
Turnarea sub presiune este un proces de turnare a metalelor care utilizează presiune ridicată pentru a produce componente metalice complexe, precise, de volum mare, cu finisare superioară a suprafeței și precizie dimensională. Acest lucru se realizează prin injectarea cu viteză mare și presiune ridicată a metalului topit într-un matriță din oțel, cunoscută sub numele de matriță. După solidificarea metalului, matrița este deschisă, iar componenta finalizată este ejectată, tăiată sau ușor prelucrată secundar.

Datorită vitezei, reproductibilității și capacității sale de a produce mulaje detaliate cu pereți subțiri, turnare sub presiune este utilizat pe scară largă în sectoarele auto, electronic, aerospațial, electrocasnic și al produselor de larg consum.
Procesele de turnare sub presiune înaltă se împart în două tipuri majore: turnare sub presiune cu cameră caldă și cu cameră rece. Deși ambele procese folosesc presiunea pentru a forța metalul topit să intre într-o matriță, modul în care metalul este topit, manipulat și injectat diferă semnificativ. Diferențele influențează tipul de metale utilizate, durata ciclului, costul de producție, durata de viață a sculelor și dimensiunea pieselor.
Turnarea sub presiune cu cameră fierbinte integrează cuptorul de topire cu mașina de turnare, permițând o prelucrare mai rapidă și o mai bună adecvare pentru aliajele cu punct de topire scăzut. Cu toate acestea, în cazul turnării sub presiune cu cameră rece, se utilizează un cuptor separat, iar metalul topit este turnat în mașină de fiecare dată. Acest aranjament este preferabil atunci când aliajul are un punct de topire mai ridicat, de exemplu, aluminiul și cuprul.
Cunoașterea diferențelor dintre aceste două procese ajută Piese turnate China selectarea celei mai eficiente, rentabile și viabile din punct de vedere tehnic metode pentru aplicația companiei.
Turnare sub presiune în cameră fierbinte: Proces și cunoștințe tehnice
Turnare sub presiune cu cameră fierbinte este un procedeu de turnare a metalelor la presiune ridicată utilizat în principal pentru aliaje cu punct de topire scăzut. Are aplicații extinse în industriile de hardware auto, electronică, telecomunicații și bunuri de larg consum, precum și în sectoarele care necesită viteze mari de producție, toleranțe dimensionale strânse și o bună finisare a suprafeței.
Caracteristica cheie a acestui proces este că cuptorul de topire este integrat în mașina de turnare. În acest tip de construcție, metalul topit este menținut în permanență într-o stare gata de injectare, reducând timpul de manipulare și ducând la o producție mult mai eficientă decât în cazul altor metode de turnare.
Rezumatul procesului
| Procesul | Explicație |
| Topire | Metalul este menținut într-un cuptor în stare topită la aproximativ 400-450 °C în cazul aliajelor de zinc și la 600 °C în cazul unor aliaje de magneziu. |
| Umplerea gâtului de gâscă | În această configurație, un piston hidraulic este utilizat pentru a retrage până când metalul topit umple camera gooseneck. |
