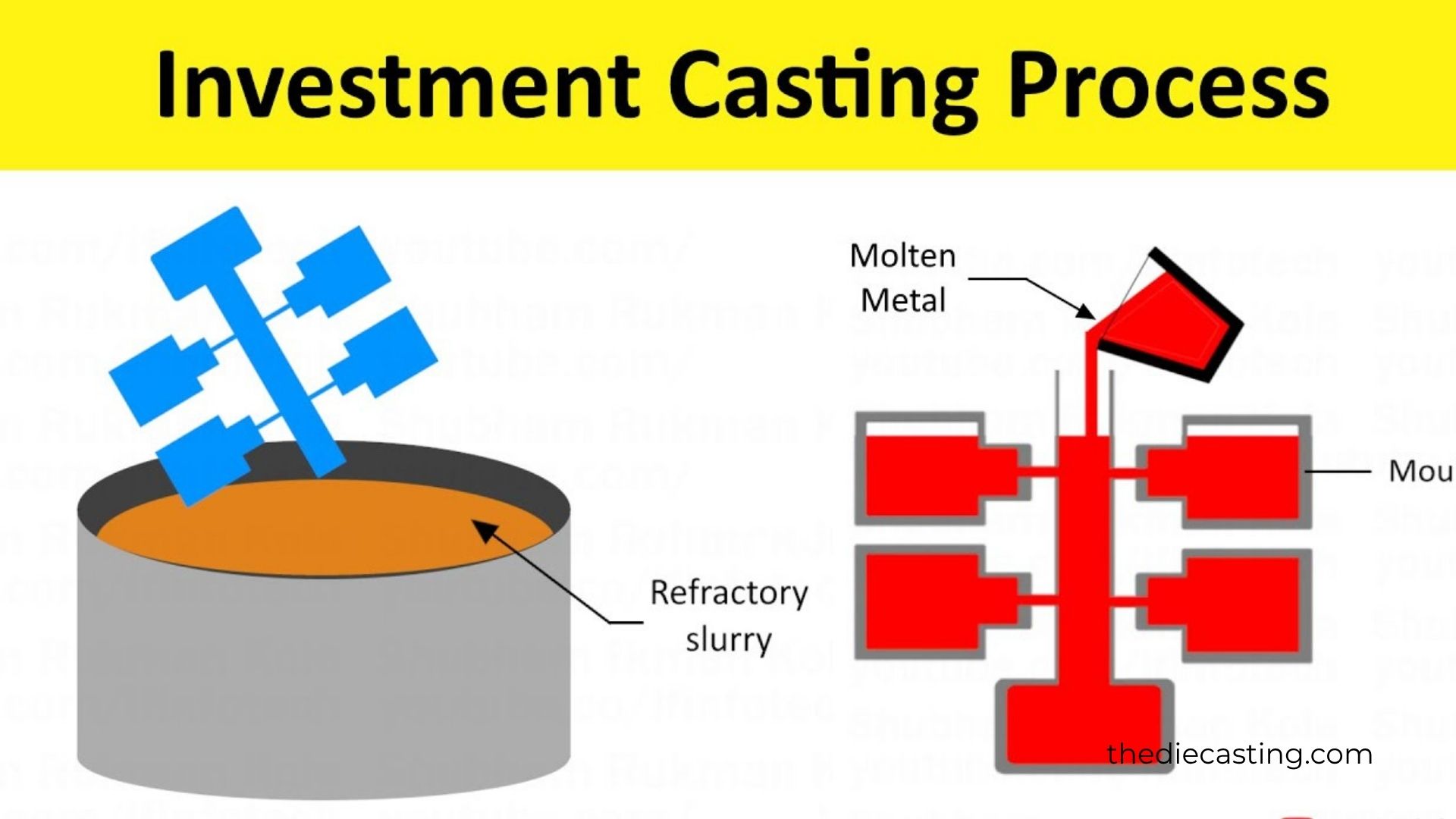
În termeni simpli, turnarea de investiții este procesul de înglobare a unui model din ceară într-un material ceramic mucegai. De îndată ce învelișul ceramic s-a întărit, ceara este topită, lăsând o deschidere care reproduce perfect modelul original. Această cavitate este apoi umplută cu metal topit, care se întărește, iar învelișul ceramic este îndepărtat pentru a expune piesa finală de metal.
Procesul poate produce piese cu:
- Geometrii interne și externe complicate.
- Cerințe dimensionale stricte.
- Finisaje netede ale suprafețelor
- Caracteristici delicate și pereți subțiri.
- Datorită acestor proprietăți, turnarea la presiune este frecvent utilizată atunci când sunt necesare o precizie ridicată și flexibilitate în proiectare.
