
Understanding the Aluminum Extrusion Process
Aluminium extrusion machining is a process of manufacturing products with a cross-sectional profile by forcing the material through a die. This process can be likened to putting toothpaste in a tube, in this case, the toothpaste is the heated cylindrical aluminum bar also called an ingot and the tube is the die.
Here’s a step-by-step breakdown:
- Heating and Pressing: The aluminum ingot is then heated and passed through the die which gives it the required profile of the product.
- Cooling: After the shaped material has come out of the die it is cooled by air or water.
- Stretching: Although not fully set, the profiles are pulled to relieve internal stresses and achieve the proper dimensions.
- Cutting and Aging: The profiles are cut and then aged – hot or cold to reach their final strength.
- Finishing and Surface Treatment: The last processes include polishing or other treatments meant to improve the looks and protect against corrosion.
What is an Aluminum Extrusion Machining Center?
An extrusion machining center is a specific type of machining center that is used to accurately process extruded aluminium profiles into the final required parts. Sawing, deburring, drilling, turning, milling, and tapping are some of the techniques used to give the required shape with features such as pockets and holes.
At CNM, we have different types of extrusion machining centers that are highly accurate, fast, and very reliable. These machines are very efficient in cutting down production time and minimizing wastage during the processing of the products and are thus very suitable for use by manufacturers. CNM’s extrusion machining centers facilitate the manufacturing process and produce quality work that guarantees the aluminum extrusions are cut and profiled to the required specifications.
Factors Consideration For Machining Aluminium and Aluminium Alloys
The below-mentioned factors greatly influence the cnc extrusion machining of aluminum alloys.
Cutting Force
The cutting force needed when machining aluminum alloys is much less compared to the force needed when machining steel. For instance, the force required to machine aluminum is about one-third of that required for low-carbon steel thus chip removal is three times more efficient. For instance, aluminum alloy 2017A has the same cutting force as low-carbon steel but has similar mechanical properties as the latter.
Tooling
The cutting tools used in the machining of aluminium alloys must have a certain geometry. The cutting edges should be as sharp as possible and the tool faces must be smooth so that they can shed the swarf and not stick to it. The cutting angles are different according to the type of alloy, but the rake angle should be more than 6° and can be even 12°. In the case of alloys with up to 7% silicon content, it is suggested to use the tools with the application of TiN or TiCN coatings using PVD deposition.
For diamond coated carbide tools and polycrystalline diamond (PCD) tools, the recommended rake angle is 15 degrees. It is much longer than the ones used for machining steel due to the proper tools being used in this process. In the special machines, the high-speed spindles can attain the machining speed of 2000 to 3000 m/min for the 2000 and 7000 series alloys. For instance, a 12 mm diameter tool can reach 50,000 rpm of cutting speed with a feed rate of 10 m/min, which results in very thin sheets and lightweight components.
Cutting Speed and Feed Rate
Because of the low modulus of elasticity of aluminium alloys, it is recommended to avoid high rates of advance even in roughing operations. The feed rate should be limited to 0. 3 mm per revolution. For finishing operations, the feed rate will be affected by the required surface finish. The depth of cut will be influenced by the level of accuracy that is needed on the final product.
Lubrication
Lubrication is crucial in machining aluminium alloys for several reasons: it reduces the temperature of the cutting area, keeps the swarf from sticking to the tools, and clears the swarf from the machining area. There are three primary types of lubrication: The three types of cutting fluids are spray mists, full cutting oil, and oil emulsions, of which the oil emulsions are most frequently used because of the heat dissipation of approximately 200 kg/J. Coolants help in reducing friction and also in tapping operations.
Spray mists are not very effective when there is high heat involved. The cutting fluid composition should not react with aluminum alloys, cause stains or corrosion, contain anti-bacterial agents to discourage fungal growth, and be environmentally friendly.
Benefits of Aluminum Extrusion Machining:
The following are the benefits of machined aluminum extrusion:
Aluminum extrusion is a process that is commonly practiced in the present generation due to the following benefits associated with aluminum extrusion. It also allows one to achieve complex and accurate forms of the needed shapes and also to produce them in a way that they will fit the intended use, thus increasing productivity and saving money.
The outcome is strong and light structures that are suitable for industries that require light structures such as the aeronautics, automobile, and construction industries. Also, it is an efficient technique, which does not require a lot of material and energy and generates a small amount of waste. In conclusion, machined aluminum extrusion is cost-efficient and sustainable which improves the quality of the end product and production process.
Suitability of Aluminum for Cold Extrusion
Cold extrusion is a process of extruding aluminum through a mold at a temperature of not more than 150°C (300°F). The aluminum remains rigid and thin-walled parts can be fabricated as in the case of radiators, windows, and door frames. This process is slower than hot extrusion but the surface quality is high and the shapes are more accurate therefore less post-processing is required.
