

Tlakové lití zinku je velmi efektivní výrobní proces, který se široce používá v automobilových dílech, elektronických skříních, kování, železářském zboží, zdravotnickém vybavení a spotřebním zboží. Je ceněn pro svou schopnost vytvářet složité geometrie s vysoce kvalitní rozměrovou přesností, čistou povrchovou úpravou a vysokou rychlostí výroby.
Navzdory těmto výhodám není zinkové tlakové lití technologií, která by byla imunní vůči problémům s kvalitou. K vadám může docházet v důsledku nepravidelností použitých materiálů, kapacity nástrojů, nedostatečné kontroly procesu nebo konstrukce.
Dobrá prevence závad, odstraňování problémů a kontrola kvality mají zásadní význam pro zajištění jednotné kvality výroby, snížení zmetkovitosti a zvýšení celkové efektivity výrobního procesu.
Tento článek se bude podrobně zabývat nejčastějšími závadami u tlakové lití zinku, jejich příčiny, účinná nápravná opatření a profilové osvědčené postupy pro zajištění kvality v každém výrobním cyklu.
Problémy s kvalitou při tlakovém lití zinku
Proces tlakového lití zinku zahrnuje vstřikování roztavené zinkové slitiny pod vysokým tlakem do vysoce opracované ocelové formy. Rychlost tuhnutí kovu je rychlá, což vede ke krátké době cyklu a vysoké opakovatelnosti.
Nicméně vysoký tlak a vysoká rychlost, při nichž proces pracuje, jsou stejné faktory, které přispívají jak k jeho účinnosti, tak k jeho náchylnosti k defektům, pokud nejsou tyto parametry sledovány.
Problémy s kontrolou kvality při tlakovém lití zinku jsou často spojeny s mechanickými vlastnostmi, kvalitou rozměrů, vzhledem povrchu, odolností proti korozi nebo montáží.
Většina závad je vzájemně propojena, protože jediná základní příčina může vést k více problémům s kvalitou. Je důležité pochopit vztahy mezi chováním materiálu, konstrukcí matrice a parametry zpracování, aby bylo možné účinně řešit problémy.
Vady zinkového tlakového lití
Nejčastější vady při tlakovém lití zinku lze klasifikovat podle vzhledu a jejich vlivu na výkonnost dílu. Přehled běžných vad a jejich celkový vliv je uveden v následující tabulce.
