Præcision i zink: Styrken ved Zamak trykstøbning
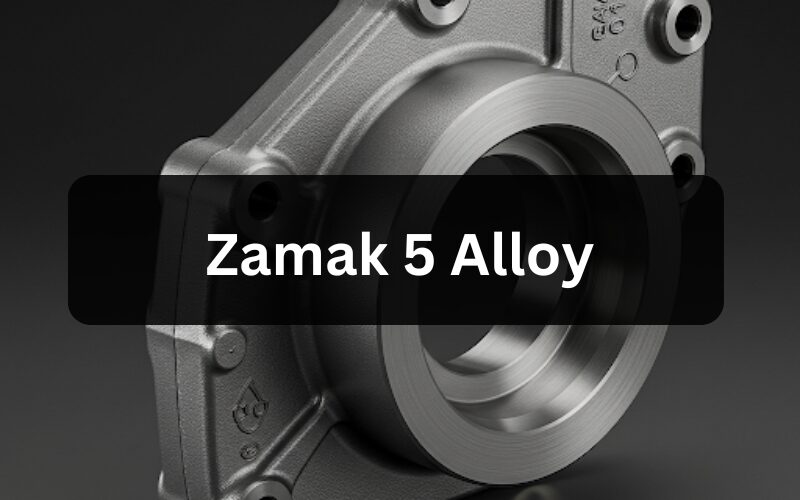
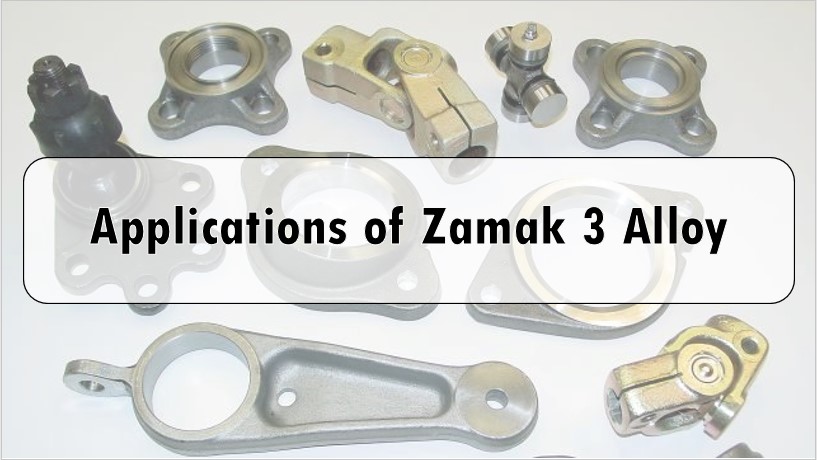
Støbning af aluminium, zamak trykstøbningZAMAK er navnet på en zinkbaseret legering, der bruges sammen med aluminium, kobber (Kupfer) og magnesium. ZAMAK blev navngivet på tysk ud fra disse ord. Denne legering indeholder normalt 94% til 96% zink, og det andet materiale tilsættes til folie eller plader. Flere bemærkelsesværdige egenskaber gør ZAMAK-legeringer gode til trykstøbning. Det faktum, at disse legeringer har et lavt smeltepunkt, høj fluiditet og høj styrke pr. vægt, gør dem usædvanligt nyttige til fremstilling af hårde, seje og præcise dele. Ud over disse nøgleegenskaber har ZAMAK-legeringer andre egenskaber, der kvalificerer dem til flere industrielle anvendelser.Zamak-støbning har etableret sig i metalstøbningens verden som en meget omkostningseffektiv og hyggelig metode til metalstøbning. Zamak er en zinkfamilie af legeringer, der bruges i vid udstrækning til at bygge komplekse dele af høj kvalitet i mange industrier. Processen involverer indsprøjtning af smeltet Zamak-legering i en metalform eller matrice under højt tryk. Processen er i stand til at fremstille komplicerede dele med meget snævre tolerancer og en meget god overfladefinish, hvilket gør den velegnet til fremstilling af præcisionsdele. Zamak-støbningens mere kritiske rolle er her, fordi industrierne udvikler sig med det øgede behov for holdbare, lette og stærke materialer. I denne artikel analyserer vi betydningen af Zamak trykstøbning, og hvorfor man bør foretrække Zamak trykstøbning frem for andre støbemetoder. ZAMAK-legeringer bruges i trykstøbningsstøberier til støbning af dele, og deres støbte dele omfatter mange industrier som bilindustrien, elektronik og hardware. Dette giver også en ekstra fordel, fordi disse legeringer er fuldt genanvendelige i henhold til bæredygtighedsmålene. ZAMAKs trykstøbte dele har dog yderligere overflademuligheder, som vil hjælpe producenterne med at få æstetisk tiltalende produkter med et førsteklasses udseende, især disse dekorative dele. Hvad er ZAMAK trykstøbning? ZAMAK trykstøbning er en meget anvendt metalstøbningsteknik, hvor en smeltet ZAMAK-legering sprøjtes ind i en form under højt tryk. Typisk for denne proces er, at matricen eller formen er lavet af holdbart værktøjsstål. Der er brug for forskellige forme til hver form, og ZAMAK-trykstøbningsprocessen kræver bare en trykstøbemaskine med varmt kammer. En varmkammerstøbemaskine med to halvdele er indrettet med en stationær halvdel og en bevægelig halvdel. Disse halvdele lukkes derefter, og smeltet metal sprøjtes ind i formen ved hjælp af et indsprøjtningskammer. Når metallet er størknet, fjernes den støbte del fra formen med ejektorstifter. ZAMAK trykstøbning bruger denne metode på ZAMAK-legeringer. Hot Chamber Die Casting (HPDC), Low Pressure Die Casting (LPDC) og Gravity Die Casting (GDC) er mulige typer af ZAMAK-legeringer, der er egnede til trykstøbningsprocesser med deres respektive fordele til forskellige anvendelser. 