| Injecție | Pistonul se deplasează înainte și injectează metalul în cavitatea matriței la viteze de până la 3060 m/s. |
| Solidificare | Răcirea și solidificarea metalului durează 2-10 secunde, în funcție de grosimea piesei. |
| Ejecție | Aici se deschide matrița, iar piesa turnată este îndepărtată de pinii de ejecție ai matriței. |
| Repetați | Durata totală a ciclului este cuprinsă între 3 și 15 secunde, permițând volume mari de producție. |
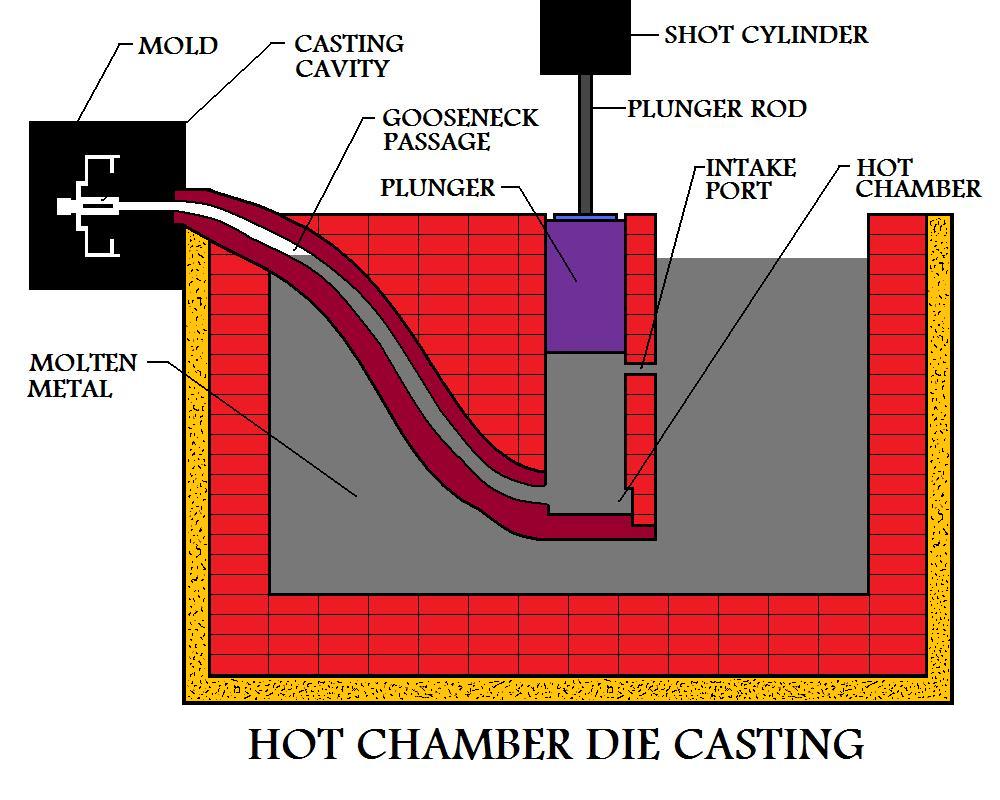
Procesul de turnare sub presiune cu cameră fierbinte
În turnare sub presiune cu cameră fierbinte, metalul topit este reținut într-un cuptor încorporat montat pe mașină. Metalul topit scufundă o componentă numită gât de gâscă. Atunci când pistonul este retras, un orificiu de admisie furnizează metal topit în camera de injecție. Plonjorul este apoi acționat hidraulic, împingând metalul prin gâscă și în cavitatea matriței la viteză mare. Vitezele de injecție pot ajunge la 30-60 de metri pe secundă, umplând cavitatea înainte ca metalul să se solidifice.
După turnare, metalul topit este presurizat și răcit. Solidificarea durează de obicei 2-10 secunde, în funcție de grosimea peretelui și de aliaj. Cu piesa deja solidă, matrița este deschisă, iar știfturile de ejecție forțează ieșirea piesei turnate. Mașina se închide apoi și inițiază ciclul următor.
Parametrii tehnici și condițiile de funcționare
Procesul se desfășoară la temperaturi și presiuni înalte bine controlate pentru a asigura calitatea și siguranța sculelor. Aliaje de zinc pot fi turnate la temperaturi cuprinse între 400 și 450 °C. În schimb, aliajele de magneziu pot fi turnate la temperaturi mai apropiate de 600 °C. Presiunea de injecție este de obicei de 7-35 MPa (aproximativ 1 000-5 000 psi). Temperatura matriței este menținută între 150 și 250 °C pentru a asigura o curgere constantă a metalului și o răcire controlată.
Datorită gamei largi de dimensiuni ale mașinilor, forța de strângere variază de obicei între 20 și 500 de tone. Greutatea loviturilor este de obicei mai mică de 1 kilogram, dar mașinile pot prelucra până la 5 kilograme. Aceasta este una dintre cele mai rapide metode de deformare a metalelor, ratele de producție ajungând adesea la 300-700 de piese pe oră datorită ratei ridicate a ciclurilor.
Limitele materialelor și aliajele aplicabile
Turnare sub presiune cu cameră fierbinte se aplică numai aliajelor care nu atacă fierul la temperaturi ridicate. Cele mai comune sunt aliajele de zinc, inclusiv Zamak 3 și Zamak 5, care au puncte de topire apropiate de 385 °C. De asemenea, se utilizează frecvent cu aliaje de magneziu, cum ar fi AZ91D, care se topește la aproximativ 595 °C. De asemenea, este posibilă prelucrarea aliajelor plumb-staniu, dar aplicațiile lor industriale sunt mai limitate. Acest proces nu poate fi aplicat aluminiului, care are un punct de topire de aproximativ 660 de grade Celsius, ceea ce poate distruge elementele de injecție submersibile.
