

Unul dintre cele mai importante procese metalice, care este utilizat în prezent, este turnarea sub presiune înaltă. Se caracterizează prin capacitatea de a produce componente de înaltă precizie. Este un proces la care producătorii recurg atunci când au nevoie de piese de calitate în cantități mari. Procesul se realizează prin aplicarea unei presiuni mari asupra metalului topit și forțarea acestuia să intre într-o matriță de oțel, denumită matriță. Presiunea este utilizată pentru a menține fluxul de metal către toate colțurile matriței. Aceasta produce componente cu detalii mici, pereți înguste și suprafețe netede. Din acest motiv, turnarea sub presiune înaltă ar fi o alegere convenabilă în cazul unei industrii care trebuie să fie precisă și uniformă.
Exemple de metale care sunt de obicei utilizate în timpul procesului sunt aluminiul, zincul și magneziul. Materialele au propriile lor avantaje. Turnarea sub presiune Aluminiul este ușor și nu este supus coroziunii. Motivul este că Zinc turnat sub presiune pot fi turnate în modele subțiri și complicate. Rezistența turnare sub presiune a magneziului este foarte ușoară. Turnarea sub presiune de înaltă presiune deservește majoritatea industriilor. Furnizează piese vitale în industria auto, aerospațială, electronică și de producție a bunurilor de consum.
Acest proces oferă durabilitate și performanță în carcasele motoarelor și în carcasele electronice, printre altele. Acest articol va discuta despre funcționalitatea turnării sub presiune de înaltă presiune, materialul utilizat, avantajele, constrângerile și numeroasele sale aplicații.
Turnare sub presiune înaltă
Turnare sub presiune înaltă are o istorie de peste 100 de ani. Crearea sa datează din secolul al XIX-lea, când a fost utilizată pentru a crea caractere tipografice. Cu timpul, tehnologia a fost îmbunătățită și a devenit o procedură esențială în industriile auto și aerospațială.