Warm Aluminum Extrusion
Warm extrusion is done at moderate temperatures while the rate of hot extrusion and the accuracy of cold extrusion are intermediate. The exact temperature is therefore arrived at by the characteristics of the material and the need that is expected to be met by the final product. This method is an intermediate of the two, it is fast and at the same time accurate.
Variety of Shapes and Sizes
Aluminum extrusion can form a wide range of products including tubes, profiles, wires, sheets, and plates. They can be simple like circular, square, or rectangular, or can be complex. This is because; the outlet shape and the pressure applied on the plunger determine whether thin to thick sections of products will be produced. This process can make very long lengths up to 100 meters or even more that are suitable for large structures. Additional possibilities of the shapes and sizes diversification can be reached when using the extrusion in combination with other metalworking processes.
Interconnection with Other Metal Treatment Procedures
This process of aluminum extrusion can be used together with other processes to enhance the final product. Additional work such as cutting, drilling, bending, stamping, and pressing is carried out on the extruded shapes to get the desired properties. The surface polishing improves smoothness but the aluminum finish is shiny and will rust as it is an oxidized material. CNC milling and turning machines can be modified in a complex manner and the extent of shape changes is high while the dimensions are accurate.
Machi ned Aluminum Extrusion Uses
ned Aluminum Extrusion Uses
 ned Aluminum Extrusion Uses
ned Aluminum Extrusion UsesTransportation, construction, and in consumer products industries use machined aluminium extrusion. In construction, it is used in the formation of permanent fixtures such as pillars and supports because, although it is light, it is very strong. It is used in automobile manufacturing for the body frames, the engine parts, and other parts that require such shapes to increase performance and fuel efficiency.
In aerospace, it is used to form light and strong structures like wings, body, and undercarriage of the aircraft. In the same way electronics, furniture, and sports goods are some of the consumer products that use this material. Since new uses are being found, the uses of machined aluminum extrusion are still on the rise even up to the present time.
New Development in Machined Aluminum Extrusion
Machined aluminum extrusion has a bright future because there is always improvement being made to make the process more efficient. New materials are being created and produced for the enhancement of strength, corrosion, and heat treatment. When aluminum extrusion is combined with 3D printing, even more, intricate and personalized forms can be created and can be applied in robotics and medical equipment industries. The process is also focused on the idea of recycling and the utilization of recycled materials and reduction of the waste produced, hence making it environmentally friendly.
A Comparison of CNC Machining and Aluminum Extrusion for Heat Sink Efficiency
CNC machining and aluminum extrusion both have their advantages and disadvantages in the manufacturing of heat sinks. CNC machining is used in the production of very complex and specific heat sinks but it may be very time-consuming and costly especially if the heat sink is to be produced in large quantities. Aluminium extrusion on the other hand is more appropriate for large-scale production of heat sinks although it may not be as flexible in terms of design as the former.
Aluminum CNC machining and aluminum extrusion both have their strengths and weaknesses and the one to use depends on the design, quantity, and thermal characteristics of the application in question. All of the mentioned methods are applicable in manufacturing and the selection depends on the context of the project.
The Most Frequently Used Aluminum Grades for Extrusion
The aluminum grades commonly employed for machining include;
6063 Aluminum Alloy
6063 aluminum alloy is characterized by very good extrusion properties. It provides reasonable strength and is resistant to corrosion. This alloy has a good surface finish. Suits anodizing and architectural purposes. Applied in window and door frames. Appropriate for automotive and furniture parts. Go to 6063 aluminum casting page to know more.
6061 Aluminum Alloy
6061 aluminum alloy has magnesium and silicon as the major elements of the alloy. It provides strength, durability, and protection from rust and corrosion. It is weldable and workable. It is applied in aerospace, truck frames, and marine fittings. Ideal for structural applications. Balances robust properties effectively.
6005A Aluminum Alloy
6005A aluminum alloy contains higher magnesium and silicon. Offers better strength than 6063 alloy. Maintains good levels of corrosion resistance and machinability. Recommended for ladders, platforms, and handrails. Applicable for heavy construction and other industrial applications. Enhances mechanical properties.
6101 Aluminum Alloy
Aluminum alloy 6101 is highly conductive to electricity. It is of moderate strength and also has good corrosion resistance. Applied to electrical bus conductors. Most suitable for power transmission lines. Transmits electricity in different uses effectively. As is well known, it possesses excellent properties.
6082 Aluminum Alloy
Manganese has higher levels in 6082 aluminum alloy. High strength and good corrosion resistance. Good weldability and heat-treatable. Appropriate for bridges and cranes. Applied in transport and offshore facilities. Stress-resistant and long-lasting for stressed applications.
