

Zinc turnat sub presiune este un proces de fabricație foarte eficient, utilizat pe scară largă în piese auto, carcase electronice, fitinguri, hardware, echipamente medicale și bunuri de larg consum. Este apreciat pentru capacitatea sa de a crea geometrii complexe cu o precizie dimensională de înaltă calitate, finisaje de suprafață curate și rate de producție ridicate.
În ciuda acestor beneficii, turnarea zincului sub presiune nu este o tehnologie imună la problemele de calitate. Defectele pot apărea din cauza unor neregularități ale materialelor utilizate, a capacității sculelor, a lipsei controlului procesului sau a proiectării.
Prevenirea defectelor, rezolvarea problemelor și controlul calității sunt esențiale pentru asigurarea unei calități uniforme în producție, reducerea ratelor de rebuturi și îmbunătățirea eficienței generale a procesului de fabricație.
Această lucrare va oferi o discuție aprofundată a celor mai frecvente defecte în zinc turnare sub presiune, cauzele acestora, acțiunile corective eficiente și cele mai bune practici de profil pentru asigurarea calității în fiecare ciclu de producție.
Probleme de calitate în turnarea sub presiune a zincului
Procesul de turnare sub presiune a zincului implică injectarea aliajului de zinc topit sub presiune ridicată într-o matriță de oțel bine prelucrată. Viteza de solidificare a metalului este rapidă, rezultând timpi de ciclu scurți și o repetabilitate ridicată.
Cu toate acestea, presiunea ridicată și viteza mare la care funcționează procesul sunt aceiași factori care contribuie atât la eficiența acestuia, cât și la predispoziția sa la defecte atunci când parametrii nu sunt monitorizați.
Problemele de control al calității în turnarea zincului sub presiune sunt adesea asociate cu performanțele mecanice, calitatea dimensională, aspectul suprafeței, rezistența la coroziune sau potrivirea asamblării.
Majoritatea defectelor sunt interconectate, deoarece o singură cauză principală poate duce la mai multe probleme de calitate. Este important să se înțeleagă relațiile dintre comportamentul materialului, proiectarea matriței și parametrii de prelucrare pentru a permite depanarea eficientă.
Defecte de turnare sub presiune a zincului
Cele mai frecvente defecte în turnarea zincului sub presiune pot fi clasificate în funcție de aspect și de efectul lor asupra performanței piesei. În tabelul următor este prezentată o prezentare generală a defectelor comune și a efectului lor global.