Una dintre cele mai eficiente metode de producere a pieselor metalice compozite din zilele noastre este turnarea sub presiune înaltă. Aceasta poate fi utilizată în cazurile în care sunt necesare precizie, durabilitate și viteză. Acest proces a fost adoptat de producători deoarece oferă o producție substanțială, de calitate regulată, forme netede și detaliate, care sunt în conformitate cu cerințele ingineriei moderne.
Procesul de turnare sub presiune de înaltă presiune

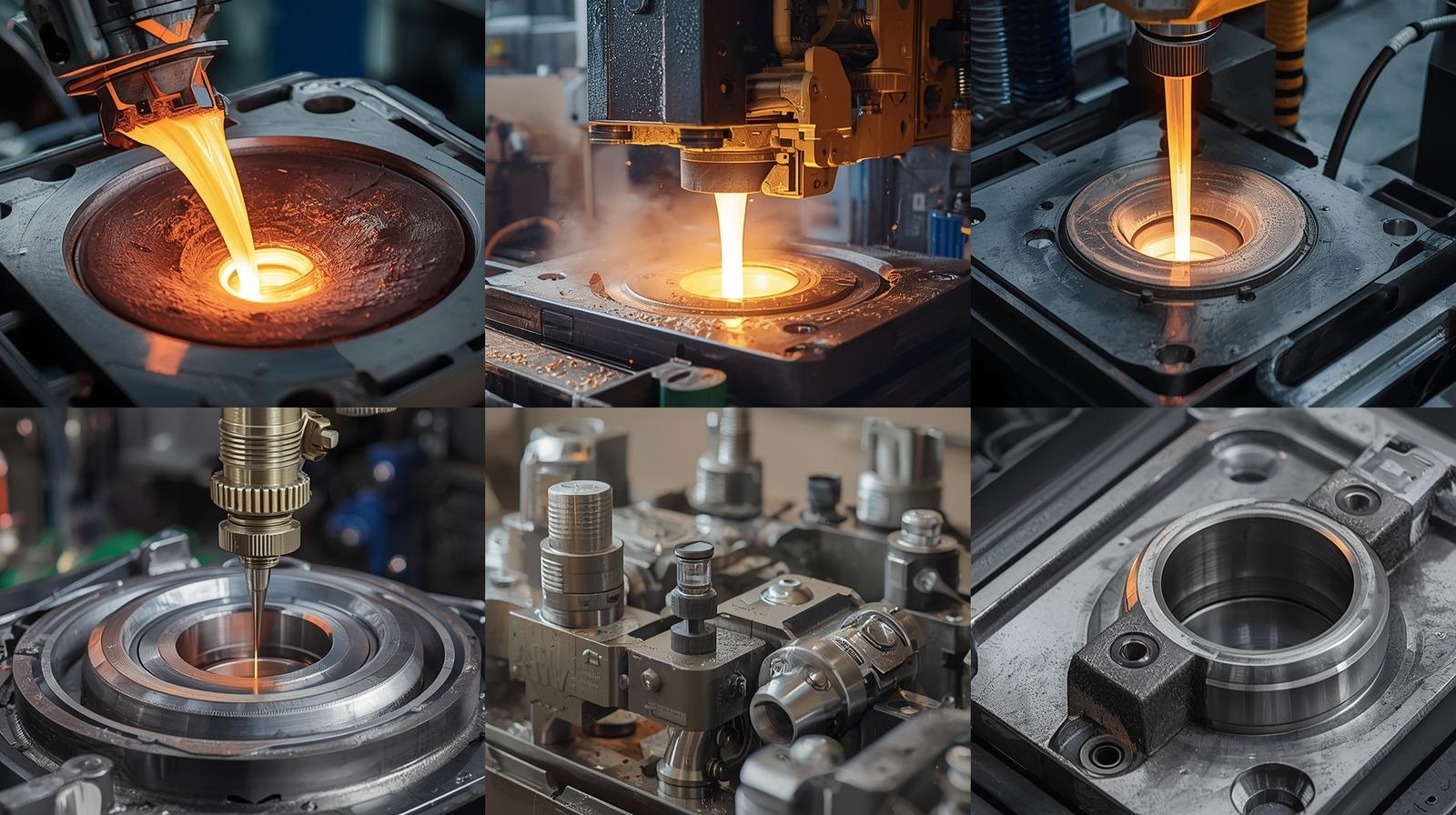
Turnarea sub presiune înaltă este un proces rapid care este precis și aplicabil în producția de masă. Este o combinație de mașini înalte cu metal topit care produce piese precise și detaliate. Acest lucru este eficient deoarece întregul proces permite producătorilor să producă mii de componente de calitate similară.
Pregătirea matriței
Totul începe cu pregătirea matriței. Matrița sau matrița de oțel este spălată meticulos și stropită cu un lubrifiant. Acest lucru are rolul de a regla temperatura și de a se asigura că metalul nu aderă la suprafața matriței. Aceasta trebuie să fie pregătită corespunzător, deoarece este calea către o ejecție lină a piesei turnate finale.
Topirea metalelor
După citirea unei matrițe, materialul preferat - aluminiu, zinc sau magneziu - este topit într-un cuptor. Metalul trebuie încălzit la gradul potrivit de temperatură pentru a ajunge la o stare lichidă completă. Rezistența și finisajul piesei turnate finale depind în mare măsură de calitatea topiturii.
Injectarea metalului
Metalul topit este apoi forțat în matriță sub o presiune foarte mare. Această presiune presează metalul în toate colțurile cavității matriței. Acest proces permite realizarea de pereți subțiri, margini ascuțite și forme complexe care sunt greu de realizat în alte procese de turnare.
Răcirea și solidificarea
Metalul îngheață rapid în interiorul matriței de oțel după injectare. Perioadele de răcire sunt, de asemenea, extrem de scurte; acestea pot dura doar câteva secunde. Răcirea rapidă conferă piesei rezistența sa și ajută la menținerea piesei la dimensiunea corespunzătoare.