Istoria turnării de investiții
Turnarea la presiune are o vechime de peste 5000 de ani. Înregistrările arheologice indică faptul că culturile antice dispuneau de acest proces pentru a produce bijuterii, unelte și obiecte decorative. Versiunile timpurii ale tehnicii de turnare a cerii pierdute au fost utilizate în civilizații precum cea egipteană, chineză și mesopotamiană, precum și în societățile din Valea Indusului.
În Egiptul antic, procedeul a fost utilizat pentru a realiza bijuterii din aur și artefacte ceremoniale detaliate. În aceeași ordine de idei, artizanii chinezi îl foloseau în producția de sculpturi din bronz și vase rituale. Principiile fundamentale ale procesului nu au fost modificate semnificativ de-a lungul secolelor.
Odată cu Revoluția Industrială și cu dezvoltarea producției moderne, turnarea prin presiune a devenit un proces foarte avansat și foarte restrictiv. Tehnica a devenit mai precisă, mai eficientă și mai scalabilă prin dezvoltarea științei materialelor, a ingineriei și a proiectării asistate de calculator (CAD). Turnarea sub presiune modernă combină conceptele tradiționale cu tehnologiile moderne, inclusiv imprimarea 3D, automatizarea și simularea computerizată.
Principiul de lucru al turnării de investiții
Turnarea la presiune funcționează pe principiul realizării unui model de sacrificiu, care este o întruchipare a produsului final. Acest model este acoperit cu un material refractar pentru a crea o matriță care rezistă la temperaturi ridicate. Piesa finală este realizată prin turnarea metalului topit în cavitate după ce modelul de ceară a fost îndepărtat.
Toate detaliile modelului din ceară sunt captate de matrița ceramică, ceea ce o face foarte precisă în reproducerea chiar și a formelor complexe. Procesul poate produce cavități interne elaborate și pereți subțiri, deoarece ceara este îndepărtată înainte de adăugarea metalului, spre deosebire de alte metode de turnare, care sunt constrânse de aceste limitări.
Un alt aspect important al turnării pentru investiții este faptul că matrița este distrusă în timpul procesului. Matrița ceramică nu este reutilizată, așa cum este cazul matrițelor reutilizabile utilizate în turnare sub presiune, dar se rupe după ce metalul se solidifică. Acest lucru oferă libertatea de a proiecta mai mult și posibilitatea de a fabrica piese cu geometrii complexe.
Procesul de turnare prin investiții în etape
Procesul poate varia ușor în funcție de producător și de material, dar, în general, procesul de turnare prin investiții are câteva etape majore.
Crearea modelului
Primul pas este de a crea un model care să imite produsul final. Acest model este creat de obicei în ceară, dar uneori se utilizează plastic sau alte substanțe. Modelul din ceară este realizat de obicei prin turnarea ceară topită într-o matriță metalică specifică piesei.
Tendințele pot fi, de asemenea, create prin intermediul tehnologiilor de imprimare 3D în producția contemporană, permițând crearea rapidă de prototipuri și modificări ale designului.
Asamblarea modelelor de ceară
Mai multe modele de ceară sunt adesea plasate pe o matriță centrală pentru a crea un arbore sau un grup de ceară. Acest design permite turnarea mai multor piese într-o singură matriță, sporind eficiența producției.
Sistemele de distribuție sunt, de asemenea, utilizate pentru transportul metalului topit în timpul procesului de turnare.
Formarea cojii ceramice
Se înmoaie ansamblul de ceară într-o suspensie de ceramică și se acoperă cu nisip fin sau particule refractare. Procedura se repetă de mai multe ori pentru a forma un înveliș ceramic rigid în jurul matriței de ceară.
Un strat trebuie să se usuce, iar apoi este așezat celălalt. După mai multe straturi, învelișul devine suficient de gros și de dur pentru a rezista la temperaturile ridicate și la presiunea metalului topit.
Deparafinare
După ce învelișul ceramic se întărește complet, ceara este îndepărtată prin încălzirea matriței. Acest lucru se face de obicei într-un autoclav sau prin foc. Căldura topește și scurge ceara din coajă, formând o cavitate goală care se potrivește exact formei modelului.
Deoarece acest pas implică îndepărtarea cerii, procedura este cunoscută sub numele de turnare cu ceară pierdută.
Preîncălzirea formei
Învelișul ceramic este încălzit într-un cuptor înainte ca metalul să fie turnat în el mucegai, eliminând umiditatea și consolidând învelișul. Preîncălzirea este, de asemenea, utilizată pentru a se asigura că metalul topit curge liber în cavitate fără a îngheța.