| Tipul defectului | Aspect | Impact |
| Porozitate | Goluri sau pinhole în interior | Se va reduce rezistența Se pot produce scurgeri |
| Închiderea la rece | Linii și cusături vizibile | Acest lucru va duce la o legătură slabă între flux. |
| Micșorare | Cavități și urme de scufundare | Dimensiunile pieselor se modifică. Acest lucru va duce la inexactități de măsurare. |
| Umplere incompletă | Secțiuni lipsă sau subțiri | Acest lucru va cauza eșecul funcțional. |
| Lipire | Metal care aderă la matriță | Acest lucru va cauza deteriorarea sculei |
| Fisuri | Fracturi interne sau de suprafață | Acest aspect indică deteriorarea sau defectarea structurii. |
| Bășici | Aspect asemănător unei bule la suprafață | Finisaj de suprafață slab |
| Flash | Exces de metal la liniile de despărțire | Aspectul estetic va fi deteriorat |
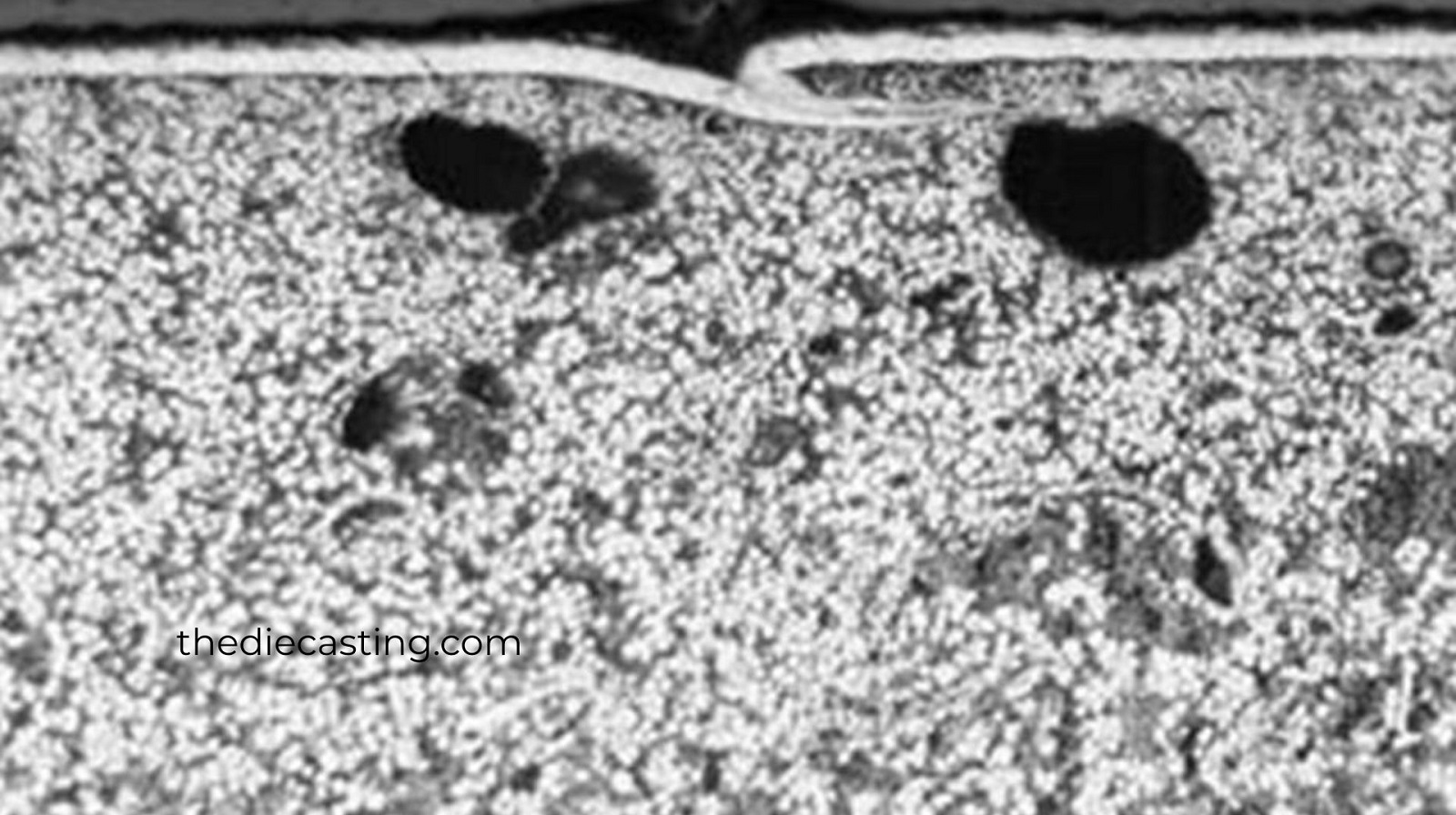
Porozitatea în piesele turnate sub presiune Zinc
Porozitatea se referă la prezența spațiilor goale sau a bulelor de gaz în piesele turnate. Aceste cavități pot fi localizate la suprafață sau în interiorul corpului; ele sunt foarte greu de detectat fără tehnici sofisticate de inspecție. Porozitatea rupe integritatea mecanică a piesei turnate și poate duce la scurgeri în componentele care conțin presiune.
| Tipul de porozitate | Descriere | Origine |
| Porozitatea gazului | Goluri rotunjite netede | Gazul sau aerul rămâne blocat |
| Retracție Porozitate | Cavități neregulate | Alimentație necorespunzătoare |
| Microporozitate | Vid foarte fin | Solidificare rapidă |
Etiologie și profilaxie
Porozitatea poate rezulta din aerul prins în timpul injecției, din turbulențele ridicate ale fluxului de metal topit sau din aerisirea slabă a cavității matriței. De asemenea, formarea de gaze se poate datora unui conținut ridicat de umiditate pe suprafețele matriței sau unei temperaturi necorespunzătoare a topiturii.
Reducerea porozității se realizează prin controlul atent al vitezei și presiunii de injectare, aerisirea matrițelor și utilizarea eficientă a sistemelor de vid acolo unde este necesar. Menținerea unei temperaturi optime a topiturii și menținerea suprafețelor matriței curate și uscate vor reduce, de asemenea, captarea gazelor.