Ejectarea din matriță
Când solidificarea metalului este terminată, matrița este deschisă. Piesa turnată este forțată să iasă din matriță cu ajutorul știfturilor de ejecție. Piesa este modelată în această fază, cu excepția faptului că încă mai conține material suplimentar care trebuie eliminat.
Tundere și finisare
Ultima fază este finisarea și pregătirea. Se îndepărtează metalul păstrat în exces, cunoscut sub numele de flash. În funcție de necesități, piesa poate fi apoi prelucrată, lustruită, vopsită sau acoperită. Acest lucru va garanta faptul că componenta este pregătită pentru a fi utilizată.
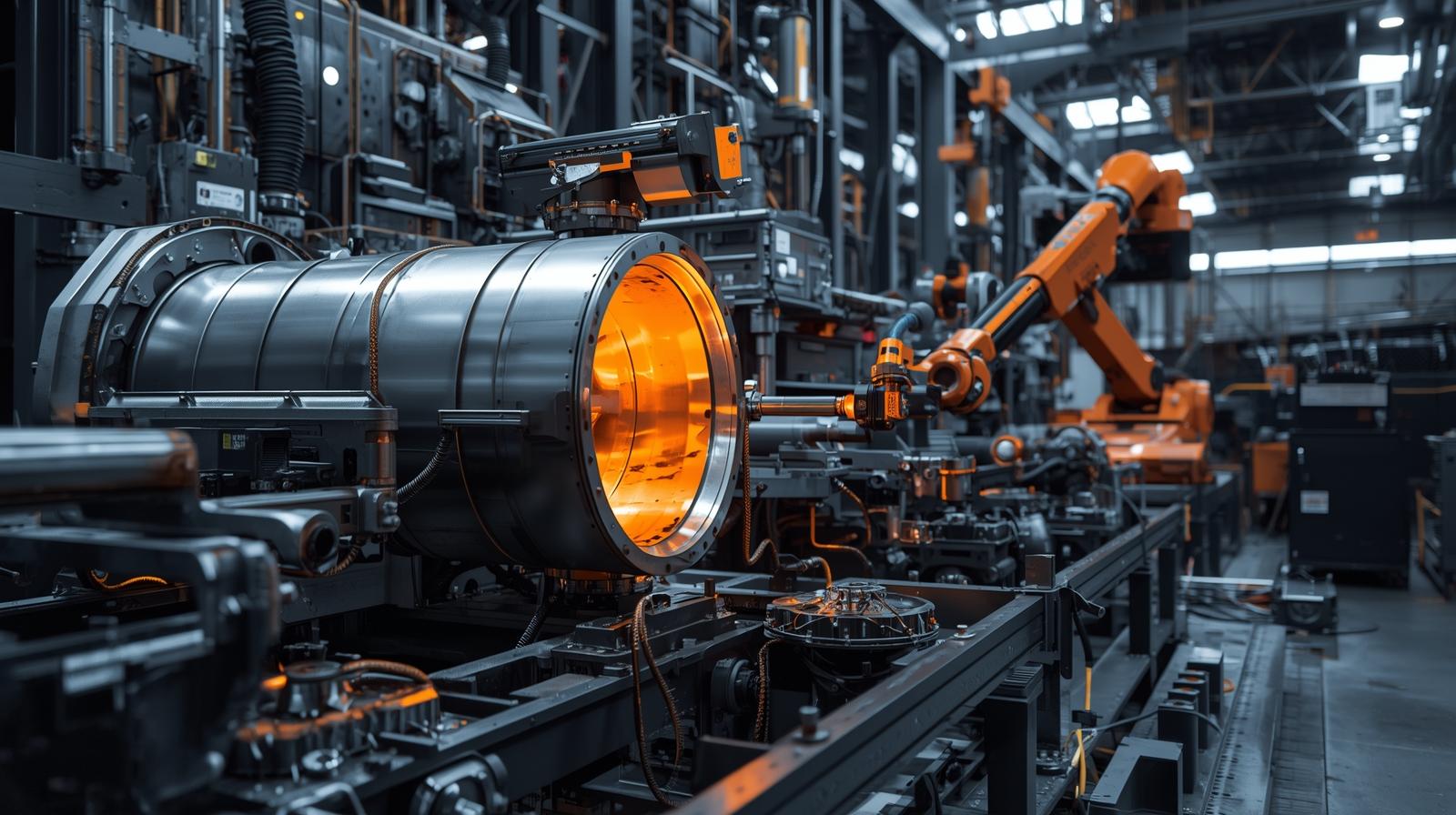
Automatizarea în fabricile moderne
Turnarea sub presiune înaltă este complet automatizată în fabricile moderne. Etapele de injectare, răcire și ejectare sunt efectuate cu precizie de către roboți. Automatizarea sporește consecvența, reduce cheltuielile cu forța de muncă și o transformă într-o modalitate ideală de realizare a producției în masă.