Turnarea metalului topit
Sistemul de caneluri este utilizat pentru a turna metal topit în matrița preîncălzită. Cavitatea este umplută cu metal, care capătă forma exactă a modelului din ceară.
În funcție de aplicație și de proprietățile necesare ale materialului, pot fi utilizate diferite metale și aliaje.
Răcirea și solidificarea
După ce este turnat, metalul este lăsat să se răcească și să se întărească în matrița ceramică. Unii factori care determină timpul de răcire includ metalul utilizat, dimensiunea piesei și temperatura matriței.
Îndepărtarea și finisarea cochiliei
După ce metalul s-a întărit, învelișul ceramic este fracturat pentru a obține piesa turnată. Componentele sunt apoi detașate de sistemul de distribuție, iar procesele de finisare, inclusiv șlefuirea, lustruirea, tratamentul termic sau prelucrarea, sunt efectuate după cum este necesar.
Metale în turnarea de investiții
Capacitatea de a lucra cu o mare varietate de materiale este unul dintre principalele avantaje ale turnării sub presiune. În funcție de utilizare, producătorii pot produce componente din diferite metale și aliaje.
| Material | Proprietăți cheie | Aplicații tipice |
| Oțel carbon | Rezistență și durabilitate ridicate | Piese auto, componente structurale |
| Oțel inoxidabil | Rezistență la coroziune, rezistență ridicată | Instrumente medicale, componente pentru pompe |
| Aluminiu Aliaje | Ușoare și rezistente la coroziune | Componente aerospațiale, electronice |
| Bronz | Rezistență la uzură și durabilitate | Rulmenți, angrenaje, componente marine |
| Alamă | Mașinabilitate și aspect bune | Feronerie decorativă, componente sanitare |
| Aliaje pe bază de nichel | Rezistență la temperaturi ridicate | Palete de turbină, piese aerospațiale |
| Aliaje de cupru | Conductivitate electrică excelentă | Echipamente electrice și conectori |

Beneficiile turnării prin investiții
Turnarea de investiții are o mulțime de beneficii care o fac o alegere printre procesele de fabricație în multe aplicații.
Precizie și acuratețe ridicate
Unul dintre cele mai mari avantaje ale turnării prin turnare este capacitatea sa de a produce piese cu toleranțe foarte mici și precizie dimensională foarte ridicată. Matrița ceramică reproduce detalii mai fine ale modelului de ceară, care produc componente foarte precise.
Finisaj superior al suprafeței
Piesele turnate fabricate prin turnare la presiune ar avea o suprafață mai netedă decât cele fabricate prin turnare cu nisip. Acest lucru minimizează procesele de finisare.
Flexibilitate de proiectare
Procesul permite producerea de forme complexe, pereți subțiri și caracteristici interne complexe care nu ar fi posibile cu alte metode de turnare.
Reducerea deșeurilor de materiale
Deoarece componentele sunt realizate într-o formă aproape finală, este nevoie de mai puține prelucrări mecanice. Acest lucru minimizează risipa de material și crește eficiența fabricației.
Gamă largă de materiale
Turnarea de investiții poate gestiona o mare varietate de metale și aliaje, permițând producătorilor să selecteze materialele care se potrivesc cel mai bine scopului.
Cerințe de asamblare minimizate
În alte cazuri, mai multe piese pot fi turnate împreună, fără a fi necesară sudarea sau asamblarea.
Puncte slabe ale turnării prin investiții
În ciuda avantajelor sale, turnarea pentru investiții are limitele sale care trebuie luate în considerare.
Costuri de producție mai mari
Aceasta constă în mai multe etape și instrumente care pot fi mai scumpe decât cele pentru tehnicile de turnare mai puțin complexe, cum ar fi turnarea în nisip.
Timp de producție mai lung
Învelișul ceramic trebuie să fie construit în straturi și uscat între straturi, ceea ce poate dura zile sau săptămâni.
Limitări de dimensiune
Turnarea prin turnare prin presiune poate fi aplicată de obicei componentelor de dimensiuni mici până la medii. Producerea secțiunilor extrem de mari poate fi mai puțin costisitoare prin metode alternative de turnare.
Controlul proceselor complexe
Trebuie acordată o atenție deosebită temperaturii, materialelor și timpului pentru a asigura rezultate de înaltă calitate. Orice abatere va duce la defecte în pedeapsa finală.

Aplicații
Turnarea de investiții are multe aplicații. Turnarea la cald este utilizată în numeroase industrii în care sunt necesare precizie și forme complexe.