| Typ vady | Vzhled | Dopad |
| Pórovitost | Vnitřní dutiny nebo dírky | Snižuje pevnost Může způsobit netěsnost. |
| Studené uzávěry | Viditelné linie a švy | Výsledkem je slabá vazba mezi tokem. |
| Smršťování | Dutiny a propadliny | Rozměry dílů se mění. To vede k nepřesnostem měření. |
| Neúplné plnění | Chybějící nebo tenké části | To způsobí funkční poruchu. |
| Pájení | Přilnutí kovu k matrici | To způsobí poškození nástroje |
| Trhliny | Vnitřní nebo povrchové zlomeniny | Tento vzhled signalizuje poškození nebo poruchu konstrukce. |
| Blistering | Bublinovitý vzhled na povrchu | Špatná povrchová úprava |
| Flash | Přebytek kovu na dělících čárách | Poškozuje se estetický vzhled |
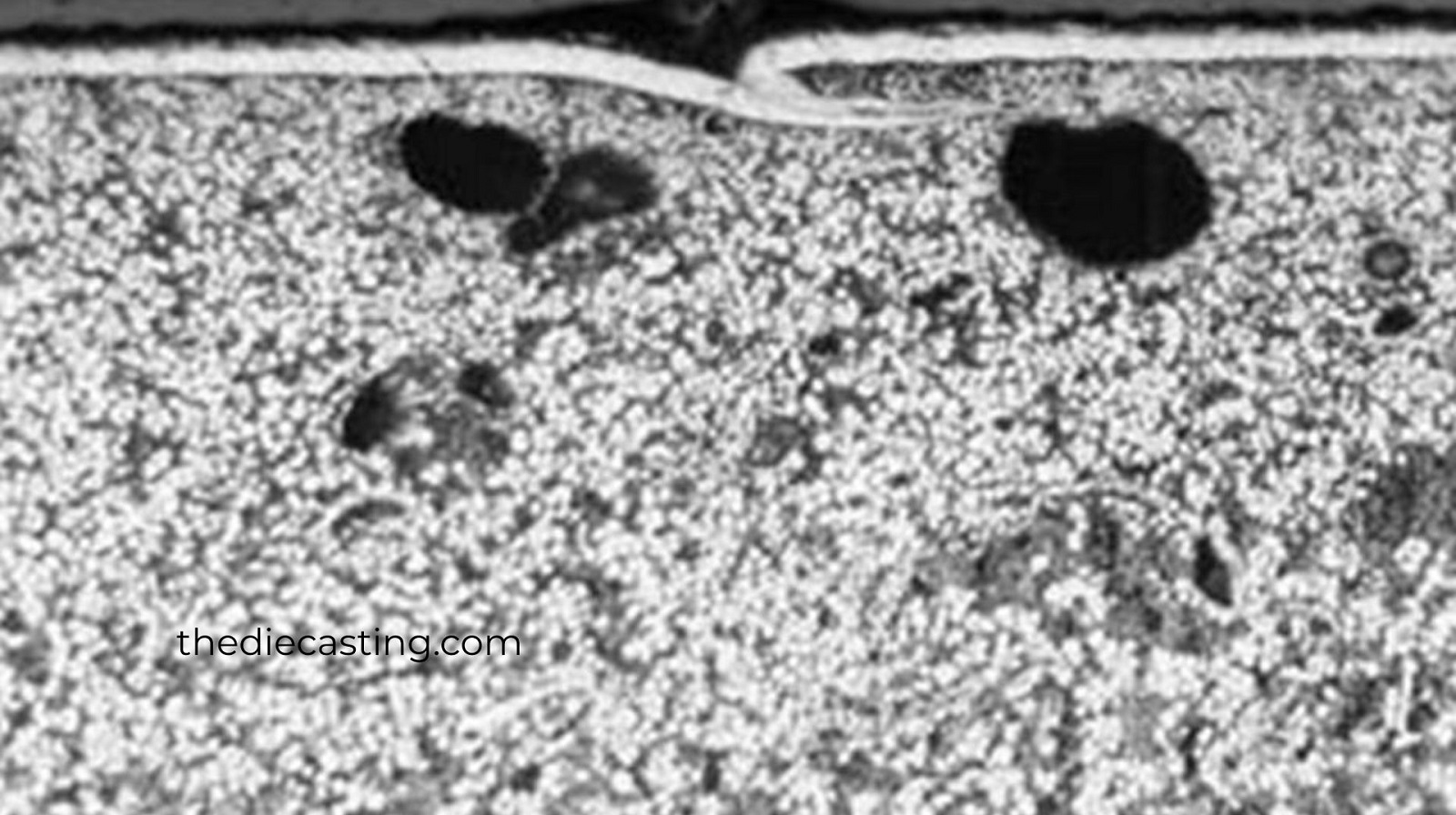
Pórovitost v tlakových odlitcích Zinek
Pórovitost znamená přítomnost prázdných prostor nebo bublinek plynu v odlitku. Tyto dutiny se mohou nacházet na povrchu nebo uvnitř tělesa; bez sofistikovaných kontrolních technik je velmi obtížné je odhalit. Pórovitost narušuje mechanickou integritu odlitku a může mít za následek netěsnost součástí obsahujících tlak.
| Typ pórovitosti | Popis | Původ |
| Pórovitost plynu | Hladké zaoblené dutiny | Zachycení plynu nebo vzduchu |
| Smršťovací pórovitost | Nepravidelné dutiny | Nedostatečné krmení |
| Mikroporéznost | Velmi jemná prázdnota | Rychlé tuhnutí |
Etiologie a profylaxe
Pórovitost může být způsobena zachyceným vzduchem během vstřikování, vysokou turbulencí proudu roztaveného kovu nebo špatným odvzdušněním dutiny. Tvorba plynu může být také způsobena vysokým obsahem vlhkosti na povrchu matrice nebo nevhodnou teplotou taveniny.
Snížení pórovitosti se dosahuje důslednou kontrolou rychlosti a tlaku vstřikování, odvzdušňováním lisovacích forem a v případě potřeby účinným využitím vakuových systémů. Udržování optimální teploty taveniny a udržování čistých a suchých povrchů vstřikovacích forem rovněž snižuje zachycování plynů.