Materii prime de turnare sub presiune înaltă

Turnarea sub presiune înaltă este ideală pentru metalele neferoase care au puncte de topire relativ scăzute. Cele mai frecvente sunt:
Aluminiu
Cel mai popular este aluminiu turnat sub presiune. Este o combinație de greutate redusă și rezistență ridicată. Produsele din aluminiu sunt, de asemenea, rezistente la coroziune, fiind astfel potrivite pentru automobile, avioane și electronice.
Zinc
Piesele mici care sunt fine și precise sunt cel mai bine turnate cu zinc. Zincul are duritate și rezistență bune. Pereții subțiri și detaliile fine sunt, de asemenea, activate. Acesta este motivul pentru care este potrivit pentru conectori, carcase și piese decorative.
Magneziu
Magneziul este cel mai ușor metal structural turnat sub presiune. Acesta posedă un raport rezistență/greutate bun. Este utilizat în mod obișnuit în industria aerospațială, auto și electronică de consum, în domenii în care greutatea redusă este un factor important.
Aliaje de cupru
Aliajele pot fi realizate și din cupru, dar acest lucru nu este obișnuit. Acestea sunt foarte dure, au o rezistență ridicată la uzură și o conductivitate electrică ridicată. Toate materialele au punctele lor forte în funcție de utilizare. Aluminiul este selectat ca un material puternic și rezistent la coroziune, zincul ca unul precis, iar magneziul ca o componentă ușoară.
Scule și matrițe de turnare sub presiune înaltă
Cel mai important aspect al procesului este matrița, sau matrița. La fabricarea matrițelor se utilizează oțel pentru scule călit, care este construit pentru a rezista la căldură și presiune excesive.
Matrițele sunt de două tipuri principale:
- Matrițe cu o singură cavitate - Este o parte pe ciclu.
- Matrițe multi-cavitate - Sunt utilizate pentru a realiza simultan două sau mai multe piese de același tip.
De asemenea, este posibil să se proiecteze o matriță care va transfera crearea unei varietăți de piese într-un singur ciclu, o matriță combinată. Costurile de scule sunt, de asemenea, ridicate, dar durata de viață a matrițelor este lungă; prin urmare, acestea sunt utilizate în producții foarte mari.
Tipuri de mașini de turnare sub presiune de înaltă presiune
Mașinile de turnare sub presiune înaltă sunt modelate pentru a găzdui diferite metale. Acestea sunt mașini cu cameră rece și mașini cu cameră caldă. Toate mașinile au avantajele lor și sunt selectate pe baza punctului de topire al metalului turnat.
Mașini de turnare sub presiune cu cameră fierbinte
Metalele cu punct de topire scăzut, inclusiv zincul și unele aliaje de magneziu, sunt prelucrate de mașini cu cameră fierbinte. În cadrul acestui proces, metalul este păstrat topit în interiorul mașinii. Metalul topit este legat direct de sistemul de injecție. Acest aranjament va permite timpi de ciclu extrem de mari. Turnarea sub presiune cu cameră caldă este eficientă și adecvată în mare măsură pentru fabricarea componentelor mici și delicate turnate sub presiune din zinc.