Beneficii de performanță și limitări ale practicilor
- Viteza este unul dintre cele mai mari avantaje ale turnării sub presiune cu cameră fierbinte.
- Cuptorul este integrat, iar etapele de transfer al metalului nu sunt separate, reducând astfel timpul ciclului și consumul de energie cu aproximativ 20-30% în comparație cu sistemele cu cameră rece.
- Toleranțele dimensionale pot fi de până la ±0,05 mm și se pot obține finisaje de suprafață cu valori Ra de 1,6-3,2 µm.
- Durata de viață a sculei este, de asemenea, bună, cu sarcini de 500.000 sau mai multe cicluri observate în condiții de bună întreținere.
- Cu toate acestea, datorită contactului continuu dintre gâtul de gâscă, piston și metalul topit, apare uzura și ruperea.
- Aceste piese pot fi schimbate în decurs de 50.000 până la 100.000 de cicluri. Procesul este, de asemenea, cel mai potrivit pentru componente de dimensiuni mici și medii, mai degrabă decât pentru componente structurale mari.
| Parametru | Gama tipică |
| Temperatura metalului | 400-450°C (Zinc), până la 600°C (Magneziu) |
| Presiunea de injecție | 7-35 MPa (1.000-5.000 psi) |
| Durata ciclului | 3-15 secunde |
| Tonnage mașină | 20-500 tone |
| Rata de producție | 300-700 piese/oră |
| Temperatura matriței | 150-250°C |
| Greutatea tipică a piesei | 0,02-5 kg |
Turnare sub presiune în cameră rece: Observații tehnice și de proces
Turnare sub presiune cu cameră rece este un proces de turnare a metalelor la presiune ridicată, potrivit pentru aliaje cu puncte de topire medii și ridicate. Este utilizat în mod obișnuit în industrii precum industria auto, aerospațială, utilaje industriale și electronică, care necesită componente puternice, ușoare, cu dimensiuni precise.
Acest proces utilizează un cuptor separat pentru topirea metalului, mai degrabă decât o turnare sub presiune cu cameră fierbinte. Fiecare lovitură este mutată în mașina de turnare împreună cu metalul topit, ceea ce face ca sistemul să fie adecvat pentru materiale care ar dăuna unui proces de injecție cu imersie permanentă. Această distincție geometrică caracterizează modul de funcționare, viteza de producție și gama de materiale ale procesului cu cameră rece.