În cele mai multe cazuri, reconstrucția sistemului de gating pentru a facilita curgerea lină a metalului poate ajuta mult la minimizarea porozității.
Închideri la rece și defecte ale liniei de debit
Descriere și impact
Închidere la rece: Acest lucru se întâmplă atunci când două fluxuri de zinc topit se întâlnesc și nu fuzionează corect, lăsând o cusătură sau o linie vizibilă pe suprafața de turnare. Astfel de defecte reduc integritatea structurală și pot provoca prăbușirea timpurie sub presiune mecanică.
Cauze principale și soluții
Temperatura scăzută a topiturii, viteza de injecție necorespunzătoare sau traseele lungi de curgere pot duce la solidificarea prematură și la închiderea la rece. Poziționarea necorespunzătoare a porților și a secțiunilor cu pereți subțiri agravează, de asemenea, situația.
Pentru a preveni opririle la rece, este necesar să se îmbunătățească caracteristicile de curgere ale metalului. Acestea pot fi obținute prin creșterea temperaturilor de topire și de matriță în limite rezonabile, optimizarea vitezei de injecție și reproiectarea porților pentru a permite o umplere echilibrată. Continuitatea fluxului este, de asemenea, îmbunătățită prin modificarea geometriei piesei pentru a eradica secțiunile subțiri și unghiurile ascuțite.
Zinc Die Casting Defecte de contracție

Cunoștințe despre comportamentul contracției
Atunci când zincul topit se solidifică, acesta se contractă, provocând contracții. Dacă nu se adaugă mai mult metal topit pentru a compensa această contracție, se pot forma cavități interne sau urme de scufundare la suprafață. Caracteristicile defecte de zinc sub formă de contracție apar de obicei în zonele de turnare care sunt groase și despre care se poate stabili că s-au solidificat ultimele.
Motive și măsuri corective
Presiunea de menținere insuficientă, proiectarea necorespunzătoare a sistemului de alimentare sau modificările bruște ale grosimii pereților sunt adesea cauzele defectelor de contracție. Ratele de răcire neuniforme pot provoca, de asemenea, contracții localizate.
Pentru a preveni acest lucru, este important să se proiecteze canalele și porțile pentru a menține o alimentare constantă cu metal pe parcursul procesului de solidificare. Prin aplicarea unei presiuni de menținere mai mari și prin creșterea timpului sub presiune, metalul topit poate compensa contracția. Menținerea unei grosimi uniforme a peretelui și îmbunătățirea echilibrului termic în matriță minimizează, de asemenea, riscul defectelor legate de contracție.
Formarea fulgerului și controlul acestuia
Descrierea Flash
Flash-ul se prezintă sub forma unor straturi subțiri de metal în exces de-a lungul liniei de separare a matriței, a pinului de ejecție sau sub formă de orificii. Chiar dacă flash-ul nu compromite neapărat funcționalitatea piesei, acesta necesită adesea procese secundare de tăiere și poate afecta aspectul.
Cauze și prevenire
Formarea de scântei a fost adesea legată de presiunea ridicată de injectare, de uzura componentelor matriței sau chiar de alinierea greșită a matriței. De asemenea, suprafețele matrițelor pot să nu se etanșeze corespunzător din cauza materialelor străine de pe ele.
Pentru a evita strălucirea, este necesar să se mențină o presiune de injecție corectă, o forță de strângere adecvată și o întreținere de rutină a matriței. Uzura și verificarea deteriorării matrițelor, precum și menținerea curățeniei suprafețelor de separare sunt măsuri necesare în controlul strălucirii.
Imperfecțiuni de suprafață Bășici
Natura bubuiturii
Veziculația apare sub formă de bule ridicate pe suprafața de turnare și tinde să crească ulterior în timpul placării, vopsirii sau expunerii la căldură. Aceste defecte afectează în mod negativ aspectul suprafeței și aderența stratului de acoperire.
Factori de contribuție și soluții
În mod normal, formarea bulelor se datorează exploziei gazelor în timpul postprocesării sau umidității de pe suprafețele matrițelor și lubrifiantului excesiv. Porozitatea din subsolul din apropierea suprafeței crește, de asemenea, riscul de apariție a blisterelor.