Mașini de turnare sub presiune cu cameră rece
Mașinile cu cameră rece sunt aplicate metalelor care au temperaturi de topire mai ridicate, cum ar fi aluminiul și magneziul. În cadrul acestei tehnici, metalul topit este topit mai întâi într-un alt cuptor. Acesta este transferat apoi în camera de injecție și se aplică o presiune ridicată, forțându-l să intre în matriță. Această tehnică necesită puțin mai mult timp; cu toate acestea, este necesară în cazul materialelor cu temperaturi ridicate. Turnarea sub presiune cu cameră rece este utilizată în majoritatea cazurilor de turnare sub presiune a aluminiului, atunci când sunt luate în considerare rezistența și greutatea redusă.
Alegerea mașinii potrivite
Există două tipuri de mașini: mașini cu cameră caldă și mașini cu cameră rece, care sunt determinate de natura metalului și de nevoile piesei. Mașinile cu cameră caldă sunt rapide și eficiente și în cazul turnării sub presiune a zincului. În cazul turnării sub presiune a aluminiului și turnării sub presiune a magneziului, mașinile cu cameră rece vor oferi longevitatea necesară în cazul metalelor cu topire ridicată.
Avantajele turnării sub presiune de înaltă presiune
Avantajele turnării sub presiune de înaltă presiune față de alte forme de turnare:
- Precizie - Scoate la iveală forme corecte și forme fine.
- Viteză - Timpii de ciclu sunt foarte scurți, ceea ce permite producția în masă.
- Calitatea suprafeței - Piesele sunt bine finisate, astfel încât să nu necesite prelucrare.
- Putere - Piesele sunt puternice și rezistente, în special atunci când implică aluminiu/magneziu.
- Eficiență - Deșeurile de materiale sunt reduse deoarece are matrițe reutilizabile.
Toate aceste beneficii au permis ca turnarea sub presiune să fie unul dintre cele mai rentabile procese de fabricație atunci când vine vorba de producția în masă.
Dezavantajele turnării sub presiune de înaltă presiune
În ciuda aspectelor sale puternice, acesta are anumite limitări:
- Costuri ridicate de scule - Proiectarea și producția matrițelor sunt costisitoare. Acest lucru face ca procesul să fie adecvat pentru producția pe scară largă.
- Limita de mărime - Această metodă poate fi dificilă pentru realizarea pieselor foarte mari.
- Porozitate - Uneori, gazul este prins în interiorul metalului, ceea ce diminuează rezistența în anumite condiții.
- Materiale slabe - Nu toate metalele pot fi utilizate. Metalele cu puncte de topire foarte ridicate sunt inadecvate.
Acești factori sunt luați în considerare înainte ca producătorii să poată alege procesul.
Aplicații ale turnării sub presiune de înaltă presiune
Unul dintre cele mai flexibile procese de fabricație este turnarea sub presiune înaltă. Acesta este foarte aplicabil în sectoarele care necesită rezistență, precizie și viteză. Datorită posibilității sale de a realiza forme complexe, precum și finisaje, este o opțiune fiabilă în producția modernă.