Ve většině případů může rekonstrukce systému hradítek, která usnadní hladký tok kovu, výrazně přispět k minimalizaci pórovitosti.
Uzávěry za studena a závady na průtokovém potrubí
Popis a dopad
Studené uzavření: K tomu dochází, když se dva proudy roztaveného zinku setkají a správně se nespojí, takže na povrchu odlitku vznikne viditelný šev nebo čára. Takové vady snižují strukturální integritu a mohou způsobit brzký kolaps pod mechanickým tlakem.
Hlavní příčiny a řešení
Nízká teplota taveniny, nedostatečná rychlost vstřikování nebo dlouhé průtokové dráhy mohou vést k předčasnému tuhnutí a uzavírání za studena. Situaci zhoršuje také špatné umístění hradítek a tenkostěnných profilů.
Aby se předešlo uzavírání za studena, je nutné zlepšit tokové vlastnosti kovu. Toho lze dosáhnout zvýšením teploty taveniny a zápustky v rozumném rozmezí, optimalizací rychlosti vstřikování a změnou konstrukce vrat, aby bylo umožněno vyvážené plnění. Plynulost toku se rovněž zlepší změnou geometrie dílu, aby se odstranily tenké úseky a ostré úhly.
Vady smršťování při tlakovém lití zinku

Znalosti o chování při smršťování
Při tuhnutí roztaveného zinku dochází k jeho smršťování. Pokud se nepřidá více roztaveného kovu, aby se toto smršťování vyrovnalo, mohou vzniknout vnitřní dutiny nebo povrchové propadliny. Na adrese vady zinku v podobě smrštění obvykle vznikají v těch oblastech odlitku, které jsou silné a o nichž lze zjistit, že tuhly jako poslední.
Důvody a nápravná opatření
Příčinou defektů způsobených smršťováním je často nedostatečný přídržný tlak, nevhodná konstrukce napájecího systému nebo náhlé změny tloušťky stěny. Nerovnoměrná rychlost chlazení může rovněž způsobit lokální smrštění.
Aby se tomu předešlo, je důležité navrhnout vtokové dráhy a brány tak, aby se udržoval konstantní přísun kovu po celou dobu procesu tuhnutí. Použitím vyššího udržovacího tlaku a prodloužením doby pod tlakem může roztavený kov kompenzovat smrštění. Udržování rovnoměrné tloušťky stěn a zlepšování tepelné rovnováhy v zápustce rovněž minimalizuje riziko vzniku vad souvisejících se smršťováním.
Tvorba záblesků a jejich kontrola
Popis Flash
Třepení má podobu tenkých vrstev přebytečného kovu podél dělící čáry matrice, vyhazovacího kolíku nebo ve formě průduchů. Přestože otřepy nemusí nutně ohrozit funkčnost dílu, často vyžadují dodatečné ořezávání a mohou ovlivnit vzhled.
Příčiny a prevence
Tvorba záblesků je často spojována s vysokým vstřikovacím tlakem, opotřebením součástí matrice nebo dokonce s nesprávným seřízením matrice. Povrchy lisovacích forem také nemusí správně těsnit kvůli cizím materiálům na nich.
Aby nedocházelo ke vzplanutí, je nutné udržovat správnou výši vstřikovacího tlaku, přiměřenou upínací sílu a provádět běžnou údržbu matrice. Nezbytnými opatřeními při kontrole vzplanutí jsou kontrola opotřebení a poškození matric a udržování čistoty dělících ploch.
Nedokonalosti povrchu Plíseň
Povaha puchýřů
Puchýře se objevují jako zvýšené bubliny na povrchu odlitku a mají tendenci se zvětšovat později při pokovování, lakování nebo tepelném působení. Tyto vady nepříznivě ovlivňují vzhled povrchu a přilnavost povlaku.
Přispívající faktory a řešení
K tvorbě puchýřů obvykle dochází v důsledku prasknutí plynu při následném zpracování nebo v důsledku vlhkosti na povrchu matrice a nadměrného množství maziva. Riziko vzniku puchýřů zvyšuje také pórovitost v podpovrchových částech v blízkosti povrchu.