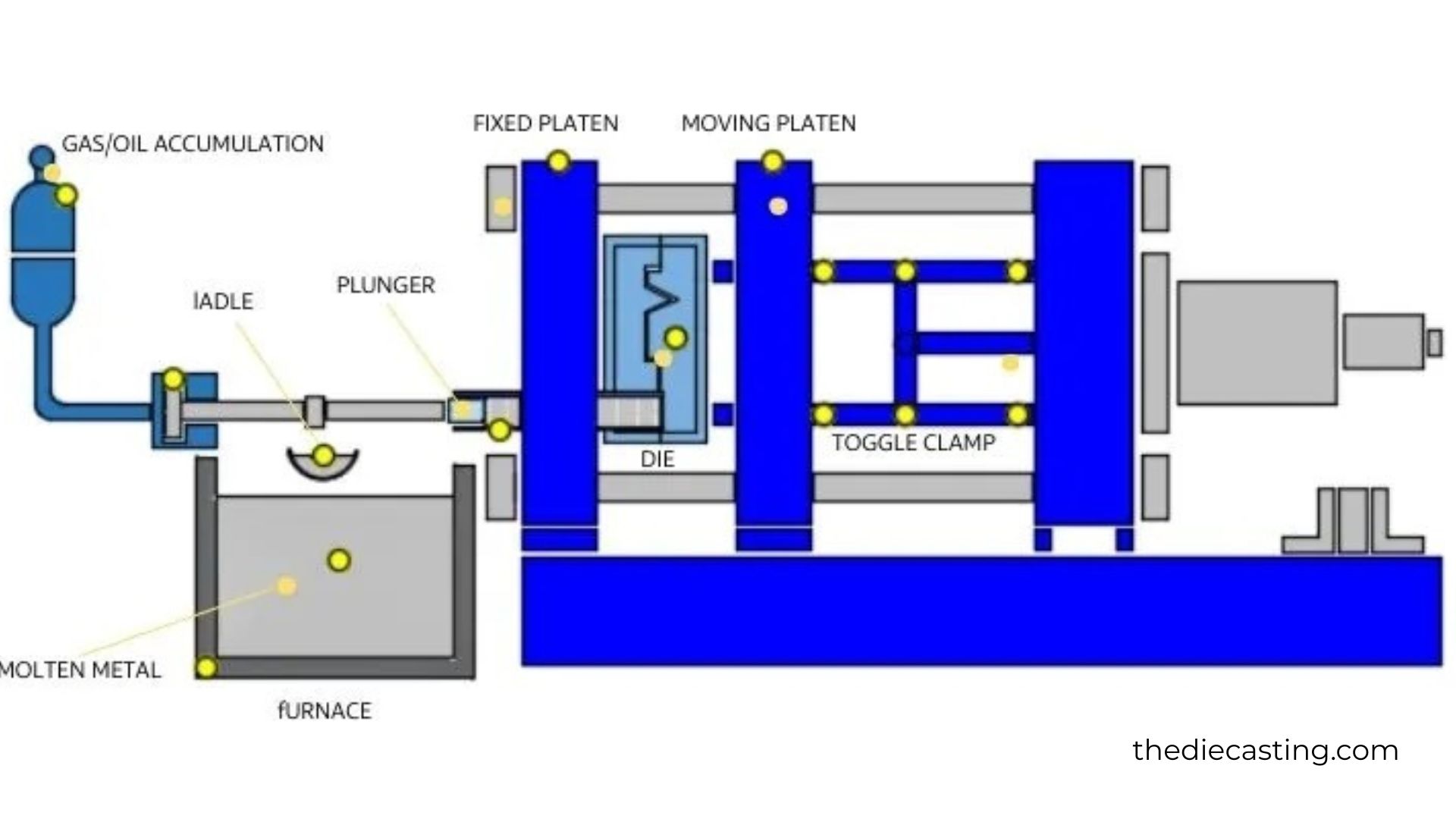
Prezentare generală a procesului
În timpul turnare sub presiune cu cameră rece, metalul este topit într-un cuptor extern la temperatura adecvată specifică aliajului. Temperatura de topire a aliaje de aluminiu este în general cuprinsă între 660 și 700 °C, iar aliajele pe bază de cupru pot fi topite la temperaturi de peste 1 000 °C. După topire, o anumită cantitate de metal este turnată în manșonul de injecție al mașinii de turnare, fie cu ajutorul unei cuve manuale, fie cu ajutorul unui sistem robotizat automat. Manșonul de turnare este fabricat dintr-un cilindru de oțel călit, care este susceptibil la sarcini termice și mecanice repetate.
Injectarea și solidificarea metalelor
Odată ce metalul topit este adăugat în manșonul de injecție, un piston hidraulic înaintează, forțând metalul în cavitatea matriței la presiune ridicată. Presiunea de injecție este foarte mare, de obicei 30-150 MPa (aproximativ 4.350-21.750 psi), în comparație cu turnarea în cameră fierbinte. Metalul va fi turnat în mucegai la viteză mare pentru a se asigura că cavitatea este umplută până la punctul de solidificare.
Odată ce cavitatea este umplută, se aplică presiune până când metalul se solidifică. Timpii de solidificare depind, de asemenea, de dimensiunea piesei și de grosimea peretelui, deși variază de obicei între 5 și 20 de secunde. Odată ce metalul s-a solidificat, matrița este deschisă cu pinii de ejecție, forțând ieșirea piesei turnate. Deoarece metalul trebuie reîncărcat la fiecare ciclu, durata totală a ciclului este mai mare decât cea a turnării cu cameră fierbinte, de obicei 20-60 de secunde.
Condiții de funcționare
Cameră rece turnare sub presiune este utilizat în condiții termice și mecanice mai severe. Temperaturile matrițelor sunt de obicei menținute între 200 și 300 °C pentru a echilibra curgerea metalului și durata de viață a sculei. Apa sau uleiul circulă prin canalele de răcire ale matriței pentru a răci eficient matrița și a regla rata de solidificare. Defectele precum contracția, porozitatea și deformarea sunt reduse la minimum prin gestionarea termică eficientă.