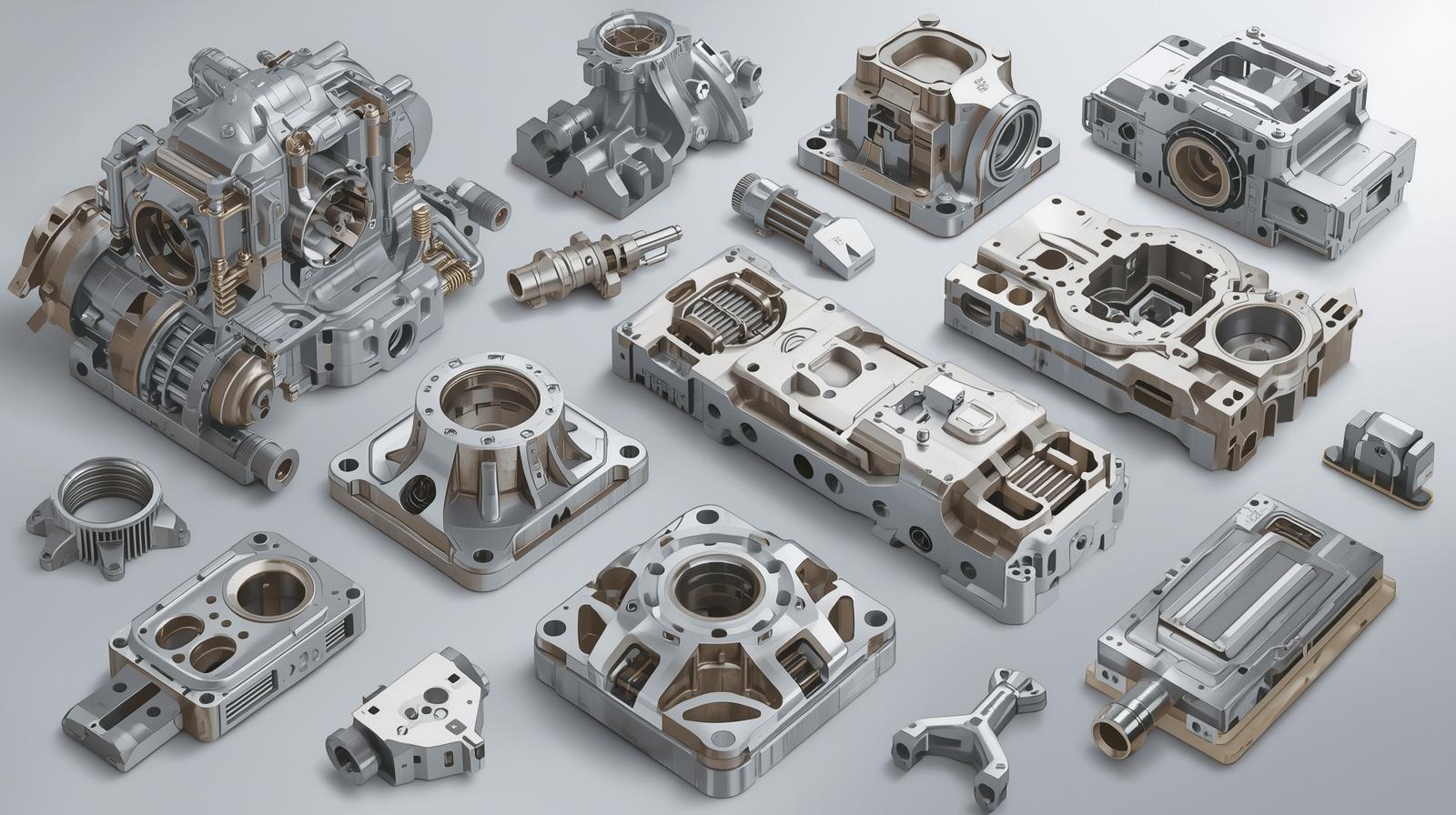
Industria auto
Turnare sub presiune înaltă este cel mai utilizat de industria auto. Blocurile motor, carcasele de transmisie, carcasele și suporturile sunt turnate din aluminiu. Aceste componente trebuie să fie ușoare și puternice pentru a spori economia de combustibil. Piesele mai mici, cum ar fi mânerele, angrenajele și conectorii sunt, de asemenea, turnate folosind zinc. Pe măsură ce mișcarea vehiculelor electrice este accelerată, carcasa bateriei, piesele motorului și componentele de fabricație a structurilor ușoare necesită acum turnare sub presiune.
Industria aerospațială
Reducerea greutății este foarte importantă în industria aerospațială. Turnarea sub presiune a magneziului și aluminiului oferă piese ușoare, dar rezistente. Turnarea sub presiune înaltă este utilizată în producția de componente precum suporturi, carcase și accesorii interioare. Procesul este sigur și performanțele sunt garantate, fără a aduce o greutate suplimentară avionului.