1. ZAMAK-trykstøbningsprocessen Ligesom andre typer trykstøbning af aluminium eller magnesium kræver ZAMAK-trykstøbningsmetoden opmærksomhed, hvor det er muligt, fordi resultaterne kun er så gode som ZAMAK-støbeprocessen. Den typiske ZAMAK-støbeproces er beskrevet nedenfor i en oversigt: Trin#1: Design og oprettelse af matricen Processen starter med form- eller matricedesign og det endelige emnedesign i ZAMAK-støbeprocessen. Det er vigtigt, da det bestemmer det endelige resultat af støbningen som sådan. For det første designer ingeniørerne først en 3D-model af den del, der skal støbes, ved hjælp af specialiseret CAD-software. Typisk laves og testes en prototype, og designet forbedres, indtil den endelige version godkendes. For det andet skabes formen, når der er et endeligt design af delen, hvilket betyder: Indsprøjtningstypen: ZAMAK's smeltepunkt er så lavt, at det skal være varmt nok til at blive sprøjtet ind i formen. Trin #2: Forberedelse af ZAMAK-legeringen Derefter forberedes ZAMAK-legeringen. ZAMAK-legeringen renses med flere raffineringsmetoder som f.eks. termisk raffinering, kemisk reaktion, elektrolytisk raffinering og zoneraffinering. Legeringen smeltes i en ovn ved strengt kontrollerede temperaturer for at forhindre, at legeringen kommer i flydende tilstand med urenheder. Efter den endelige raffinering opbevares det smeltede metal i et indsprøjtningskammer for at kontrollere temperaturen og forhindre forurening. Trin #3: Indsprøjtning af den smeltede ZAMAK i matricen. En af de kritiske faser i trykstøbning er indsprøjtningen af smeltet ZAMAK i formen. Efter forberedelse og opbevaring af det smeltede metal i indsprøjtningskammeret sprøjtes det under højt tryk ind i formen med et stempel. Den smeltede legering udsættes for et tryk, der tvinger den ind i hvert hjørne af formen, da hele hulrummet er fyldt. På den måde kan man få emnets overflade jævn og glat og skabe resultater af god kvalitet ved hjælp af de rette indsprøjtningsteknikker. Udformningen af formens indsprøjtningskanaler er også en afgørende faktor for at opnå dette. Trin 4: Afkøling og størkning af emnet Men så snart det smeltede metal kommer ind i formen, begynder afkølingen. De sætter hurtigt værktøjsstålformen af høj kvalitet i cyklus for at trække varmen ud af det smeltede metal hurtigt nok til, at det kan størkne. Kølesystemet bruges også af mange støbeforme til at fremskynde størkningsprocessen. For at opnå den ønskede emnekvalitet og forhindre defekter kræves der ganske enkelt en ensartet kølehastighed, og de mest anvendte er vand- og luftkølesystemer. Trin #5: Udstøbning af størknet ZAMAK-støbning Det næste trin, hvor ZAMAK-legeringen størkner, er at udstøde støbningen fra formen. Man er omhyggelig med dette for at bevare emnets kvalitet. For at få den størknede del ud af formen bruges udstøderstifter. Formen bryder op i to halvdele, udkasterstiften aktiveres, og støbningen frigøres. Det kræver en vis grad af præcision at udføre dette trin, fordi for meget kraft på støbningen kan beskadige den. Korrekt justering af ejektorstiften sikrer også, at der ikke er ujævnheder eller buler i overfladen. Trin #6: Efterbehandling og trimning Støbningen skubbes normalt ud med overskydende materiale på,