Industria aerospațială
Turnarea la cald este aplicabilă în industria aerospațială pentru a produce palete de turbină, componente de motor și piese structurale. Aceste materiale trebuie să reziste la cele mai ridicate temperaturi și tensiuni.
Industria auto
În industria auto, componentele motoarelor, turbocompresoarelor și transmisiilor sunt turnate prin procedeul de turnare prin investiții.
Industria medicală
Turnarea la cald este utilizată în industria medicală pentru a realiza dispozitive chirurgicale, implanturi ortopedice și alte piese de dispozitive medicale care sunt extrem de precise și biocompatibile.
Utilaje industriale
Numeroase utilaje industriale depind de piese metalice de precizie fabricate prin turnare prin presiune. Acestea constau în pompe, supape și echipamente hidraulice.
Fabricarea bijuteriilor
Turnarea cu ceară pierdută este utilizată pe scară largă în industria bijuteriilor pentru a crea modele și ornamente detaliate în aur, argint și alte metale prețioase.
Comparație cu alte metode de turnare
Turnarea prin presiune este unică printre metodele de turnare prin precizia, costul și flexibilitatea de proiectare. De exemplu, turnarea cu nisip este mai ieftină și mai ușoară, dar produce suprafețe mai puțin netede și piese mai puțin precise. Turnare sub presiune, Cu toate acestea, este costisitoare din cauza matrițelor scumpe, dar oferă o rată de producție ridicată și este limitată în principal la unele metale cu puncte de topire scăzute.
Turnarea de investiții oferă un compromis între precizie și libertatea de proiectare, cu costuri de scule relativ moderate.
Performanța și rugozitatea pieselor turnate prin investiții
Durata de viață a componentelor fabricate prin turnare sub presiune depinde în primul rând de materialul utilizat și de configurația componentei. Piesele turnate prin investiții pot fi utilizate în condiții dificile, cum ar fi temperaturi ridicate, presiune ridicată și presiune mecanică, atunci când sunt utilizate aliaje cu rezistență ridicată.
Pentru a folosi ca exemplu produsele turnate în oțel inoxidabil, acestea pot fi utilizate în condiții corozive, în timp ce aliajele pe bază de nichel pot rezista la temperaturi mult prea ridicate în motoarele cu turbină.
Deoarece procesul produce componente metalice groase, de înaltă calitate, piesele produse au proprietăți mecanice bune și, prin urmare, sunt susceptibile de a avea o durată lungă de viață.
Turnarea contemporană prin investiții: Evoluții moderne
Evoluțiile tehnologice recente au permis ca turnarea să fie foarte eficientă și de înaltă calitate.
Integrarea cu imprimarea 3D
Tehnologiile de fabricație aditivă permit producătorilor să producă rapid și precis modele complexe de ceară. Acest lucru economisește bani în scule și accelerează dezvoltarea.
Proiectare și simulare asistate de calculator
Instalațiile de turnare pentru investiții din lumea modernă utilizează software CAD și simulare pentru a realiza o proiectare optimă a matriței și a fluxului metalic. Tehnologiile vor ajuta la prevenirea defectelor și la îmbunătățirea calității generale a produsului.
Monitorizarea și automatizarea proceselor
Sistemul de automatizare și tehnologia de monitorizare în timp real permit producătorului să regleze parametrii importanți, cum ar fi temperatura și condițiile de turnare, conducând la o calitate mai omogenă a turnării.
Concluzie
Turnarea pentru investiții este un proces de fabricație extrem de versatil și precis, utilizat pentru a produce piese metalice complexe cu o precizie dimensională și o calitate a suprafeței ridicate. Procesul poate fi realizat într-o matriță ceramică prin utilizarea unui model de ceară sacrificială, ceea ce permite producătorului să realizeze forme și caracteristici complexe care sunt greu de produs cu alte procese de turnare.
Precizia ridicată, designul flexibil și versatilitatea materialelor sunt avantajele turnării sub presiune care o fac un proces vital în producția contemporană. Cu toate acestea, necesită mai mult timp de producție din cauza multiplelor etape implicate. În paletele turbinelor aerospațiale, piesele auto și, în prezent, dispozitivele medicale și bijuteriile, turnarea prin scufundare joacă un rol foarte important în fabricarea de piese metalice de înaltă performanță în numeroase industrii.
Odată cu dezvoltarea continuă a noilor tehnologii, inclusiv fabricarea aditivă, simularea digitală și tehnologiile conexe, turnarea prin presiune va deveni și mai productivă și mai flexibilă. Aceste inovații vor îmbunătăți, de asemenea, capacitatea procesului de a produce piese de înaltă calitate pentru utilizarea în procese industriale mai complexe.