Industria electronică
Industria electronică a fost foarte dependentă de turnarea sub presiune pentru a realiza carcase, carcase și radiatoare. Aluminiul turnat sub presiune are o bună conductivitate termică, prin urmare este utilizat în sistemele de răcire ale aparatelor electronice. Conectorii și piesele mici și detaliate care necesită precizie sunt realizate prin turnare sub presiune de zinc.
Produse de larg consum
Turnarea sub presiune înaltă este utilizată în fabricarea multor produse de larg consum. Majoritatea produselor de zi cu zi, cum ar fi încuietori, mânere, incinte și ornamente, sunt de obicei turnate prin pulverizare din zinc sau aluminiu. Procesul conferă produselor o suprafață netedă și un grad foarte ridicat de durabilitate, făcându-le astfel funcționale și atractive.
Utilaje industriale
Turnarea sub presiune de înaltă presiune este utilă și pentru utilajele industriale. Componentele turnate sub presiune tind să fie utilizate în pompe, compresoare și unelte de precizie. Capacitatea de a crea forme complicate cu aceeași rezistență face procesul cel mai potrivit pentru condițiile industriale ostile.
Alte aplicații
Energia regenerabilă, precum și echipamentele medicale și telecomunicațiile utilizează, de asemenea, turnarea sub presiune de înaltă presiune. Procesul oferă soluții fiabile și economice sub formă de rame pentru panouri solare și carcase medicale. Este atât de versatil încât continuă să fie o tehnologie centrală în diverse sectoare.
Comparație personală cu alte metode de turnare

Una dintre metodele de fabricare a pieselor metalice este turnarea sub presiune înaltă. Aceasta este în mod obișnuit asimilată cu turnarea în nisip, turnarea sub presiune prin gravitație și turnarea prin investiții. Procesele au avantajele și dezavantajele lor, în funcție de cost, precizie și volum de producție.
Turnare în nisip
Turnarea în nisip este o formă foarte veche și cea mai puțin costisitoare de turnare. Se aplică producției de volume mici și componentelor extrem de mari. Cu toate acestea, este mai puțin precisă decât turnarea sub presiune de înaltă presiune. Finisajul suprafeței este mai grosier și este un proces foarte lent. Atunci când sunt necesare contururi puternice și suprafețe lustruite, atunci se utilizează turnarea sub presiune înaltă.
Gravity Die Casting
Turnarea prin gravitație implică aplicarea gravitației mai degrabă decât a presiunii ridicate pentru umplerea matriței. Rezultatul acestui proces este proprietăți mecanice bune ale pieselor care sunt formate puternic. Cu toate acestea, este lent și nu este potrivit în cazul pereților subțiri sau al formelor extrem de complicate. Turnarea sub presiune înaltă este mai rapidă în ceea ce privește durata ciclului și are o mai mare flexibilitate de proiectare, ceea ce este mai potrivit pentru producția de masă.
Turnare de investiții
Turnarea cu ceară pierdută este cunoscută și sub denumirea de turnare în investiție, care este foarte detaliată și precisă. Este capabilă să realizeze componente cu forme complicate și finisaje netede. Cu toate acestea, turnarea în investiție este mai scumpă per piesă și este mai lentă în comparație cu turnarea sub presiune înaltă. Turnarea sub presiune înaltă este totuși mai ieftină în cazul producției de volum mare.
Comparație finală
În comparație cu aceste metode, turnarea sub presiune înaltă este cea mai potrivită opțiune pentru producția la scară largă. Este, de asemenea, unul dintre cele mai valoroase procese de turnare din producția modernă și combină viteza, precizia și rentabilitatea.
Turnarea sub presiune înaltă este cea mai potrivită în comparație cu acestea atunci când este necesar să se producă volume mari cu viteză, perfecțiune și costuri reduse.