Plonjorul și manșonul de injecție nu sunt niciodată scufundate complet în metalul topit, spre deosebire de componentele sistemului de injecție. Acest lucru reduce atacul chimic și le supune unui șoc termic per ciclu. Aceste componente sunt de obicei fabricate din oțeluri pentru scule de înaltă calitate și necesită înlocuire sau întreținere periodică după o serie de cicluri de producție.
Specificațiile mașinii
Mașinile de turnare sub presiune sunt de obicei mai mari și mai puternice decât mașinile de turnare sub presiune cu cameră fierbinte. Forțele de strângere variază de obicei de la 200 la peste 4 000 de tone, permițând producția de piese mai mari și mai grele. Greutatea pieselor poate varia de la câteva sute de grame la peste 20 de kilograme, în funcție de capacitatea mașinii. Ratele de producție sunt în medie de 100 până la 300 de piese pe oră, cu variații în ceea ce privește complexitatea și dimensiunea pieselor.
Aliaje adecvate
Procesul ajută metalele cu puncte de topire mai ridicate care nu pot fi utilizate în mașinile cu cameră fierbinte. A380 și ADC12 sunt cele mai populare aliaje de aluminiu datorită raportului rezistență/greutate ridicat și rezistenței la coroziune.
Echipamentul cu cameră rece este, de asemenea, utilizat în mod obișnuit pentru turnarea aliajelor de magneziu, în special pentru aplicații structurale. Aliajele de cupru, alamă și bronz pot fi, de asemenea, prelucrate, dar necesită unelte mai puternice din cauza temperaturilor de turnare mai ridicate.
Avantaje de performanță
Turnarea sub presiune cu cameră rece oferă o mai mare flexibilitate a materialelor și capacitatea de a turna componente structurale puternice. Aceasta poate crea piese cu forme complexe, pereți subțiri și detalii fine fără a compromite proprietățile mecanice. Toleranțele dimensionale obișnuite sunt de ordinul ±0,1 până la ±0,2 mm. Procesul îmbunătățește, de asemenea, turnarea în vid și prin stoarcere, reducând porozitatea și îmbunătățind integritatea structurală.
Limitări ale procesului
- Principalele dezavantaje ale turnării în cameră rece sunt durata mai lungă a ciclurilor și consumul mai mare de energie.
- Cerința de a deplasa metalul topit pentru fiecare lovitură încetinește producția și crește riscul de pierderi de căldură.
- Există, de asemenea, o creștere a costurilor de scule din cauza solicitărilor termice și mecanice mai mari la care trebuie să facă față matrițele.
- De asemenea, controlul necorespunzător al încărcării sau al injecției poate exacerba prinderea aerului și porozitatea.
| Parametru | Gama tipică |
| Temperatura metalului | 660-700°C (aluminiu), până la 1.100°C (aliaje de cupru) |
| Presiunea de injecție | 30-150 MPa (4,350-21,750 psi) |
| Durata ciclului | 20-60 secunde |
| Rata de producție | 100-300 piese/oră |
| Temperatura matriței | 200-300°C |
| Greutatea tipică a piesei | 0,2-20+ kg |
| Tonnage mașină | 200-4,000+ tone |
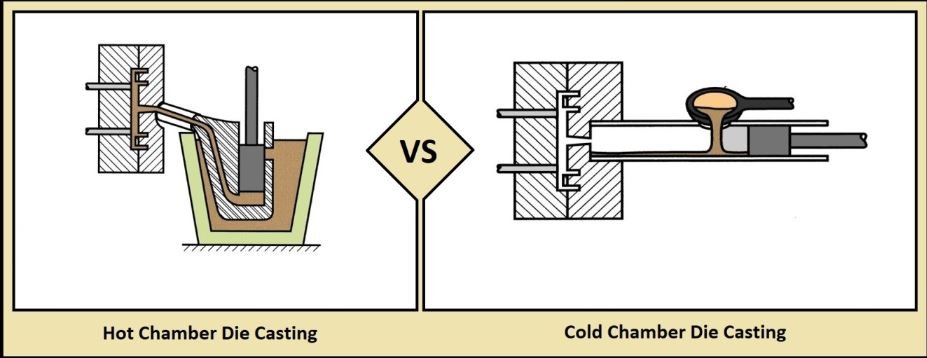
Turnare sub presiune cu cameră fierbinte vs. Turnare sub presiune cu cameră rece
Înțelegerea diferența dintre turnarea sub presiune cu cameră caldă și cu cameră rece este esențială. Turnarea sub presiune de înaltă presiune este utilizată pe scară largă pentru a produce piese metalice precise, de mare viteză. Procesul este clasificat ca fiind cu cameră caldă sau cu cameră rece. Deși cele două procese injectează metal topit sub presiune într-o matriță de oțel, ele diferă în ceea ce privește proiectarea echipamentului, metalele permise, viteza, costul și utilizarea.