7075 Aluminum Alloy
7075 aluminum alloy is strong. Primarily composed of zinc. Exceptional strength-to-weight ratio. Applied in the aerospace industry and the manufacture of sports equipment. Found in high-stress components. Military equipment and aircraft structures are based on it.
1100 Aluminum Alloy
The 1100 aluminum alloy is very close to being a pure aluminum material. High corrosion resistance, and good electrical conductivity. Thermal and electrical conductivity at high levels. Good workability for the different uses. Applied in chemical and food industries. Applicable in heat exchangers and other specific applications.
Technical Considerations
Heat treatment improves the mechanical characteristics of a material. 6061 and 7075 mostly in T6 temper. 6063 for anodizing and surface finish preferred. Machinability increases with an increase in the silicon content. 6061 and 6082 are also good in weldability. Choosing material makes it possible to achieve the best results.

Aluminum Extrusion Manufacturing Capabilities
CNM is a leading aluminum extrusion company in China that offers all extrusion services. We supply your aluminum products needs including aluminum extrusion, fabrication, cnc extrusion machining and finishing. We sell aluminum to various industries as our clients from aircraft to automobile sectors.
Design Support
At CNM, our extrusion technicians are engaged with the customers to ensure that the extrusion profile designs are feasible in terms of manufacturing and tooling die-making. This technical support is very important in the process of converting ideas into tangible products.
Aluminum Extrusion
CNM has been in the aluminum extrusion machining business for almost twenty years and deals in standard as well as specialty aluminum extrusions. Our extrusion presses range from 1250TON to 4500TON, this means that we can meet the highest expectations of our clients. The extruded aluminum shapes can be as varied as the application that the particular shape is going to be utilized for.
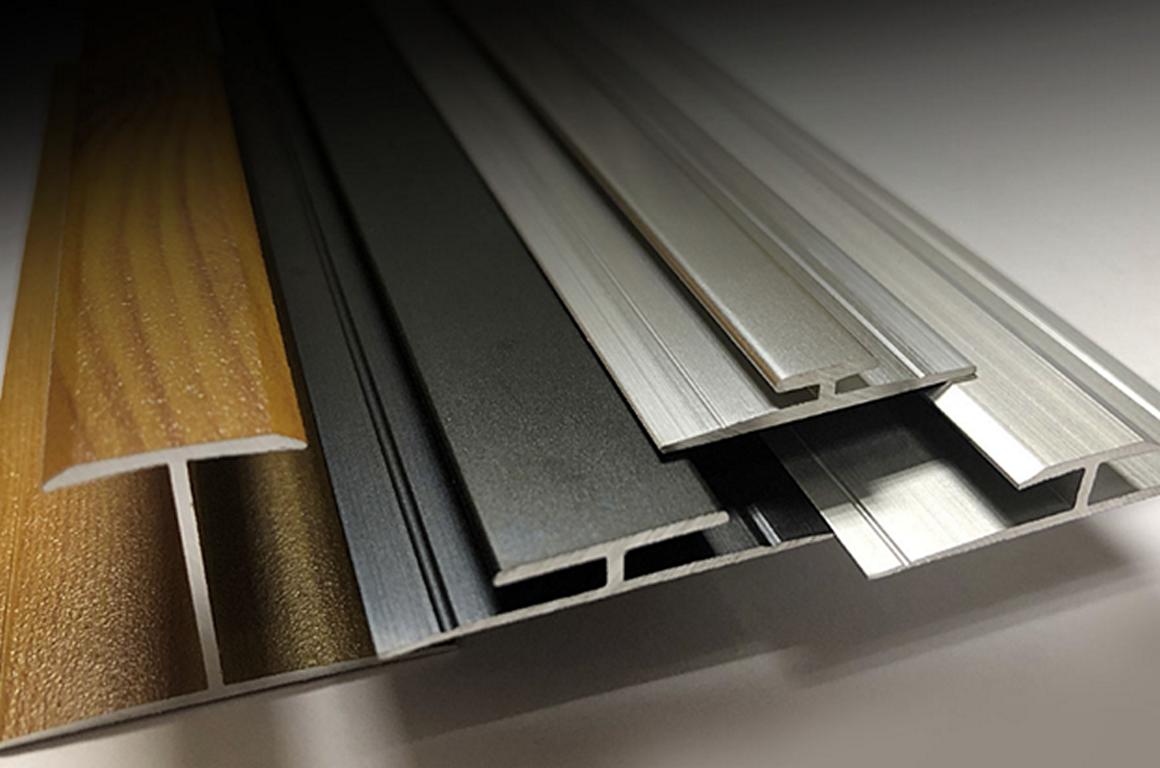
Surface Finishing
In addition to the aesthetic architectural ornaments or to protect against corrosion in various industrial applications, CNM has many choices of finishing. We have RAL colors powder coating, anodizing, wood grain, PVDF painting, and wet painting. CNM provides the right finish and appearance to your projects.