Viitorul turnării sub presiune de înaltă presiune
Tehnologia de turnare sub presiune sub presiune este în curs de îmbunătățire. Robotica și automatizarea accelerează procesul de producție și îl fac mai previzibil. Aliaje mai noi sunt utilizate pentru realizarea unor piese mai ușoare și mai rezistente. Sustenabilitatea este, de asemenea, un punct forte. Turnarea sub presiune a aluminiului și zincului este reciclată. Mașinile eficiente minimizează efectele asupra mediului.
Turnarea sub presiune înaltă va continua să fie unul dintre procesele de fabricație în anii următori cu astfel de progrese.
Rezumat
Una dintre cele mai eficiente metode de fabricare a pieselor metalice este turnarea sub presiune înaltă. Aceasta se realizează prin injectarea metalului topit într-o matriță metalică sub presiune ridicată. Se formează astfel elemente solide, precise și detaliate într-un timp foarte scurt. Se aplică frecvent în orice industrie în care sunt necesare piese de înaltă calitate în cantități mari.
Procesul de turnare sub presiune la presiune ridicată implică o serie de etape. Pentru început, matrița este lubrifiată și pregătită. Metalul topit, de exemplu aluminiu, zinc sau magneziu, este apoi injectat în matriță la viteză mare. După ce piesa s-a răcit și s-a solidificat, aceasta este ejectată, tăiată și finisată. Automatizarea este utilizată în fabricile moderne pentru a se asigura că acest proces este rapid, repetabil și rentabil.
Diverse materiale sunt aplicate în funcție de aplicația lor. Forța ușoară și rezistența la coroziune sunt oferite de aluminiu turnat sub presiune. Zincul turnat sub presiune este utilizat pentru a oferi finețe pieselor mici și este de lungă durată. În condiții critice de greutate redusă, metoda de turnare sub presiune a magneziului este cea mai bună opțiune. Rezistența bună la uzură și conductivitatea pot fi obținute și cu ajutorul aliajelor de cupru.
Turnarea sub presiune înaltă este necesară în motoarele auto și în carcasele electronice. Acesta va fi un proces de producție puternic și durabil în viitor, odată cu dezvoltarea tehnologiilor și a reciclării.
Întrebări frecvente
Aplicarea turnării sub presiune de înaltă presiune?
Piesele metalice sunt realizate cu o precizie și o rezistență ridicate prin turnare sub presiune înaltă. Aceasta este utilizată în industria auto, aerospațială, electronică și de mașini. Acestea sunt carcase de motor, suporturi, radiatoare și carcase pentru produse de larg consum.
Ce materiale metalurgice sunt utilizate în turnarea sub presiune înaltă?
Cele mai comune metale includ aluminiul, zincul și magneziul. Aluminiul este dur și rezistent la coroziune, zincul poate fi realizat în detalii mai fine, iar magneziul este ușor. Aplicațiile speciale sunt realizate din aliaje de cupru.
Care este diferența dintre turnarea sub presiune înaltă și turnarea sub presiune joasă?
În turnarea sub presiune înaltă, metalul topit este turnat sub presiune extremă în matriță. Acest lucru îi permite să economisească timp și să fie precisă. În cazul turnării sub presiune scăzută, presiunea scăzută face ca metalul topit să umple matrița. Acest proces este mai lent, dar cauzează mai puțină porozitate a gazului și îmbunătățește proprietățile mecanice.
Este turnarea sub presiune înaltă un proces costisitor?
Sculele și matrițele originale sunt costisitoare. Cu toate acestea, odată ce matrițele au fost fabricate, acest lucru este destul de economic atunci când vine vorba de cantități mari de producție. În cantități mici, alte metode de turnare pot fi mai puțin costisitoare.
Există secțiuni mari care pot fi realizate prin turnare sub presiune înaltă?
Piesele de dimensiuni mici și medii se realizează cel mai bine prin turnare sub presiune înaltă. Piesele mari sunt greu de fabricat din cauza limitării dimensiunilor mașinilor și matrițelor. Componentele supradimensionate ar putea fi realizate mai bine prin alte metode de turnare.









