
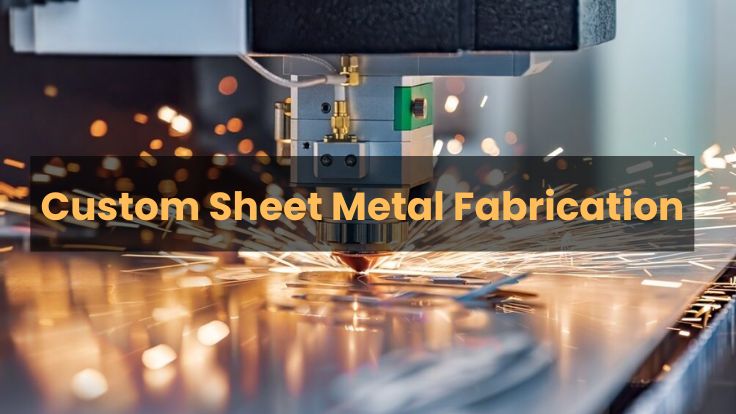
Изготовление листового металла на заказ в современных отраслях промышленности
Custom sheet metal fabrication is now an activity that has established manufacturing industries in a variety of categories in the […]
Custom sheet metal fabrication is now an activity that has established manufacturing industries in a variety of categories in the […]

Современное производство использует литье алюминия под высоким давлением для изготовления деталей, которые отличаются прочностью, легкостью и имеют множество сложных форм. На сайте

Алюминиевое литье автозапчастей под давлением в настоящее время является обычной практикой для ведущих в отрасли конструкций блоков двигателей, корпусов трансмиссий и

Стремительные изменения в автомобильной промышленности приводят к тому, что автопроизводителям постоянно приходится создавать более легкие, безопасные и
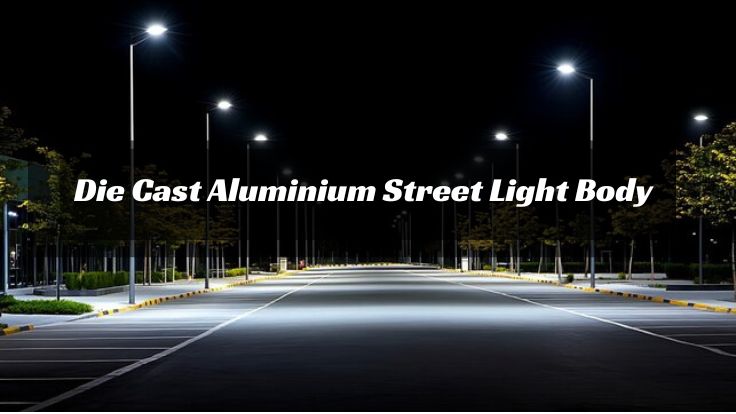
Благодаря современным энергосберегающим технологиям очень важно, чтобы осветительные приборы были прочными и надежными. Почти все современные

Сегодня литье алюминия под давлением играет центральную роль в современном производстве. Процесс литья алюминия под давлением известен своими
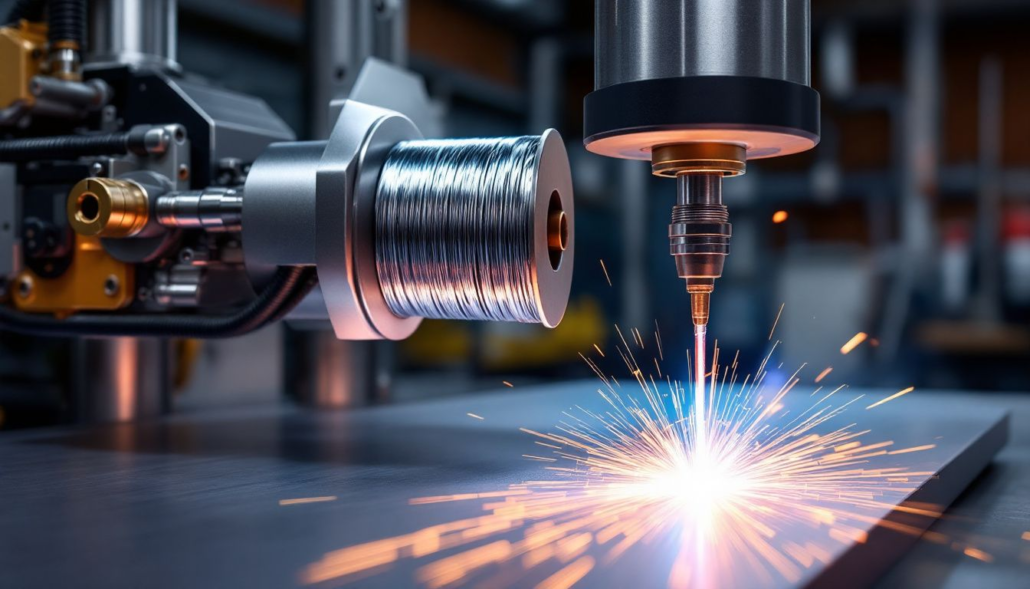
Существует очень мало мест, куда можно обратиться, чтобы узнать о сварке литого алюминия, а также о навыках, необходимых для этого.

Анодированный алюминий используется в основном потому, что он легкий, прочный и устойчивый к коррозии. Хотя необработанный алюминий обладает определенными
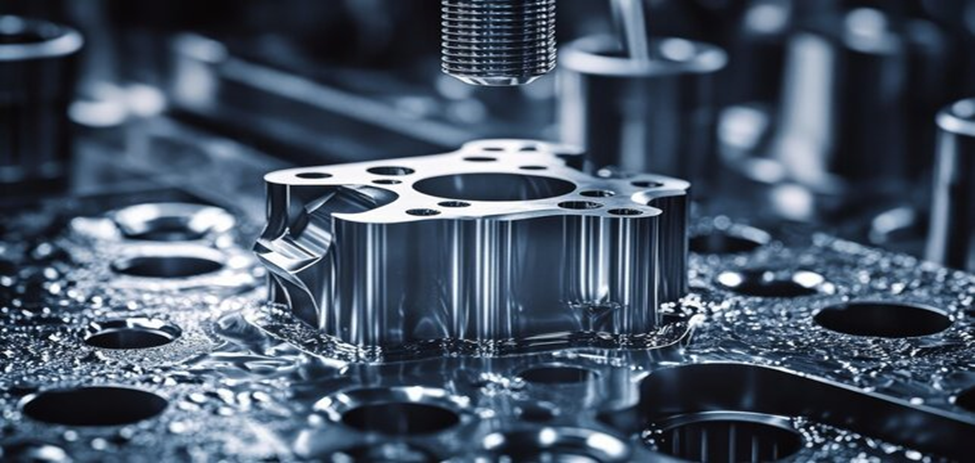
Литье алюминия под давлением - это широко распространенный, высокоэффективный производственный процесс, позволяющий получать сложные, высокопрочные и

Литье сплавов под давлением имеет важное значение для обрабатывающей промышленности, поскольку она в значительной степени зависит от высокоточных, долговечных и экономически эффективных металлов.