Veziculele pot fi evitate prin îmbunătățirea eficienței ventilației, prin utilizarea de lubrifianți pentru matrițe cu umiditate scăzută și prin controlul temperaturii matrițelor. Reducerea reîncălzirii în a doua etapă de funcționare contribuie, de asemenea, la minimizarea riscului de defecte de suprafață.
Umpluturi neterminate și fotografii scurte
Descriere și consecințe
Umplerea incompletă apare atunci când cavitatea matriței nu este umplută cu zinc topit, lăsând-o subumplută sau parțial umplută. Aceste defecte fac componentele inutilizabile, iar nivelul deșeurilor scade dramatic.
Cauze și remedii
Umplerea incompletă poate fi adesea cauzată de o presiune de injecție inadecvată, o temperatură insuficientă a topiturii, orificii de ventilație blocate sau sisteme de închidere proiectate incorect. Dificultățile de umplere sunt cauzate și de secțiunile cu pereți subțiri și de geometriile complicate.
Remediile pentru acest defect includ creșterea ratei și a presiunii de injecție, optimizarea temperaturii topiturii și asigurarea unei ventilații adecvate. Pentru a spori fluxul de metale către regiunile greu de umplut, ar putea fi necesare reproiectări ale porții și modificări ale geometriei piesei.
Probleme de lipire și lipire a matrițelor
Înțelegerea lipirii
Lipirea este un proces în care matrița este acoperită cu zinc topit, ceea ce duce la deteriorarea suprafeței și la probleme dimensionale, precum și la reducerea timpilor de curățare și reparare.
Probleme și planuri de prevenire
Cauzele de bază ale lipirii sunt temperaturile ridicate ale matriței, acoperirea greșită a matriței și compozițiile nepotrivite ale aliajelor. Lipsa lubrifierii adecvate crește, de asemenea, probabilitatea de aderență a metalelor.
Prevenirea lipirii trebuie să fie strict controlată de temperatura matriței, de acoperirea matriței și de aliajul de zinc utilizat. Lubrifierea regulată este, de asemenea, foarte importantă pentru protejarea suprafețelor matriței.
Fisuri și rupere la cald
Caracteristici și riscuri
În timpul sau după solidificare, se formează fisuri și rupturi la cald din cauza stresului termic sau a contracției limitate. Aceste defecte compromit semnificativ integritatea structurală și nu sunt neapărat localizate la suprafață.
Cauze principale și atenuare
Marginile ascuțite, răcirea asimetrică, tensiunile reziduale ridicate și sincronizarea slabă a ejecției sunt unii dintre factorii care contribuie la fisurare. În mod normal, aceste condiții sunt agravate de proiectarea defectuoasă a pieselor.
Pentru a reduce fisurarea, rotunjiți colțurile ascuțite cu filete și raze, egalizați răcirea și maximizați timpul de ejecție. Una dintre cele mai bune soluții pe termen lung este îmbunătățirea designului pieselor pentru a se potrivi contracției naturale a metalului.
Zinc Die Casting practici de asigurare a calității
Asigurarea calității zinc turnare sub presiune nu se termină la final, ci trebuie încorporată pe tot parcursul procesului de producție.
Controlul inventarului
Prevenirea defectelor se bazează pe menținerea calității aliajului. Compoziția aliajului de zinc influențează în mod direct fluiditatea, rezistența, rezistența la coroziune și interacțiunea cu matrița.
| Aspectul controlului | Metoda de inspecție |
| Compoziție chimică | Analiza spectrometrului |
| Niveluri de impuritate | Certificarea furnizorilor |
| Consistența aliajului | Trasabilitatea loturilor |
Controlul și monitorizarea parametrilor de proces
Parametrii esențiali ai procesului trebuie controlați constant pentru a menține un nivel constant de producție. Tabelul următor indică parametrii comuni și efectele lor asupra calității.
| Parametru | Gama | Calitate |
| Temperatura de topire | 380-430°C | Comportamentul fluxului și porozitatea |
| Presiunea de injecție a matriței | Specific în funcție de piese | Umplere și flash |
| Temperatura matriței | 150-250°C | Calitatea suprafeței |
| Ciclism | Optimizat | Contracții și crăpături |
Metodele de control statistic al proceselor permit producătorilor să detecteze tendințele și să corecteze derapajele, evitând astfel defectele.