Vzniku puchýřů lze předejít zlepšením účinnosti odvzdušňování, používáním maziv s nízkou vlhkostí a kontrolou teploty lisu. Snížení přehřívání ve druhé fázi operace rovněž pomáhá minimalizovat riziko vzniku povrchových vad.
Nedokončené výplně a krátké záběry
Popis a důsledky
K neúplnému naplnění dochází, když dutina matrice není naplněna roztaveným zinkem, takže je nedostatečně nebo částečně naplněna. Tyto vady činí součásti nepoužitelnými a množství zmetků se dramaticky snižuje.
Příčiny a prostředky nápravy
Neúplné plnění může být často způsobeno nedostatečným vstřikovacím tlakem, nedostatečnou teplotou taveniny, zablokovanými ventilačními otvory nebo nesprávně navrženými systémy uzavírání. Potíže s plněním způsobují také tenkostěnné profily a komplikované geometrie.
K nápravě tohoto nedostatku patří zvýšení vstřikovací rychlosti a tlaku, optimalizace teploty taveniny a zajištění správného větrání. Pro zvýšení průtoku kovů do obtížně vyplnitelných oblastí může být zapotřebí přepracování vrat a změna geometrie dílu.
Problémy s pájením a lepením
Porozumění pájení
Pájení je proces, při kterém je matrice pokryta roztaveným zinkem, což vede k poškození povrchu a rozměrovým problémům, stejně jako ke zkrácení doby čištění a oprav.
Problémy a plány prevence
Základními příčinami pájení jsou vysoké teploty matrice, špatný povlak matrice a nevhodné složení slitiny. Pravděpodobnost přilnutí kovu zvyšuje také nedostatečné mazání.
Prevence pájení by měla být přísně kontrolována teplotou matrice, povlakem matrice a použitou zinkovou slitinou. Pravidelné mazání je rovněž velmi důležité pro ochranu povrchu matrice.
Trhliny a trhliny za horka
Charakteristika a rizika
Během tuhnutí nebo po něm vznikají v důsledku tepelného namáhání nebo omezeného smršťování trhliny a trhliny za horka. Tyto poruchy významně narušují strukturální integritu a nemusí se nutně nacházet na povrchu.
Základní příčiny a zmírnění
Ostré hrany, asymetrické chlazení s vysokými zbytkovými napětími a špatné načasování vyhazování jsou některé z faktorů, které přispívají ke vzniku trhlin. Tyto podmínky obvykle zhoršuje špatná konstrukce dílu.
Abyste omezili vznik trhlin, zaoblete ostré rohy pomocí koutů a poloměrů, vyrovnejte chlazení a maximalizujte dobu vysunutí. Jedním z nejlepších dlouhodobých řešení je zlepšit konstrukci dílů tak, aby odpovídala přirozenému smršťování kovu.
Postupy pro zajištění kvality zinkového tlakového lití
Zajištění kvality tlakové lití zinku nekončí s koncem, ale měl by být začleněn do celého výrobního procesu.
Řízení zásob
Prevence vad je založena na udržování kvality slitiny. Složení zinkové slitiny přímo ovlivňuje tekutost, pevnost, odolnost proti korozi a interakci s matricí.
| Aspekt kontroly | Metoda kontroly |
| Chemické složení | Spektrometrická analýza |
| Úrovně nečistot | Certifikace dodavatelů |
| Konzistence slitiny | Sledovatelnost šarží |
Řízení a monitorování procesních parametrů
Klíčové parametry procesu by měly být důsledně kontrolovány, aby byla zachována stabilní úroveň výroby. Následující tabulka uvádí běžné parametry a jejich vliv na kvalitu.
| Parametr | Rozsah | Kvalita |
| Teplota tání | 380-430°C | Chování toku a pórovitost |
| Tlak vstřikování do matrice | Specifické podle dílů | Náplň a blesk |
| Teplota matrice | 150-250°C | Kvalita povrchu |
| Cyklistika | Optimalizované stránky | Smršťování a praskání |
Metody statistické kontroly procesu umožňují výrobcům odhalit trendy a korigovat odchylky, a tím předcházet vzniku vad.