| Caracteristică | Turnare sub presiune cu cameră fierbinte | Turnare sub presiune cu cameră rece |
| Amplasarea cuptorului | Cuptorul este încorporat în mașina de turnare | Metalul este topit într-un cuptor extern separat |
| Manipularea metalelor | Metalul topit este tras automat în sistemul de injecție | Metalul topit este turnat sau turnat în manșonul de injecție în fiecare ciclu |
| Sistem de injecție | Mecanismul Gooseneck scufundat în metal topit | Plonjorul injectează metal dintr-un manșon de injecție separat |
| Metale adecvate | Aliaje cu punct de topire scăzut (zinc, magneziu, plumb-staniu) | Aliaje cu punct de topire ridicat (aluminiu, cupru, alamă, bronz) |
| Intervalul temperaturii de topire | 400-450°C (Zinc), până la 600°C (Magneziu) | 660-700°C (aluminiu), până la 1.100°C (aliaje de cupru) |
| Presiunea de injecție | 7-35 MPa | 30-150 MPa |
| Durata ciclului | Foarte scurt: 3-15 secunde | Mai lung: 20-60 secunde |
| Viteza de producție | 300-700 de piese pe oră | 100-300 de piese pe oră |
| Dimensiunea mașinii | Mașini mai mici | Mașini mai mari, mai grele |
| Forța de strângere | 20-500 tone | 200-4,000+ tone |
| Greutatea tipică a piesei | 0,02-5 kg | 0,2-20+ kg |
| Capacitatea dimensiunii pieselor | Cel mai bun pentru piese mici și mijlocii | Potrivit pentru piese de dimensiuni medii până la foarte mari |
| Uzura sculei | Uzură mai mare a gâtului de gâscă și a pistonului datorită contactului constant cu metalul topit | Mai puțină uzură chimică, dar mai mult stres de șoc termic |
| Durata de viață a sculei | Bun, dar componentele de injecție se uzează mai repede | Matrițele sunt supuse unor solicitări mai mari; costurile de întreținere sunt mai mari |
| Finisaj de suprafață | Finisaj excelent al suprafeței | Finisaj de suprafață foarte bun |
| Precizia dimensională | Foarte ridicat (posibil ±0,05 mm) | Mare (±0,1 până la ±0,2 mm tipic) |
| Eficiența energetică | Mai eficient (sistem de încălzire integrat) | Consum mai mare de energie datorat topirii și transferului separat |
| Risc de porozitate | Mai mici datorită alimentării continue cu metal | Risc mai mare de înmagazinare și captare a aerului |
| Costul echipamentului | Cost redus al mașinii | Costuri mai mari pentru mașini și unelte |
| Cel mai bun pentru | Volum mare, componente de precizie mică | Componente structurale puternice și mai mari |
| Industrii | Electronică, bunuri de consum, hardware | Automobile, industria aerospațială, utilaje industriale |
Concluzie
Este important de remarcat faptul că atât turnarea sub presiune cu cameră caldă, cât și turnarea sub presiune cu cameră rece joacă roluri cheie în turnarea sub presiune modernă de înaltă presiune, deoarece acestea susțin cerințe de producție diferite.
Turnarea sub presiune cu cameră fierbinte este cea mai potrivită pentru producția de volume mari de piese mici, cu precizie ridicată, aliaje cu punct de topire scăzut, timpi de ciclu mari, finisare bună a suprafeței și consum redus de energie.
Pe de altă parte, turnarea sub presiune cu cameră rece este esențială pentru metalele cu puncte de topire mai ridicate, cum ar fi aliajele de aluminiu și cupru, permițând producerea unor piese mai mari, mai rezistente și mai pretențioase din punct de vedere structural, dar cu timpi de ciclu mai lungi și costuri de scule mai ridicate.
Alegerea procesului depinde de tipul de aliaj, dimensiunea piesei, cerințele mecanice, volumul de producție și cost, printre alți factori. Aceste diferențe sunt clar înțelese, permițând producători pentru a optimiza calitatea, eficiența și performanțele de producție.