Metode de inspecție în proces și finală
Verificările calității în timpul și după producție contribuie la asigurarea livrării unor produse de înaltă calitate către utilizatorii finali.
| Metoda de inspecție | Scop |
| Testare cu raze X | Porozitate internă |
| Inspecție vizuală | Defectele de suprafață vor fi observate. |
| Testarea scurgerilor | Toleranța la presiune |
| Evaluare dimensională | Verificarea toleranței |
| Testarea suprafeței | Pregătirea pentru acoperire |
Întreținerea uneltelor și efectul acestora asupra calității
Starea sculelor influențează în mod direct calitatea turnării și stabilitatea procesului. Matrițele neîntreținute creează, de asemenea, șanse de strălucire, lipire și variație dimensională.
Curățarea, uzura, lustruirea suprafețelor și înlocuirea pieselor uzate sunt efectuate în mod regulat pentru a menține aceeași calitate a pieselor și a prelungi durata de viață a uneltelor.
Analiza defectelor în mod continuu
Analiza sistematică a datelor privind defectele este cheia îmbunătățirii calității pe termen lung. Recunoașterea problemelor comune și a cauzelor lor profunde va elimina eșecurile.
| Instrument | Aplicație |
| Analiza Pareto | Detectarea defectelor |
| FMEA | Evaluarea riscurilor |
| Diagrame Fishbone | Analiza cauzelor principale |
| Grafice SPC | Stabilitatea procesului |

Concluzie
Turnarea sub presiune a zincului este încă considerată unul dintre cele mai eficiente și utile procese de fabricație pentru crearea de piese complexe și de înaltă precizie pe scară largă. Cu toate acestea, pentru a obține o calitate constantă, este necesară o înțelegere cuprinzătoare a defectelor comune, a cauzelor care stau la baza acestora și a interacțiunilor dintre proprietățile materialelor, proiectarea matriței și parametrii procesului, așa cum se discută în acest articol.
Defectele sunt de obicei legate între ele, în sensul că îmbunătățirea după corectarea unei probleme poate avea un efect pozitiv asupra altor rezultate de calitate. Depanarea începe cu un bun control al procesului, cu temperaturi stabile ale topiturii și ale matriței, cu o presiune optimă de injecție și cu modele de ventilare și gating. Asigurarea activă a calității este, de asemenea, importantă și include controlul aliajelor, monitorizarea proceselor în timp real, întreținerea regulată a sculelor și analiza sistematică a defectelor.
Rata rebuturilor, durata de viață a sculelor, performanțele mecanice și satisfacția clienților pot fi reduse semnificativ prin introducerea asigurării calității pe tot parcursul ciclului de producție, mai degrabă decât la sfârșit, iar producătorii ar trebui să efectueze în mod constant teste de calitate asupra produselor lor.
În cele din urmă, cheia succesului pe termen lung al operațiunilor de turnare sub presiune a zincului este o abordare disciplinată, bazată pe date pentru prevenirea defectelor și îmbunătățirea continuă.
Întrebări frecvente
1. Care este atunci cea mai defectuoasă turnare sub presiune a zincului?
Unul dintre cele mai frecvente defecte este porozitatea, care poate rezulta din gazul blocat, aerisirea insuficientă sau controlul necorespunzător al temperaturii și poate reduce grav rezistența pieselor.
2. Ce se poate face pentru a reduce porozitatea în piesele turnate sub presiune din zinc?
Reducerea porozității poate fi obținută prin optimizarea vitezei și presiunii de injecție, îmbunătățirea sistemelor de aerisire sau de vid ale matriței, reglarea temperaturii topiturii și reproiectarea porților pentru a permite o curgere mai lină a metalului.
3. Care este motivul pentru flash în zinc turnare sub presiune?
Deflagrația se datorează, în general, presiunii de injecție excesive, matrițelor uzate, nealiniate sau slab fixate, precum și metalului topit care este eliberat la liniile de separare.
4. Care este importanța întreținerii sculelor în asigurarea calității?
Întreținerea sculelor lor va elimina defectele, cum ar fi strălucirea, problemele de lipire și variațiile dimensionale, va prelungi durata de viață a matrițelor și va oferi condiții de producție constante.
5. Asigurarea calității este efectuată după turnare?
Nu. Asigurarea calității nu este un proces unic, ci un proces continuu care încorporează verificări ale aliajului, verificări ale procesului, verificări în timpul procesului și verificări post-proces pentru a menține producția fără erori.