Metody průběžné a výstupní kontroly
Kontroly kvality během výroby a po ní pomáhají zajistit, aby byly koncovým uživatelům dodávány vysoce kvalitní výrobky.
| Metoda kontroly | Účel |
| Rentgenové testování | Vnitřní pórovitost |
| Vizuální kontrola | Povrchové vady se projeví. |
| Testování těsnosti | Tolerance tlaku |
| Posouzení rozměrů | Ověřování tolerance |
| Povrchové zkoušky | Připravenost nátěru |
Údržba nástrojů a její vliv na kvalitu
Stav nástrojů přímo ovlivňuje kvalitu odlitků a stabilitu procesu. Neudržované formy také vytvářejí pravděpodobnost vzniku otřepů, pájení a rozměrových odchylek.
Pravidelně se provádí čištění, opotřebení, leštění povrchů a výměna opotřebovaných dílů, aby se zachovala stejná kvalita dílů a prodloužila životnost nástrojů.
Analýza defektů v kruhu
Systematická analýza údajů o závadách je klíčem k dlouhodobému zlepšování kvality. Rozpoznání běžných problémů a jejich hlavních příčin povede k odstranění závad.
| Nástroj | Aplikace |
| Paretova analýza | Zjišťování závad |
| FMEA | Hodnocení rizik |
| Diagramy rybí kosti | Analýza kořenových příčin |
| Grafy SPC | Stabilita procesu |

Závěr
Tlakové lití zinku je stále považováno za jeden z nejefektivnějších a nejužitečnějších výrobních procesů pro výrobu vysoce přesných a složitých dílů ve velkém měřítku. Nicméně pro dosažení konzistentní kvality je nutné komplexní pochopení běžných vad, jejich základních příčin a interakcí mezi vlastnostmi materiálu, konstrukcí kokily a parametry procesu, jak je uvedeno v tomto článku.
Závady jsou obvykle vzájemně propojené, takže zlepšení po odstranění jednoho problému může mít pozitivní vliv na další výsledky kvality. Odstraňování problémů začíná dobrou kontrolou procesu stabilní teploty taveniny a matrice, optimálního vstřikovacího tlaku a konstrukce vtoků a odvzdušnění. Důležité je také aktivní zajišťování kvality, které zahrnuje kontrolu slitin, monitorování procesu v reálném čase, pravidelnou údržbu nástrojů a systematickou analýzu vad.
Míru zmetkovitosti, životnost nástrojů, mechanickou výkonnost a spokojenost zákazníků lze výrazně snížit zavedením zajištění kvality v průběhu celého životního cyklu výroby, nikoli až na jeho konci, a výrobci by měli důsledně provádět zkoušky kvality svých výrobků.
Klíčem k dlouhodobému úspěchu operací tlakového lití zinku je disciplinovaný, daty řízený přístup k prevenci vad a neustálému zlepšování.
Nejčastější dotazy
1. Jaká je tedy největší vada zinkového tlakového lití?
Jednou z nejčastějších vad je pórovitost, která může být důsledkem zachyceného plynu, nedostatečného odvzdušnění nebo nesprávné regulace teploty a může výrazně snížit pevnost dílů.
2. Jak lze snížit pórovitost zinkových odlitků?
Snížení pórovitosti lze dosáhnout optimalizací rychlosti vstřikování a tlaku, zlepšením odvzdušnění matrice nebo vakuových systémů, regulací teploty taveniny a změnou konstrukce vrat, která umožní plynulejší tok kovu.
3. Jaký je důvod vzniku otřepů při tlakovém lití zinku?
Příčinou vzplanutí je obecně nadměrný vstřikovací tlak, opotřebené, špatně seřízené nebo nedostatečně upnuté lisovací formy a uvolňování roztaveného kovu na dělících čárách.
4. Jaký význam má údržba nástrojů při zajišťování kvality?
Údržba jejich nástrojů eliminuje vady, jako jsou otřepy, problémy s pájením a rozměrové odchylky, prodlužuje životnost matric a zajišťuje konzistentní výrobní podmínky.
5. Provádí se kontrola kvality po odlití?
Zajištění kvality není jednorázový proces, ale nepřetržitý proces, který zahrnuje kontroly slitin, kontroly procesu, kontroly v průběhu procesu a kontroly po procesu, aby se zachovala bezchybná výroba.









